Способ формирования распушенных рулонов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
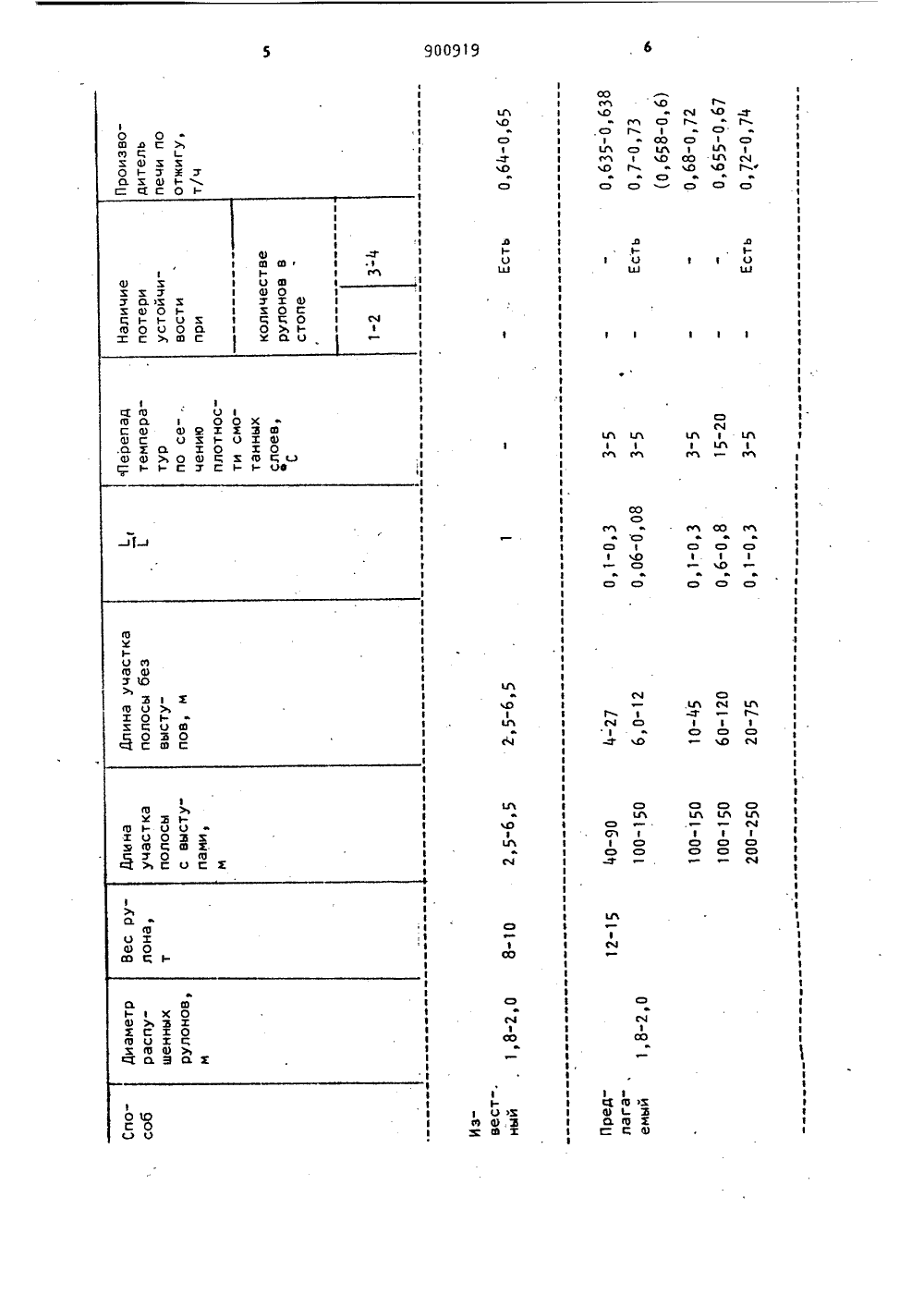
Союз СоветскииСоциалистическиереспублик ОП ИСАНИЕИЗОБРЕТЕН ИяК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ и 900919(5 )М. Кл. В 21 С 47/00 3 веумретеаваб кеиитет в ве лелеет изобретений и етерытвй) СПОСОБ ФОРМИРОВАНИЯ РАСПУШЕННЫХ РУЛОНОВ ет бе с расп свой Изобретение относится к обработке металлов давлением в частности производству стальной полосы.Известен способ изготовления распущенных рулонов, при котором по краям полосы наносят выступы и производят, намотку полосы на барабан моталки с натяжением. После намотки получает- ся распущенный рулон 1 11.Недостатком данного способа являся низкая устойчивость рулона, осонно при отжиге в печи,Известен также способ изготовления распущенных рулонов при намотке полосы на барабан моталки, при котором периодически наносят выступы по краям полосы и наматывают полосу натяжением 1.23 .Недостатком известного способа изготовления распущенных рулонов является низкая их устойчивость, особен" но при отжиге в стопе. При нагревеушенных рулонов прочностные ства металла понижаются, а пластические - повышаются. Наличие зазоров между витками плюс вес вышестоящих рулонов (или даже собственный вес) приводят к пластической деформации рулона, т,е; к потере им геометрической формы. Позтому при изготовлении распущенных рулонов массой больше 15-20 т в печи отжигают один рулон или отжигают рулоны в стопе, но значительно меньшей массы, напри" мер 5-6 т, Как в первом, так и во втором случае уменьшается коэффициент полезного использования объема печи, что приводит к снижению производи" тельности процесса.Цель изобретения - повышение устойчивости рулона.Указанная цель достигается тем, что в способе формирования рулонов при намотке полосы на барабан моталки, при котором периодически образуют выступы по краям полосы и наматывают полосу с натяжением, выступы образуют на участках полосы длиной, 3 900 равной 40 " 80 длинам окружности барабана моталки, а длину участков полосы без выступа устанавливают равной О,1 - 0,3 длины участков полосы с выступами,Способ формирования распушенных рулонов включает в себя нанесение выступов по краям полосы с определенным интервалом, намотку полосы на барабан моталки с натяжением, при этом осуществляют намотку участка полосы с выступами и участка полосы без выступов,П р и м е р, В процессе исследо ваний стоит задача не только повысить устойчивость распущенных руло нов при отжиге их в стопе, на и одновременно увеличить объем заполнения подмуфельного пространства металлом, т.е. при одних и тех же параметрах распущенных рулонов, изготовленных по известному и предлагаемому способам, увеличить их вес, При этом необходимо определить такую оптимальную длину участков полосы без выступов, чтобы при смотке ее в этом плотносмотанном слое не возникало температурного перепада по сечению, т.е. чтобы он нагревался и охлаждался как тонкое тело. Следовательно, достижение поставленной цели возможно только при определенной 919величине длины участков полосы свыступами и интервалов между ними,В таблице приведены результатыэкспериментальных исследований,Согласно полученным данным оптимальная длина участков с выступамидолжна быть равной 100-150 м, а величина интервала между ними 10-45 м,.т,е. отношение - = 0,1-0,3, В ре 1 Озультате такой смотки по толщине намотки рулона наблюдается последовательное чередование распущенных слоев толщиной 30-60 мм и плотносмотан 1 ных толщиной 5 - 15 мм, температурный перепад по сечению плотносмотанных рулонов не превышает 3-5 С. Изготовленные предлагаемым способом рулоны обладают сравнительно небольшимаэродинамическим сопротивлением, отжигаются в стопе из 3 - 4 рулоновбез потери геометрической формы. Производительность печи достигает 0,680,72 т/ч.25 Снижение отношения - с 01-03до 0,06-0,08 при= 100 - 150 м приводит к повышению производительностипечи до 0,7-0,73 т/ч, однако приэтом наблюдается потеря устойчивости30при отжиге стопы из 3-4 рулонов, Приотжиге стопы из 1-2 рулонов производительность снижается до 0,658 "0,66 т/ц,9009 100 100 150 , 150С 1,ИБ 2,512 Т,ВВ 2,512 Составитель А,АржановРедактор И,Михеева ТехредЛ. Пекарь Корректор Ю. Макаренко4 Заказ 1247/5 Тираж 841 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035) Москва, ЖРаушская наб., д. 4/5Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Увеличение соотношения - до 0,6-0,8 при 1. = 100- 150 м приводит к снижению производительности печи, так как в плотносмотанных слоях воз никает температурный перепад до 15 о20 С, для выравнивания которого требуется увеличение длительности выдержки.Изменение длины участка с выступа- ф ми с 100- 150 до 40-80 м при оптимальном соотношении - = 0,1-0,3 приводит.к увеличению аэродинамического сопро" тивления рулонов, т.е, к .снижению Ю производительности циркуляционного вентилятора и в конечном итоге к снижению производительности печи. Увелиючениедо 200-250 м при - = 0,1 -.го 0,3 повышает производительность печи за счет снижения аэродинамического сопротивления рулонов, но устойчивость их при отжиге стопы из 3-4 рулонов снижается, так как толщина на мотки распушенных слоев увеличивается до 65-80 мм, а толщина плотносмо танных лишь до 15-20 мм, т.е, количество их по ширине намотки рулона уменьшается. ЭОИзвестно, что диаметр барабана существующих современных моталок для смотки холоднокатаной полосовой стали лежит в пределах 600 - 800 мм, а их длина окружности колеблется от 1,888 до 2512 м, Так как длина участков с выступами . - 100- 150 м, то 19 8отношениек длине окружности С барабана моталки равно(52 96; 39,80 79,45; 59,71)откуда следует, что длина участковс выступами лежит в пределах(0,1-0,3) ., где С - длина окружности барабана моталки,Экономический эффект от внедренияпредлагаемого способа за счет повышения устойчивости рулона и повышениякоэффициента использования печи приотжиге составляет 65 тыс. руб. в год,формула изобретенияСпособ формирования распушенныхрулонов при намотке полосы на барабан моталки, при котором периодически образуют выступы по краям полосыи наматывают полосу с натяжением,о т л и ч а ю щ и й с я тем, что, сцелью повышения устойчивости рулона,выступы образуют на участках полосыдлиной, равной 40 - 80 длинам окружности барабана моталки, а длину участков полосы без выступов устанавливают равной О, - 0,3 длины участковполосы с выступами.Источники информации,принятые во внимание при экспертизе1. Патент ВеликобританииН 959864, 1965.2. Патент СВА й 303868 укл 242-783 1962 (прототип),
СмотретьЗаявка
2704915, 02.01.1979
ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ
КОБЕЗА ИВАН ИВАНОВИЧ, ФРАНЦЕНЮК ИВАН ВАСИЛЬЕВИЧ, КУСОВ ВАЛЕРИЙ ИВАНОВИЧ, КУСОВА НАТАЛЬЯ ПАВЛОВНА
МПК / Метки
МПК: B21C 47/00
Метки: распушенных, рулонов, формирования
Опубликовано: 30.01.1982
Код ссылки
<a href="https://patents.su/4-900919-sposob-formirovaniya-raspushennykh-rulonov.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования распушенных рулонов</a>
Съемник рулонов моталки горячей полосы

Номер патента: 730408
Опубликовано: 30.04.1980
Авторы: Вережак, Каретный, Карюков, Кононенко, Осокин
МПК: B21C 47/24
Метки: горячей, моталки, полосы, рулонов, съемник
...он снабжен механизмом перемещения упоров, выполненным в виде гидроцилпндра, двуплечего рычага, шарнирно связанного со штоком гидроцилиндра, и направляющей, жестко соединенной с одним плечом двуплечего рычага, второе плечо двуплечего рычага жестко связано с осью самоустанавливающихся упоров, а ось самоустанавливающихся упоров установлена с возможностью перемещения вдоль оси тележки.На фиг. 1 схематически показан съемник730408 аз 537/8 зд.271 Подписи ираж ипография, пр. Сапунова 3рулонов, продольный разрез; на фиг. 2 -то же, поперечный разрез.С.ьемник рулонов моталки горячей полосы состоит из тележки 1, люльки 2 и привода 3 подъема люльки. На люльке 2 расположены опорные ролики 4, между которыми размещены самоустанавливающиесяупоры 5,...
Плавающая моталка для намотки рулонов металлической полосы

Номер патента: 176550
Опубликовано: 01.01.1965
Авторы: Всесоюзный, Зинченко, Каштанов, Макушенко, Огурцов, Проектно, Романчиков, Филатов
МПК: B21B 37/54, B21C 47/12
Метки: металлической, моталка, намотки, плавающая, полосы, рулонов
...намотки рулонов,На фиг, 1 изображена функциональная схема системы управления плавающей моталкой; на фиг. 2 - схема гидросистемы.Работает моталка следующим образом, Включением электродвигателя 1 барабан 2 через редуктор 3 приводится во вращение. Происходит намотка полосы 4 листового металла на барабан. По выходе кромки полосы из установленной зоны нечувствительности датчика 5 пода. ется сигнал, который поступает на вход блока б управления шаговым двигателем 7. В результате блок управления выдает импульсы определенной последовательности на обмотки управления двигателя 7 и приводит его во вращение в определенную сторону. Вращательное движение двигателя 7, преобразованное при помощи редуктора 8 в поступательное движение, воздеиствует на...
Моталка для формирования рулонов металлической ленты

Номер патента: 1333433
Опубликовано: 30.08.1987
Авторы: Благинин, Волков, Игначуков, Каменцев, Сапелкин
МПК: B21C 47/12
Метки: ленты, металлической, моталка, рулонов, формирования
...19 с соединенным с ней брусом 20, а также фланца 21. Толкатель выполнен в виде втулки 22 со шпицами 23 на ее 4, наружной поверхности, при этом в ведомой шестерне 6 выполнено шлицевое отверстие 24. Втулка 22 размещена в отверстии 24, а электродвигатель 4 и редуктор 5 смонтированы на основании 1. На основании 1 смонтированы также направляющие 25 для плиты 8, Планка 19 соединена с втулкой 22,Моталка работает следующим образом.50 Первоначально посредством подвижного элемента 17 пневмоцилиндра 16 осуществляется перемещение ползушек 18, которые производят разведение сегментов 3 и фиксацию ленты 10 на барабане 2, Включением электродвигателя 4 через редуктор 5 с ведомой шестерней 6 производится вращение втул 3 2ки 22, а следовательно, и...
Устройство для регулирования натяжения полосы на моталке листопрокатного стана

Номер патента: 1391748
Опубликовано: 30.04.1988
Авторы: Альшиц, Зеленцов, Михайлов
МПК: B21B 37/54
Метки: листопрокатного, моталке, натяжения, полосы, стана
...вторые входы мцотиталей 1 б и 17 соединены с Выходом блока О Грлнцчения, Устройство также (одержит тгереСтраИВЛЕМЬГй ЕЕ.ЗЗЕЕЕЬТТг Т цЕМЕНт 20, последовятепьно соединни 2 5:чейк выделения модуля 21 и фильтра 22, причем первый вход нелинейно)о злемента 20 соединен с выходом г.утлируюпего усилителя 12 и с згходот ячейки выделения модуля 21. Виход фильтря 22 соединен с вторым Входом илицей НОГО ЭЛЕМЕНта 20 а ВЫХОД ТЕ.;ТЕЗ ГГ(цг)го элемента 20 - (. входом релейного зл".Мента 13 и вторым входом множителя 9. 1 ри этом нелинейный элемент имеет длл .Ицейцых участка: церльи - регулТру 1 л (Е)унктеи 3 амплитуды пульсаТгзгй с гтггЗхезгеьзм козфз)ггетом угилгиця, второй - с повьияенцым коэффи- ТИЕгт )М УСИЛЕНИЯ, СООТЛЕТСТЕЗУ)г)гЗМ Г Тг 5 ТИгл,ЦО...
Устройство для регулирования натяжения полосы на моталке листопрокатного стана

Номер патента: 733762
Опубликовано: 15.05.1980
Авторы: Альшиц, Дралюк, Зеленцов, Медунин, Михайлов, Тикоцкий
МПК: B21C 47/00
Метки: листопрокатного, моталке, натяжения, полосы, стана
...(1) инерционностями измерителянатяжения, контура регулирования тока якоря двигателя моталки и частотой крутильных колебаний механической системы двигатель-вал-барабанмоталки с рулоном, ввиду чего должнабыть соответственно ограничена величина дополнительного коэффициента ЧЦ.При малых скоростях прокатки декремент затухания 5 не падает до бесконечно малой величины ввиду наличиядополнительных демпфирующих факторов - скоростного и сухого трения,внутренней связи по ЭДС двигателя, В данном устройстве в связь междуизвестными интегро-пропорциональнымрегулятором (1, 3, 4) и электроприводом 2 включен блок регулировки, содержащий множитель 7, на второй входкоторого через блок ограничения 8включен выход второго множителя 9,на один вход...