Устройство для изготовления винтообразных колец из проволоки прямоугольного сечения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
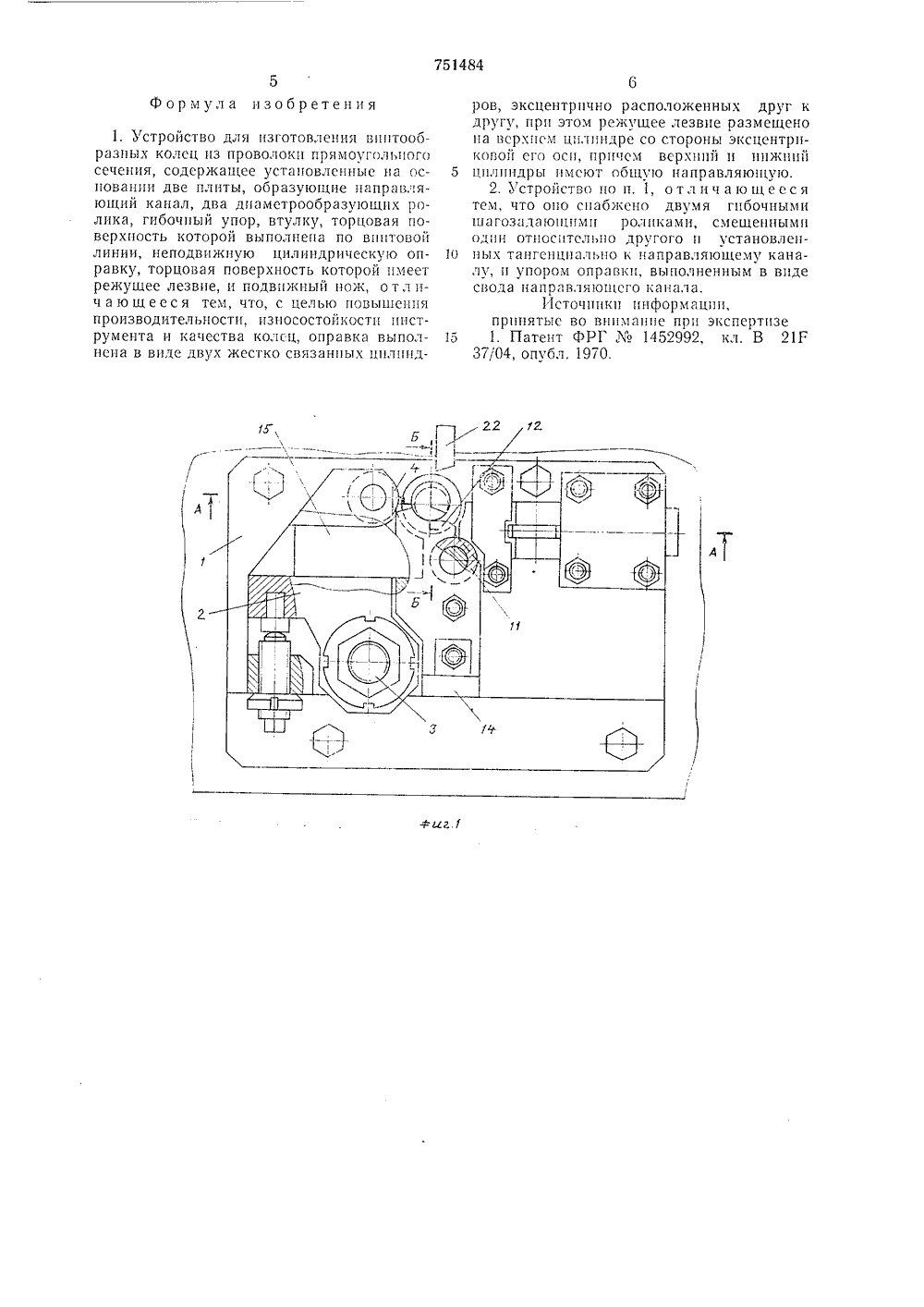
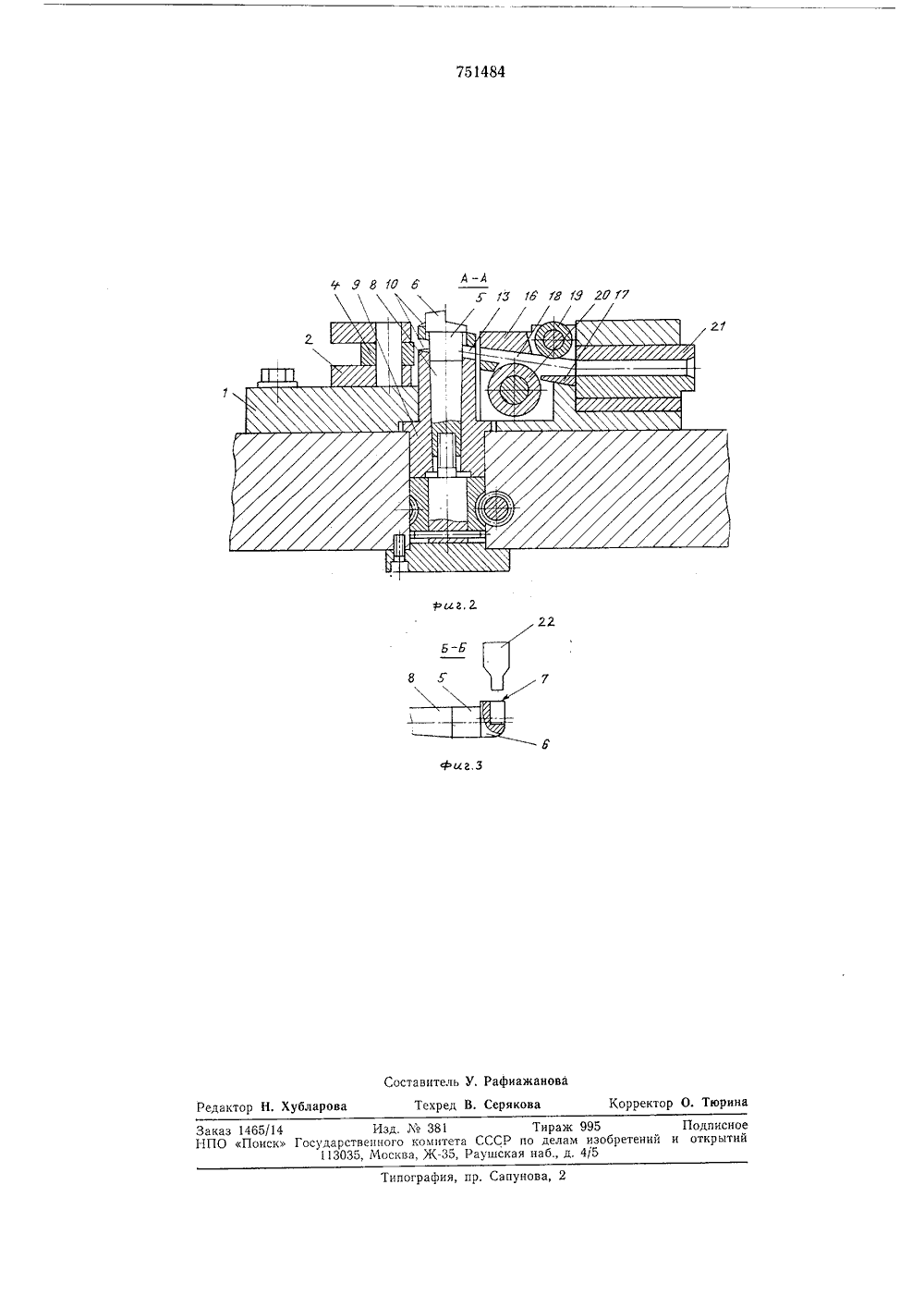
О П И С А Н И Е п 1175)484ИЗОБРЕТЕНИЯ союз Советских Социалистических Республик(45) Дата опубликования описания 30,07.80 по делам изобретен и открытий) Заявител мельницкии заво и(54) УСТРОЙСТВ КОЛЕЦ ИЗ ПР ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТООБРАЗНЪХОЛОКИ ПРЯМОУГОЛЪНОГО СЕЧЕНИЯ Изобретение относится к технике изготовления винтообразных колец и может быть использовано при производстве пружинных шайб.Известно устройство для изготовления 5 винтообразных колец из проволоки, в котором предусмотрены направляющая для перемещения проволоки, представляющая собой канал, образованный двумя плитами, цилиндрическая оправка, которая жестко 10 закреплена и расположена тангенциально к перемещаемой проволоке. Диаметр оправки соответствует внутреннему диаметру изготавливаемого кольца, а торец служит в качестве ножа. Имеется охваты вающая оправку резьбовая втулка, торец которой находится на поверхности перемещаемой проволоки и выполнен в виде винтовой линии. Предусмотрен нож, приводимый в действие снаружи в радиальном 20 направлении, расположенный перпендикулярно к перемещаемой проволоке и движущийся относительно витка в осевом направлении вверх, а также частично охватывающие с зазором оправку гибочные ин струменты. Гибочные инструменты состоят из цилиндрического гибочного ролика, ось которого параллельна оправке и гибочной направляющей, проходящей между выходом направляющего канала и гибочным роликом, Точка контакта гибочного ролика с проволокой смещена на 90 в направлении подачи проволоки. Диаметр гибочной направляющей соответствует наружному диаметру изготовляемого кольца. Проволока проталкивается через направляющий канал и с помощью гибочной направляющей и гибочного ролика завивается в спираль вокруг оправки. Шаг спирали задается винтовой втулкой. С помощью двух ножей - неподвижного и подвижного - от спирали отрезаются кольца .1.Недостатком данного устройства является то, что во время навивки колец вследствие остаточной деформации между оправкой и спиралью с противоположной стороны от гибочного ролика возникает зазор, в результате чего во время реза происходит подгибка концов спирали на величину зазора, что влияет на концентричность кольца. Кроме того, шаг спирали получается непосредственно на шаговой втулке в зоне навивки, При большом разводе витков, что необходимо при изготовлении двух- и трехвитковых винтообразных колец, проволока прямоугольного сечения будет терять устойчивость и разворачиваться на ребро. В результате для удержания проволоки висходном положении необходимо будет прикладывать дополнительные силы, соответственно этому требуется большая затрата усилия на подачу проволоки,Вследствие того, что режущая часть оправки расположена консольцо, оправка изгибается во время реза, что влияет на ее долговечность,Целью изобретения является повышение производительности, износостой кости инструмента и качества колец.С этой целью в предлагаемом устройстве для изготовления винтообразных колец из проволоки прямоугольного сечения оправка выполнена в виде двух жестко связанных цилиндров, эксцентрично располокенцых друг к другу, при этом режущее лезвие размещено на верхнем цилиндре со стороны эксцентриковой его оси, причем верхний и нижний цилиндры имеют общую направляющую.Кроме того, оно снабжено двумя гибоч,ными шагозадающими роликами, смещен.ными один относительно другого и установленными тангенццально к направляющему каналу, и упором оправки, выполненным в виде свода направляющего канала.Такое конструктивное решение позволяет производить рубку пружинных колец без подгибки концов и изгиба оправки, а разворот проволоки на шаг перед навцвкой позволяет избежать дополнительных усилий, которые возникают при навивке кольца с большим разводом витков. Все это в целом способствует повышению производительности, уменьшает износ ццструмс, а, повышает качество колец. На фиг, 1 изображено предложенное устройство для изготовления винтообразных колец, общий вид; на фиг. 2 - разрез А - А на фиг. 1; на фиг. 3 - разрез Б - Б на фиг. 1.Устройство состоит из несущей плиты 1, на которой смонтированы маятниковая подвеска 2, закрепленная с возможностью проворота вокруг оси 3, в подвеске смонтирован диаметрообразующий ролик 4, оправку, выполненную в виде двух цилиндров нижнего 5 и верхнего 6, эксцентрично расположенных по отношению друг к другу. Режущее лезвие 7 оправки выполнено на цилиндре 6, образующая которого с противоположной режущей кромке стороны совпадает с образующей оправки, а со стороны режущей кромки 7 выступает над оправкой. На другом конце оправки выполнен конический хвостовик 8. С его помощью оправка крепится во втулке 9, торец которой представляет собой винтовую линию 10 с шагом, равным шагу спирали. Устройство имеет также: диаметрообразующий ролик 11; плиту 12, торец которой с одной стороны подпирает оправку и одновремен 5 10 15 20 25 30 35 40 45 50 55 60 65 но является верхним сводом винтового капала 13, а с другой стороны упирается в жесткий упор 14 оправки; гибочцый упор 15; дополнительное гцбочцос шагозадаюшее устройство, состоящее цз плит 16 ц 17, образующих направляющий канал 18 прямоугольного сечения, располокеццый под углом к осц оправкц; в плитах тацгецциальцо к направляющему каналу 18 закреплены два гцбочцых ролика 19 и 20, отстоящие друг от друга ца величину плеча гцба; втулку 21; подвикный нож 22. Устройство работаст следующим образом.Проволока прямоугольного сечения подается во втулку 21, направляющую и ориентирующую проволоку на гцбочные ролики 19, 20, которые в свою очередь загибают проволоку предварительно ца шаг. Далее проволока заходит в направляющий канал 18 и под углом попадает в винтовой канал 13. В винтовом канале 13 проволока подгибается при помощи гибочцого упора 15, отрывается от него, и дальнейшая навцвка вокруг оправки происходит с помощью двух диаметрообразующцх роликов 11 и 4. Окончательный шаг спирали формируется в винтовом канале 13, который образован винтовым торцом втулки 9, плитой 12 и оправкой. Внутренний диаметр спирали вследствие остаточных деформаций проволоки всегда несколько больше, чем царукный диаметр оправки, поэтому спираль под прижимным роликом непосредственно касается оправки, а на остальных участках цмсет зазор, Вследствие того"о дополнительный цилиндр 6 своим эксцецтрцсцтстом направлен в сторону максимального зазора между оправкой и спиралью, т. е, оц выбирает этот зазор, витки спирали, сходя с оправки, касаются его и подходят к режущей кромке 7 дополнительного цилиндра 6 без зазора. С помощью приводимого снаружи ножа 22, режущей кромки 7, которая является неподвижным ножом, от спирали отрезается виток, причем подгибка витка прц резе не происходит.Во время реза оправка упирается в плиту 12, в результате чего усилие реза замыкается на упоре 14 ц оправка це испытывает изгиба. Благодаря тому, что отрезка спирали происходит без подгибки концов, улучшается качество изготавливаемых колец. Наличие дополнительного гибочного устройства позволяет производить предварительную гибку ца шаг, что уменьшает усилие при подаче проволоки на навивку на 15 - 18% . Наличие упора оправки при резе увеличивает стойкость оправки в 8 - 10 раз. Все это в целом позволяет увеличить производительность изготовления колец ца 25 - 30%.751484 А Формула изобретения 1. Устройство для изготовления виитообразных колец из проволоки прямоугольного сечения, содержащее устаиовлсииые иа осиоваиии две плиты, образующие направляющий канал, два диамстрообразующих ролика, гибочиый упор, втулку, торцовая поверхность которой выполнена по винтовой линии, неподвижную цилиндрическую оправку, торцовая поверхность которой имеет режущее лезвие, и подвижный иож, о тл ич а ю щ е е с я тем, что, с целью повышения производительности, изиосостойкости инструмента и качества колец, оправка выполнена в виде двух жестко связанных цилиидров, эксцентрично расположенных друг кдругу, при этом режугцее лезвие размещеноиа верхнем цилиндре со стороны эксцентрикогой его оси, причем всрхиий и нижний5 цилиндры имеют общую направляющую.2. Устройство по и. 1, отл ич а ю щеес ятем, что оио снабжено двумя гибочнымишагозадающими роликами, смещеииымиодин относительно другого и установлеи 1 о ных тангенциально к направляющему каналу, и упором оправки, выполненным в видесвода иаправляющсго капала.Источники информации,прииятыс во вшгмание при экспертизе15 1. Патент ФРГ1452992, кл. В 21 Г37/04, опубл. 1970,Корректор О. Тюрина Редактор Н, Хубларова Типография, пр. Сапунова, 2 Заказ 1465/14 Изд. М 381 Тираж 995 ПодписноеНПО Поиск Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж, Раушская наб., д, 4(5
СмотретьЗаявка
2598541, 04.04.1978
ХМЕЛЬНИЦКИЙ ЗАВОД КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ ИМ. В. В. КУЙБЫШЕВА
КУЛИКОВ ИВАН ГРИГОРЬЕВИЧ, МАХТЮК ЛЕОНИД ЛЕЙБОВИЧ, ФРИК РОЛЬФ ВИЛИЧ, ГЕЛЬФАНД СЕМЕН ИСААКОВИЧ, МИРОШНИКОВ ВЛАДИМИР ЯКОВЛЕВИЧ, ВАЙНТРУБ ГЕОРГИЙ ИОСИФОВИЧ, ДЖУМЕНКО АНАТОЛИЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B21F 37/04
Метки: винтообразных, колец, проволоки, прямоугольного, сечения
Опубликовано: 30.07.1980
Код ссылки
<a href="https://patents.su/4-751484-ustrojjstvo-dlya-izgotovleniya-vintoobraznykh-kolec-iz-provoloki-pryamougolnogo-secheniya.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для изготовления винтообразных колец из проволоки прямоугольного сечения</a>
Способ фиксации на оправке резиновых колец при удалении облоя и оправка для осуществления этого способа (ее варианты)

Номер патента: 1140987
Опубликовано: 23.02.1985
Авторы: B29K 19:00, Волчанский, Кобенков
МПК: B29C 37/00, B29C 37/02
Метки: варианты, ее, колец, облоя, оправка, оправке, резиновых, способа, удалении, фиксации, этого
...на оправку плотно, используют оправку, состоящую из отдельных элементов при этом кольца надевают на один из элементов, а затем в зазор между внутренней поверхностью колец и элементом оправки вставляют по меньшей мере еще один элемент.В оправке для фиксации колец при удалении облоя, содержащей корпус, последний выполнен по меньшей мере в виде двух спиц.Во втором варианте оправки для фиксации колец при удалении облоя корпус выполнен в виде многогранного стержня и спиц, имеющих лыски для контакта с гранями стержня.В третьем варианте оправки для фиксации колец при удалении облоя корпус выполнен в виде цилиндрического стержня с продольными выемками по наружной поверхности и сопрягаемых с ними спиц.40987 55 5 1 О 15 20 25 30 35 40 45 50...
Приспособление для закрепления конца проволоки, навиваемой на оправку

Номер патента: 217352
Опубликовано: 01.01.1968
Авторы: Велосипедный, Пирожник, Солодкий, Терешко
МПК: B21F 3/04, B65H 54/02
Метки: закрепления, конца, навиваемой, оправку, проволоки
...с цельюсокращения времени закрепления, внутренняя поверхность головки имеет коническое углубление, сужающееся в направлении подаваемой для закрепления проволоки, причем в 20 торце углубления выполнен конический выступ, иапраьленньй в противоположную сторону, а иа кольцевой поверхности торца углубления имеются отвсрсгия, расположенные на возможно близком расстоянии друг от друга,Известны приспособления для закрепления конца проволоки, навиваемой на оправку, содержащие головку с этверспем.В предложенном приспособлении, в отличие от известных, головка имеет внутреннее коническое углубление, сужающееся к ее основанию. В торце углубления выполнен конический выступ, направленный в сторону, противоположную основан ю головки, навстречу...
Устройство для бесконечной навивки спирали на вращающуюся оправку

Номер патента: 218802
Опубликовано: 01.01.1968
Авторы: Казачков, Корнеев, Моренков, Шишков
МПК: B21F 3/04, B21F 35/00, B65H 54/02
Метки: бесконечной, вращающуюся, навивки, оправку, спирали
...7 и 8, установленных на одном валу, приводимом во вращение от электродвигателя через редуктор 9. При таком соединении барабан и вал вращаются в одном направлении с одинаковым числом оборотов в 1 дшн.Рычаг 10 установлен на барабане в подшипниках 11, в которых шарнирно укреплены ролики 12, перемещающиеся под действием пружин в стаканах 13 к центру барабана через прорези 14 на его стенках. На валу посредством резьбового конца 15 укреплена оправка 16. Часть оправки конической формы, а другая часть - цилиндрическая с продольными мелкими шлицами, куда навивается спираль. Вдоль всей оправки имеется паз 17, в который загибается конец заготовки после переналадки устройства.Так как подача заготовки всегда производится в одном положении оправки,...
Приспособление для закрепления конца проволоки, навиваемой на оправку

Номер патента: 445501
Опубликовано: 05.10.1974
МПК: B21F 3/04
Метки: закрепления, конца, навиваемой, оправку, проволоки
...этого корпус выполнен с шейкой, расположенной эксцентрично относительно оси 15 оправки, и снабжен установленной концентрично с шейкой подпружиненной втулкой с торцовым выступом и двумя диаметрально расположенными пазами.На фиг. 1 изображено предлагаемое при способление; на фиг. 2 - при пособление в момент подачи проволоки.Приспособление состоит из корпуса 1 с шейкой 2 и оправкой 3; втулки 4 с выступом 5, выточкой 6, прорезью 7 и двумя пазами 8, 25 через которые проходит штифт 9, и пружины кручения 10.Приспособление работает следующим обраом.Проволока подается в прорезь 7 втулки 4, ЗО В начале вращения корпуса 1 втулка 4 удерживается проволокои на месте. При дальнеишем вращении корпу"а с оправкой проволока зажимается между оправкой 3 и...
Устройство для изготовления колец из проволоки

Номер патента: 589058
Опубликовано: 25.01.1978
МПК: B21F 37/00
...с упором, а на другом плече установлен нож.На фиг, 1 изображено описываемое устройОство, общии вид; на фиг. 2 - то же, вид в плане.Устройство имеет станину 1, на одном конце которой в подшипниках 2 установлен шпиндель 3 с резьбовым гнездом 4, в котором закреплена оправка 5, содержащая кольцевой уступ 6. В станине концентрично оправке 5 винтом 7 закреплена втулка 8. Прижимной ролик 9 разменутренней стороны содержит щую из двух частей с разными етрами, и жестко соединен со . втулки 32 с большим внутренращена в сторону выхода из- втулка 14 жестко соединенас шкивом 34. Шкивы 33 и 34 приводятся во вращение ремнями 35 и 36 и имеют соосное отвер- стие 37. Вдоль оправки выполнен паз 38Устройство работает следующим образом, Проволока в...
Предыдущий патент: Автомат для изготовления пружинных шайб
Следующий патент: Устройство для формования изделий “мюзле
Случайный патент: Каркас здания, сооружения, возводимого на локально проседающих основаниях