Смесь для изготовления литейных форм по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
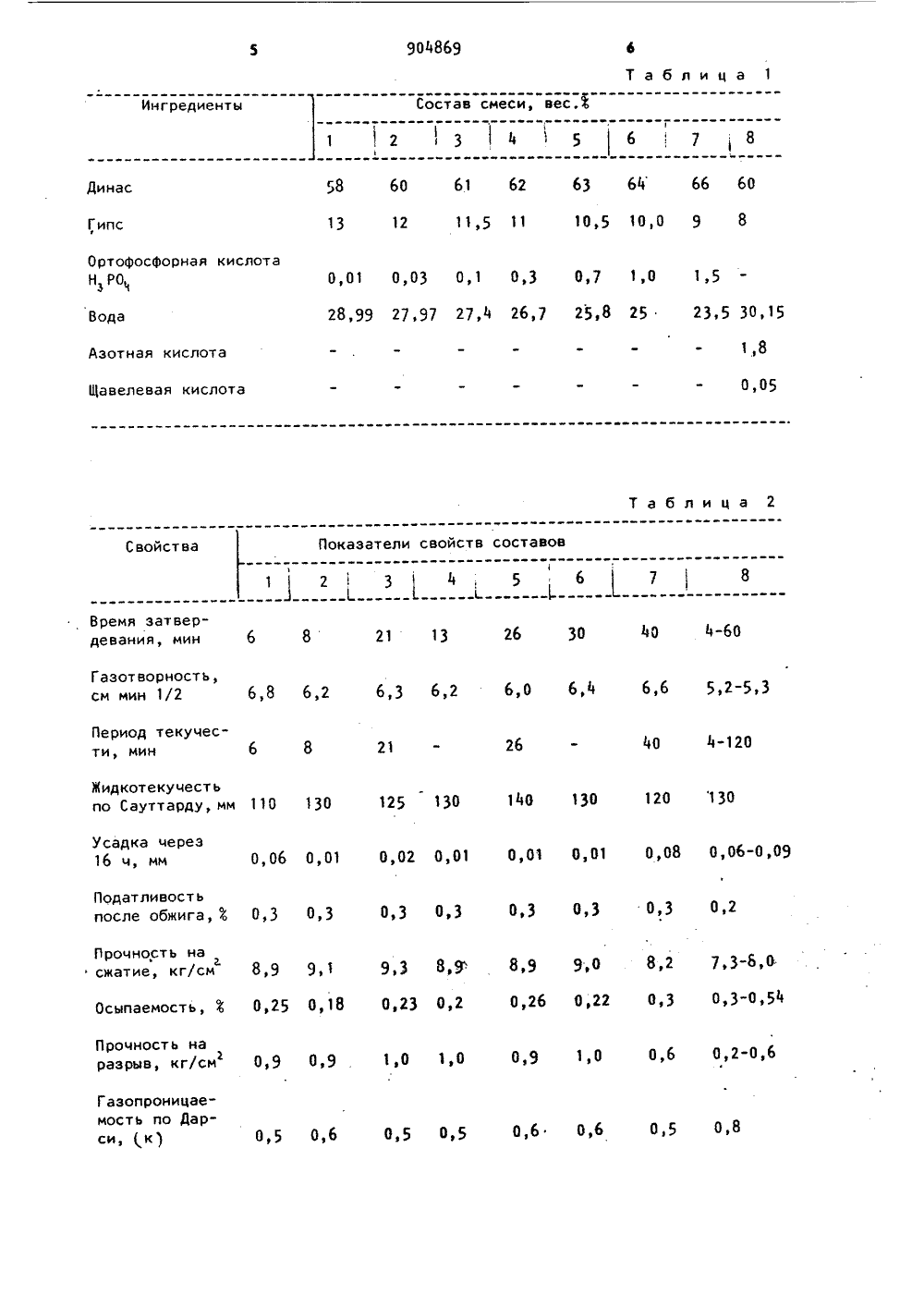
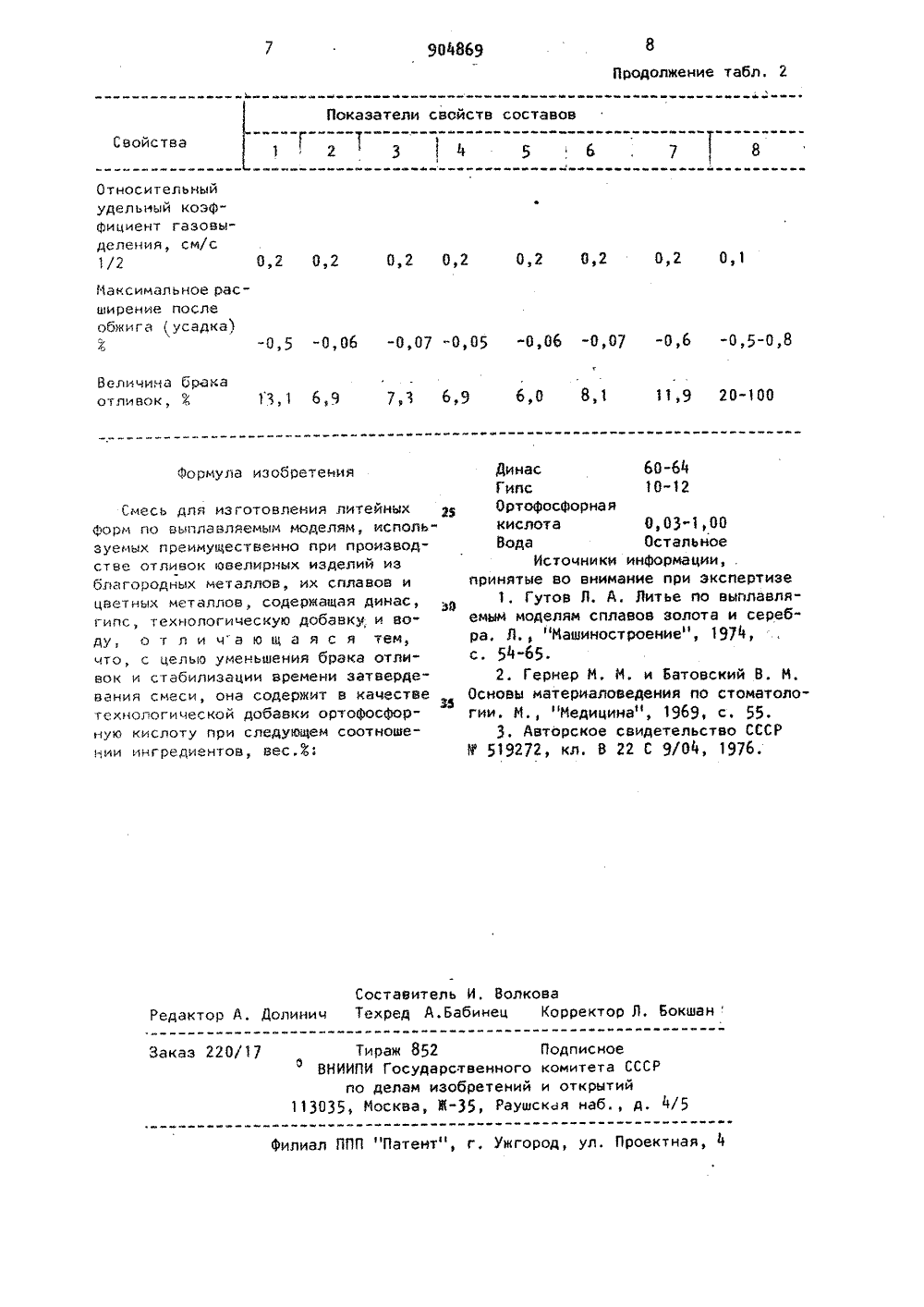
(61) Доволкктелькое к авт. свкд-у (22) Заквл . ,303. 80 (2 ) 28 3,;-,с 122 02 с прксоеаиикем заявки айоо двим изабротоиий и опрытвйДата оочблкховакйя оякса;,"к;-; ";,0 . 8,Е. Н, Кондаков, А д, Смн:.нов, И, П, СтФрчЪзсе,и 8, 8, СулягинВсесоюзный научно-исследовательский и проектно-- , /4конструкторский институт ювелирной промышленностиЛенинградского производственного объединениянРфРусские самоцветы"(71) Заявитель У СИЕСЬ ДЛЯ ИЗГот 0 ВЛЕИИЯ РПКСН,.0:з 0 РЯ П 0 ВЫПЛАВЛЯЕМЫМ МОДЕЛЯг,Изобретение относится к литейному производству, а именно к смесям для изготовления форм по выплавляемые моделям, используемых преимущественно при изготовлении отливок из благородных металлов, их сплавов и цветных металлов, и может быть применено в ювелирной промышленности, в точном приборостроении и машиностроении,Известны импортные смеси для изготовления литейных форм по выплавляемым моделям, например К, "Сатинкаст" и "Суперкаст". Указанные смеси в качестве основных комгонентов содержат мелкодисперсные порошки кристобалита и высокопрочного гипса. Они обеспечивают необходимый уровень качества литейных Форм и готовых отливокОднако эти смеси не имеют анагогов в отечественном производстве иззэ отсутствия в СССР месторождений природного кристобалита и промышлен-ного производства вь 1 сокопрочного гипса, Приобретен;е упомянутых имгатц- х кс -о"-то- для и-готовления лтрг. н х г: 1";1 по выпла ел немым моде.дн з=- "о а тель ыми атратами ва.л:.тьпоэгаму непг,иемлемо для масштабоа г ромышленного производстИзвестны составы отечественных Формовочных смесей, например, быстросхватываюшая смесь "Силауоб" 21, выпускаемая для стоматологических целей, являюшаяся динасо-гипсовой сме сью, ссдержашей следуюшие компоненты в затворе.-.ном состоянии, вес,4:.,и нас1 1 Г 1-гГипс 18Вода 27-30Смесь "Силаур" затвердевает слишком быстро в течение 3-3 мин, что не дает возможности осуществить качественное ормование. Кроме того, смесь "Силауротличается повышенной вязкосгью, что ведет к значитель 901869ному разупрочнению литейных форм в процессе их прокаливания,Таким образом смесь тСилаурнепригодна для производства ювелирных изделий по выплавляемым моделям иэ-за высокого до 100, уровня брака готовых отливок по газовым и меметаллическим вклацениям, свищам и прорывам.Наиболее близкой к предлагаемойявляется смесь ДГА 3, содержащая,о,Динас 5 0-72 ОГипс 2,5-14,5Вода 23,-29 0ТехнологическиегобАзотная кислота 1,5-2,0Щавелевая кислота 0,035-0,07 Азотную кислоту вводят в составсмеси для нейтрализации окислов, входящих э состав динаса, а щавелеваякислота - для замедления схватываниягипсосодержащих суспензий смеси.ЯНедостатком смеси ДГА являетсянестабильность времени эатвердевания, которое изменяется от партии кпартии скачкообразно в широком интервале от 3-х до 90 мин,ЗОБ слуцае слишком быстрого менее8 мин 1 затвердевания смесь дпя формования вообще применить крайнесложно, а в случае слишком медленного 1,свыше 30 мин 1 эатвердевгния при35прокаливании возникают значительнаяусадка и растрескивание Форм, чтоприводит к образованию наплывов металла на отливках,В результате брак готовых отливок4 Впри использовании смеси ДГА колеблется от ,0 до :001, а в среднем составляет более ьМ, Это ведет к большимпотерям драгоценного металла и сни,жению производительности на операции45формования.Целью изобретения является уменьшение брака отливок и стабилизациявремени затвердевания смеси.Указанная цель достигается тем,56что смесь для изготовления литейныхформ по аыплавляемым моделям, вклюца"ющая динас, гипс, технологицескуюдобавку и воду, содержит в качестветехнологической добавк% ортофосфорную кислоту при следующем соотношении ингредиентов, вес.4:Динас 60-6 чГипс 10-12 Ортофосфорнаякислота 0,03-1,0Вода ОстальноеОртофосфорная кислота среди слабых и сильных водорастворимых кислот оказывает наиболее благотворное влияние на динас и гипс с точки зрения нейтрализации щелочных свойств динаса, обеспечивая стабильный интервал времени затвердевания смеси в пределах 8-30 мин, т. е, интервал, необходимый для успешного применения смеси для изготовления литейных форм по выплавляемым моделям ( при условии процентного содержания ортофосфорной кислоты в смеси в пределах 0,03 1 вес, и соблюдения приведенного соотношения остальных компонентов смеси 1.Составы и свойства предлагаемой смеси приведены в табл, 1 и 2.Отклонение соотношения компонентов состава от предлагаемого ведетк ухудшению физико-химических свойствсмеси и вызывает соответствующийрост брака готовых отливок 1 составы6-7 - соответственно 13,1 и 11,9брака готовых отливок золотых ювелирных изделий),Смесь приготавливают следующимобразом,Кислота затворяется в воду и вполученный раствор вводятся заготовленные навески динаса и гипса, всетщательно перемешивается 2 мин прикомнатной температуре.Сосуд с жидкой смесью помещаютна вибровакуумную установку комплекта Агпо 1.1 пдег и вакуумируют 2 мин.Затем смесь заливают в опоку длявторицного двухминутного вакуумирования, после чего опоку снимают сустановки, и при комнатной температуре происходит эатвердевание смеси,Затем в термопеци Маг 1 О 01 Магнопроизводится отжиг смеси при температуре, возрастающей в течение 7 цот 150 до 800 С с дальнейшим охлаждением 2 ц до температуры заливкиметалла 600 С) в образовавшийся монолит,Реализация изобретения позволитповысить производительность трудана операции Формования за счет стабилизации времени отверждения смесиа также уменьшить брак отливок, благодаря че у снизятся потери драгоценных металлов. Экономический эФфектсоставит 180 тыс, руб.904869 Таблица 1 Ингредиенты Состав смеси, вес.Ф 1 32Э4 1 5 / 67 18 58 60 61 62 63 64 66 6013 12 11,5 11 10,5 10,0 9 8 Динас Гипс Ортофосфорная кислотаН, Р 02,0,01 0,03 0,1 0,3 0,7 1,0 1,5 Вода 28,99 27,97 27,4 26,7 25 у 8 25 23,5 30,15 Азотная кислота Щавелевая кислота Таблица 2 Показатели свойств составов Свойства 12 1 34; 5 67 Время затвердевания, мин 6 8 40 4-60 26 30 21 13 6,3 6,2 6,0 6,4 6,6 5,2-5,3 6,8 6,2 40 4-120 26 6 8 21 Жидкотекучестьпо Сауттарду, мм 110 130 125 130 140 130 120 1 30 0,06 0,01 0,02 0,01 0,01 0,01 0,08 0,06-0,09 Податливость после обжига, 6 0,3 0,3 0,3 0,3 0,3 0,2 0,3 0,3 9,3 8,9 8,9 9,0 8,2 7 3-6,0 8,9 9,1 Осыпаемость, Ф 0,25 0,18 0,26 0,22 0,3 0,3-0,54 0,23 0,2 0,9 0,9 1,0 1,0 0,9 1,0 0,6 0,2-0,6 0,5 0,6 0,5 0 5 0,6 0,6 0,5 0,8 Газотворность,см мин 1/2 Период текучести, мин Усадка через16 ч, мм Прочность на сжатие, кг/см Прочность наразрыв, кг/см Газопроницаемость по Дарси, 1,к) 1,80,05Продолжение табл. 2 Показатели свойств составов Свойства Относительныйудельный коэФФициент газовыделения, см/с1/2 0,2 0,2 0,2 0,2 0,2 0,1 Иаксимальное расширение послеобжига (усадка)-0,5 -0,06 -0,07 -0,05 "0,06 -0,07 Величина бракаотливок 4 11,9 20-100 60-бй 10-12 Составитель И. ВолковаРедактор А. Долинич Техред А.Бабинец Корректор Л. БокщанЗаказ 220/17 Тираж 852 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д, 1/5Филиал ППП "Патент", г, Ужгород, ул. Проектная, ч Смесь для изготовления литейных 2 Форм по вьплавляемым моделям, используемых преимущественно при производстве отливок ювелирных изделий из благородных металлов, их сплавов и цветных металлов, содержащая динас, В гипс, технологическую добавку и во" ду, о т л и ч"а ю щ а я с я тем, что, с целью уменьшения брака отлиеок и стабилизации времени затвердевания смеси, она содержит в качестве техногогической добавки ортоФосфорную кислоту при следующем соотнощении ингредиентов, вес,Ф ДинасГипсОртоФосФорнаякислота 0,03"1,00Вода ОстальноеИсточники инФормации, .принятые во внимание при экспертизе1. Гутов Л. А. Литье по выплавляемым моделям сплавов золота и серебра, Л "Иащиностроение", 1971,с. 54-65,2. Гернер И, И, и Батовский В. И,Основы материаловедения по стоматологии. и., "Иедицина", 1969, с. 553, Авторское свидетельство СССРИ 519272, кл. В 22 С 9/01, 1976.
СмотретьЗаявка
2893669, 13.03.1980
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО КОНСТРУКТОРСКИЙ ИНСТИТУТ ЮВЕЛИРНОЙ ПРОМЫШЛЕННОСТИ ЛЕНИНГРАДСКОГО ПРОИЗВОДСТВЕННОГО ОБЪЕДИНЕНИЯ "РУССКИЕ САМОЦВЕТЫ"
КОНДАКОВ ЕВГЕНИЙ НИКОЛАЕВИЧ, СМИРНОВ АНАТОЛИЙ АЛЕКСАНДРОВИЧ, СТАРЧЕНКО ИГОРЬ ПЕТРОВИЧ, СУЛЯГИН ВЛАДИМИР ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B22C 1/16
Метки: выплавляемым, литейных, моделям, смесь, форм
Опубликовано: 15.02.1982
Код ссылки
<a href="https://patents.su/4-904869-smes-dlya-izgotovleniya-litejjnykh-form-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Смесь для изготовления литейных форм по выплавляемым моделям</a>
Самотвердеющая смесь для изготовления эластичных форм при производстве копий художественных изделий и выплавляемых моделей

Номер патента: 1199424
Опубликовано: 23.12.1985
Метки: выплавляемых, копий, моделей, производстве, самотвердеющая, смесь, форм, художественных, эластичных
...модельных компо 99424. 2 5 1 О 15 20 25 30 35 40 45 50 зиций на основе парафина-стеарина (ПС), парафина-синтетического церезина (Р) и карбамида (К Б ).1о КСоставы самотвердеющих смесей и показатели качества форм приведены в табл. 2 и 3.Как видно иэ табл. 2 и 3 формы, изготовленные в смесей 1-3, непригодны для получения качественных выплавляемых моделей (копий), так как имеют рыхлую структуру и раковины на рабочей поверхности, В форме из смеси 4 получение выплавляемых моделей возможно только методом свободной заливки модельной композиции, так как при запрессовке тонкий поверхностный слой формы в наиболее утонченных местах деформируется и прорывается . Качественные формы получаются из самотвердеющих смесей 5-11. В этиформы можно...
Способ получения отливок в оболочковой форме и литейная форма для его осуществления

Номер патента: 1197767
Опубликовано: 15.12.1985
Авторы: Ефремов, Пушкарев, Ткаченко
МПК: B22C 9/04, B22D 18/06
Метки: литейная, оболочковой, отливок, форма, форме
...отливок методом вакуумноговсасывания или под низким давлениемв газопроницаемых формах по выплавляемым моделям,Целью изобретения ярляется повышение производительности, расширениеноменклатуры получаемых отливок имногоразовое использование керамического металлопровода.На чертеже показана литейная фор"ма после заполнения ее расплавленным металлом методом вакуумного всасывания и отключения вакуума.Литейная .форма содержит рабочиеполости 1 для получения отливок,внутреннюю часть металлоподводящегостояка 2 и наружную часть металлоподводящего стояка 3.Форму помещают в герметичную каме"ру. 4 и опускают металлоподводящим стояком 3 в тигель 5 с расплавленным металлом 6. В камере 4 создают вакуум,под действием. которого расплавленныйметалл 6...
Устройство для получения отливок в магнитных литейных формах

Номер патента: 519271
Опубликовано: 30.06.1976
Автор: Таразов
МПК: B22C 9/00
Метки: литейных, магнитных, отливок, формах
...продуктов газификаци ли конденсируется с образованием т налета па поверхностях пористой сте вставки или сетки, постепенно сниж азопроницаемость почти до нуля, посл азопроницаемые элементы заменяют. На фиг. 1 изображено предлагаемое устройство, вид прямо; на фиг. 2 - то же, вид сверху, в разрезе; на фиг. 3 - узел 1 на фиг. 2(часть стенки опоки с установленным в ней5 постоянным магнитом),Предлагаемое устройство содержит электромагнит 1, опоку 2 с отверстиями в стенках,в которые установлены кольцеобразные постоянные магниты 3.0 Устройство работает следующим образом.В процессе формовки частицы сыпучегоферромагнитного материала попадают в полость кольцеобразного постоянного магнитаи, уплотняясь под воздействием его магнит 5 ного...
Устройство для получения отливок в магнитных литейных формах

Номер патента: 526438
Опубликовано: 30.08.1976
Автор: Таразов
МПК: B22C 9/00
Метки: литейных, магнитных, отливок, формах
...2 выполнены горизонтальные направляющие 4, в которых установлены соединенные с помощью пружин 5 со стенками опоки 2 пластины 6 с накладками 7 из ферромагнитного материала и отверстия ми 8, смещенными по горизонтали относительно отверстий 3 в стенках опоки 2. В опоку 2 помещена модель 9 пз пенополистпрола и засыпана ферромагнитным сыпучим материалом 10.25 Устройство для получения отливок в магнитных литейных формах работает следующим образом.При отсутствии напряжения в цепи катушки электромагнитов 1 пластина 6 пружинами 30 5 удерживается в крайнем левом положении(см. фиг. 1, 2, 3, 4), При этом отверстия 3 опоки 2 и отверстия 8 пластины 6 смещены по горизонтали, и сыпучий ферромагнитный материал 10 из опоки не высыпается.При подаче...
Способ получения отливок в пористых литейных формах

Номер патента: 604624
Опубликовано: 30.04.1978
МПК: B22D 27/04
Метки: литейных, отливок, пористых, формах
...пористости, равной 20 - 80%.На фиг. 1 изображено устройство для осуществления предлагаемого способа, положение до заливки; на фиг. 2 - процесс заливки формы металлом; на фиг. 3 - процесс охлаждения формы с отливкой (при этом форма и отливка погружены в охлаждающую жидкость до заливочной чаши). Устройство содержит желоб 1 с охлаждающей жидкостью 2, в которой размещена литейная форма 3. Полупостоянные формы для получения отливок изготовляют из легковесного (с удельным весом меньше единицы) пористого материала, обладающего высокой термостойкостью, например из пористого карбида кремния, прочность которого не ниже 60 кг/см-, газопроницаемость не ниже 400 ед., нулевая газотворность, термостойкость не ниже 2000 С.Материал, из которого...
Предыдущий патент: Смесь для изготовления литейных форм
Следующий патент: Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке и способ ее приготовления
Случайный патент: Аппарат для удаления пены на бумагоделательной машине