Способ изготовления колец подшипников качения из кольцевой заготовки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
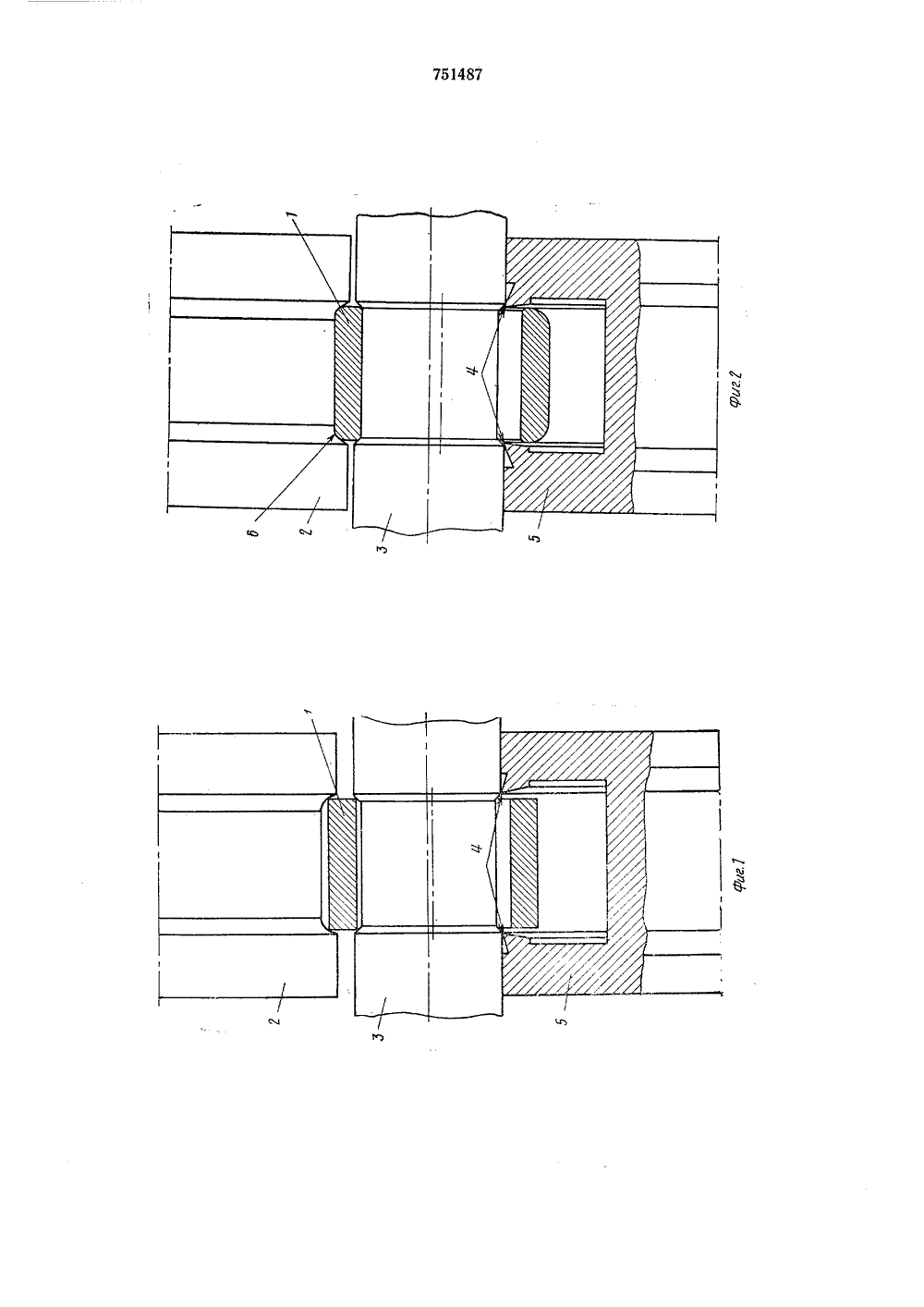
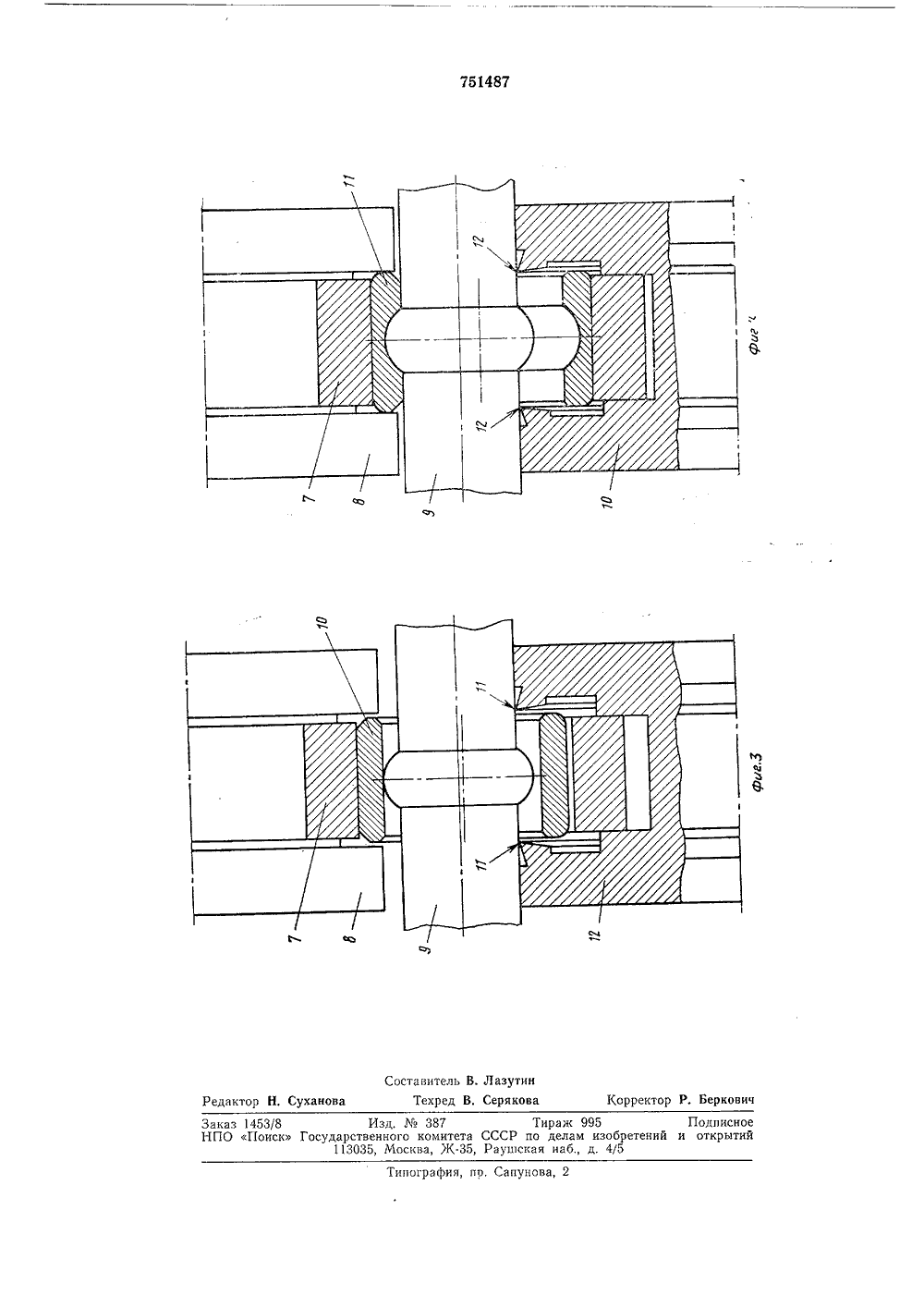
О П И С А Н И Е751487ИЗОБРЕТЕНИЯ Сева Соеетских Социалистических Республик(51) М. Кл.зВ 21 Н 1/12 СССР по делам изобретений(45) Дата опубликования описания 30.07.80 53) УДК 621,771.2(54) спосоБ изГотовления Колец подшипниКОВ КАЧЕНИЯ ИЗ КОЛЬЦЕВОЙ ЗАГОТОВКИосударственныл комитет (23) Приоритет Изобретение относится к обработке металлов давлснием, в частности к раскатке колец подшипников качения между вращающимися валками с изменяющимся межосевым расстоянием. 5Известен способ закрытой раскатки колец с оформлением одной внутренней фаски и со срезанием лишнего металла с одной стороны кольца 11.Этот способ не обеспечивает оформления 10 наружных и одной внутренней фасок и получения колец точных по ширине.Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату из известных является 15 способ изготовления колец подшипников качения, реализованный в инструменте для раскатки колец 2, По этому способу кольца изготавливают закрытой раскаткой с оформлением наружных и внутренних фа сок, желоба, цилиндрических поверхностей и торцов за счет срезания с обеих сторон кольца лишнего металла, выходящего при раскатке за пределы ширины кольца.Недостатком указанного способа являет ся то, что при раскатке тонкостенных колец малого диаметра, например колец приборных подшипников, выступающая часть профильного валка, образующая желоб, оказывает давление на кольцевую заготовку, опирающуюся в этот момент на закругления в углах другого валка, т. е. оказывает давление на заготовку, не опирающуюся на цилиндрическую поверхность валка, так что валки профилируют заготовку в бочкообразное наружное или в корсетное внутреннее кольцо, поскольку кольца нежесткие и выгибаются, так что объемного деформирования кольца с образованием желоба с фасок не происходит.После того как из заготовки получилось бочкообразное или корсетное кольцо, из него не удается прокатать кольцо требуемой формы, не удается добиться полного заполнения металлом профиля валков, в частности ввиду углового поворота торцов заготовки, не удается получить плоскопараллельных торцов у кольца.Целью изобретения является обеспечение возможности изготовления раскаткой тонкостенных колец малого диаметра типа колец приборных подшипников качения.Указанная цель достигается тем, что раскатку ведут в два этапа, на первом этапе открытой раскаткой оформляют наружные и внутренние фаски, а на втором выкатывают желоб и цилиндрические поверхности закрытой раскаткой.Предлагаемый способ позволяет вначале получить открытой раскаткой фаски на10 15 20 25 30 35 40 45 50 55 кольце, а уже затем это кольцо базировать его цилиндрической поверхностью на цилиндрическую поверхность валка при изготовлении желоба, так что исключается изгиб продольного сечения заготовки и имеет место только объемное дефор миров ание, при котором кольца получаются за счет закрытой раскатки весьма точными по диаметру и разностенности и точными по ширине за счет того, что металл, свободно выходящий в стороны, срезается с торцов заготовки, кольца получаются точной ширины при плоскопараллельных торцах и точной массе.На фиг. 1 показано начало операции по изготовлению фасок; на фиг, 2 - конец операции по изготовлению фасок; а фиг.3 - операция по изготовлению желоба в начале раскатки; на фиг. 4 - конец операции по изготовлению желоба и выкатке цилиндрических поверхностей с одновременной срезкой вышедшего за пределы ширины кольца металла.Способ осуществляется следующим образом,Кольцевую заготовку 1 помещают между двумя профильными валками - наружным 2 и внутренним 3, предназначенными для изготовления фасок.При этом кольцевая заготовка 1 расположена между режущими кромками 4 кольцевого паза базирующего барабана 5.С базирующим барабаном 5 контактирует во время прокатки внутренний валок 3.Изготавливают фаски 6 раскаткой, сближая наружный 2 и внутренний 3 профильные валки до получения требуемого размера фасок, при этом металл, выходящий при раскатке за пределы ширины кольца,непрерывно срезается кромками 4 кольцевого паза базирующего барабана 5, при этом выдерживается ширина заготовки.После изготовления фасок кольцевую заготовку помещают в полый валок 7 и вместе с ним - между двумя валками, один из которых наружный 8, а другой внутренний 9, предназначенный для изготовления желоба и выкатки внутренней цилиндрической поверхности. При этом кольцевая заготовка с фасками 10 расположена между режущими кромками 11 кольцевого паза базирующего барабана 12.С базирующим барабаном 12 контактирует во время прокатки внутренний валок 9.Изготавливают желоб и выкатывают одновременно цилиндрические поверхности, сближая наружный 8 и внутренний 9 валки до вйисывания наружной поверхности кольца в полый валок 7 и до получения требуемого диаметра желоба, при этом металл, выходящий за пределы ширины кольца, непрерывно срезается кромками 11 кольцевого паза базирующего барабана 12, за счет чего выдерживается ширина кольца при плоскопараллельпых торцах и обеспечивается его точная масса,Предлагаемый способ дает возможность получить раскаткой кольца приборных подшипников качения, что ранее было невозможно осуществить.Двухэтапная раскатка позволяет получить вначале фаски, а затем, базируя кольцо по его цилиндрической поверхности, получить желоб и выкатать цилиндрические поверхности при высокойл их размерной точности и высокой точности взаимоположения, а выходящий свободно в стороны за прсделы ширины кольца металл срезать, чем обеспечить точную ширину кольца при плоскопараллельном положении торцов.Предлагаемый способ позволяет исключить токарную обработку кольца и тем самым значительно снизить трудоемкость изготовления колец приборных подшипников, прн этом повышается за счет исключения выхода торцов волокон металла на желоб колец приборных подшипников работоспосооность подшипника в целом. Формула изобретения1, Способ изготовления колец подшипцпков качения из кольцевой заготовки путем раскатки заготовки между деформпрующими валками с оформлением наружных и внутренних фасок, желоба, цилиндрических поверхностей торцов и срезки лишнего металла, отличающийся тем, что, с целью обеспечения возможности изготовления раскаткой тонкостенных колец малого диаметра типа колец приборных подшипников качения, раскатку ведут в два этапа, на первом этапе открытой раскаткой оформляют наружные и внутренние фаски, а на втором выкатывают желоб и цилиндрические поверхности.2. Способ по п. 1, отличающийся тем, что желоб и цилиндрические поверхности выкатывают закрытой раскаткой.Источники информации,принятые во внимание при экспертизе 1. Патент ФРГ1175638, кл, В 21 Н 1/12, 1965.2. Авторское свидетельство СССР202863, кл. В 21 Н 1/12, 1962, 751487751487 Составитель В. ЛазутинРедактор Н. Суханова Техред В. Серякова Корректор Р, Беркович Типография, пр, Сапунов Заказ 1453/8 Изд,387 НПО Поиск Государственного комитет 113035, Москва, Ж.ЗТираж 995СССР по делам изоРаугпская наб., д. 4 Подписноеетений и открытий
СмотретьЗаявка
2495263, 08.06.1977
заявители
ШИЛКИН ВАСИЛИЙ ИВАНОВИЧ, МОЧАЛОВ ВЛАДИМИР САВАТЕЕВИЧ, ШИЛКИН ЕВГЕНИЙ ВАСИЛЬЕВИЧ, ЕЛЕСКИН ВАЛЕРИЙ ГЕННАДИЕВИЧ
МПК / Метки
МПК: B21H 1/12
Метки: заготовки, качения, колец, кольцевой, подшипников
Опубликовано: 30.07.1980
Код ссылки
<a href="https://patents.su/4-751487-sposob-izgotovleniya-kolec-podshipnikov-kacheniya-iz-kolcevojj-zagotovki.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец подшипников качения из кольцевой заготовки</a>
Способ изготовления колец подшипников качения
Номер патента: 742642
Опубликовано: 25.06.1980
Авторы: Пиковский, Шапошников
МПК: F16C 33/64
Метки: качения, колец, подшипников
...па и раскатывают желоб Я под тела качения, а на поверхности загнутых участков В и обратной стороны желоба - посадочную поверх. ность кольца, при этом одновременно раскаты вают поверхности Б, монтажные фаски г и торцы А, причем калибруют посадочную поверх. ность, а также торцы до получения плоских поверхностей.Операцию раскатки и калибровки произво дят с помощью бандажа 8 раскатника 9 и направляющих роликов 10 и 11, в результате получают кольцо с точными размерами по пмрине базирующай поверхности.Полученные по предлагаемому способу коль ца проходят термообработку, шлифование и доводочные операции.Пример осуществления способа изготовления заготовок колец подшипников качения типа 309, 25Заготовка внутреннего кольца в виде отрез. ка...
Способ чистовой обработки деталей типа колец подшипников качения

Номер патента: 540723
Опубликовано: 30.12.1976
Авторы: Борисов, Босинзон, Кузнецов, Таратынов
МПК: B24B 1/00
Метки: качения, колец, подшипников, типа, чистовой
...качательного движения вокруг оси профиля желоба приводит к искажению его формы по мере износа абразивного инструмента, Кроме этого, малые площади контакта не позволяют обеспечить высокой производительности обработки,Целью изобретения является повышение качества и точности формы обрабатываемых деталей, а также производительности обработки.Для этого колебательное движение инструменту сообщают вокруг оси обрабатываемой детали в плоскости, перпендикулярной к этой оси, причем обработку производят и-количеством брусковНа фиг. 1 приведена схема поясняющая чи стовую обработку желоба кольца подшипника; на фиг. 2 - разрез по А - А на фиг. 1. Брускам 1, прижатым к вращающейся детали 2 усилием Р, сообщают колебательное 10 движение вокруг...
Станок для обработки дорожек качения колец подшипников

Номер патента: 1773244
Опубликовано: 30.10.1992
Авторы: Василевский, Любарский, Санков
МПК: B24B 19/06
Метки: дорожек, качения, колец, подшипников, станок
...качения одновременно двух ный инструмент 8 с йомощью установочныхкрупногабаритных колец разйого диаметра перемещений доводится до контакта содля одного типа проволочного подшипника 15 шлифуемыми дорожками проволочных конизкое . .:. :, . лец 10. Затем включается привод 6 и шлиЦель изобретения - повышение качест- . фовальный инструмент 8 катится пова обработки дорожек проволочных колец обрабатываемой поверхности, Далее прикрупногабаритных подшипников., вод 6 останавливает платформу 5. ПлатфорНа фиг 1 показан станок для шлифова ма снимается с пданшайбы 1;ния дорожек качения колец подшипников, Обработанные кольца снимаются и устанав-вид сверху; на фиг.2 - разрез А-А на фиг.1; ливаются следующие необработанные коль-.на фиг.З - то же,...
Прибор для контроля конусности дорожки качения колец подшипника

Номер патента: 1640524
Опубликовано: 07.04.1991
Авторы: Аничков, Родников, Фирсов, Шикарев
МПК: G01B 5/24
Метки: дорожки, качения, колец, конусности, подшипника, прибор
...направлении и на разной высоте. Измерители 31 и 32 определяют положение кронштейнов 12 и 16 относительно корпуса, 4 ил. высоте дорожки качения относительно щупов 24 и 26 держателей 20 и 22, Держатель 19 со,.динен с держателем 21 измерителем 29, а держатель 20 с держателем 22 - измерителем 30. На корпусе 1 смонтированы измерители 31 и 32 положения соответственно кронштейнов 12 и 16 относительно корпуса,Прибор работает следующим образом.Сначала производят настройку прибора. Для этого, раздвинув кулачком 8 путем поворота валика 9 каретки 4 и 5, устанавливают на базовую плоскость 2 образцовую меру (кольца 28), поджимая ее к базирующему упору 3, После этого поворачивают валик 9 с кулачком 8 на 90. При этом каретки 4 и 5 сближаются, а...
Способ определения перекосов колец подшипника качения
Номер патента: 767601
Опубликовано: 30.09.1980
Автор: Никитин
МПК: G01M 13/04
Метки: качения, колец, перекосов, подшипника
...точек, расположенных нанаружном.кольце, сепараторе -и-внутренем кольце, равно 8, т. е, количество оборотов внутреннего кольца,необходимых для того, чтобы в процессе вращения подшипника каждый раз- совмещались одноименные точки накольцах и сепараторе, равно: 8 х 2,9 к23 оборотаСпособ для конкретного двигателяосуществляется следующим образом.0 15 20 50 60 В качестве источника питания для испытуемого двигателя применен понижающий трансформатор 220/10 В с плавной регулировкой выходного напряжения потенциометрами одновременно по Фазам от 0 до 10 В, которое обеспечивает ток в Фазе от 0 до 0,5 А и вращение ротора с постоянными оборотами в пределах 10 - 15 об/мин.В качестве измерителя Момента сопротивления в подшипниковых узлах...
Предыдущий патент: Гвоздильный автомат
Следующий патент: Устройство для упрочняющей обработки конических зубчатых колес с круговым зубом
Случайный патент: Устройство для исследования характеристик вероятностных графов