Способ изготовления асимметричных изделий с удлиненной осью
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 742021
Авторы: Кононов, Подрабинник, Радюченко, Сенькин


Текст
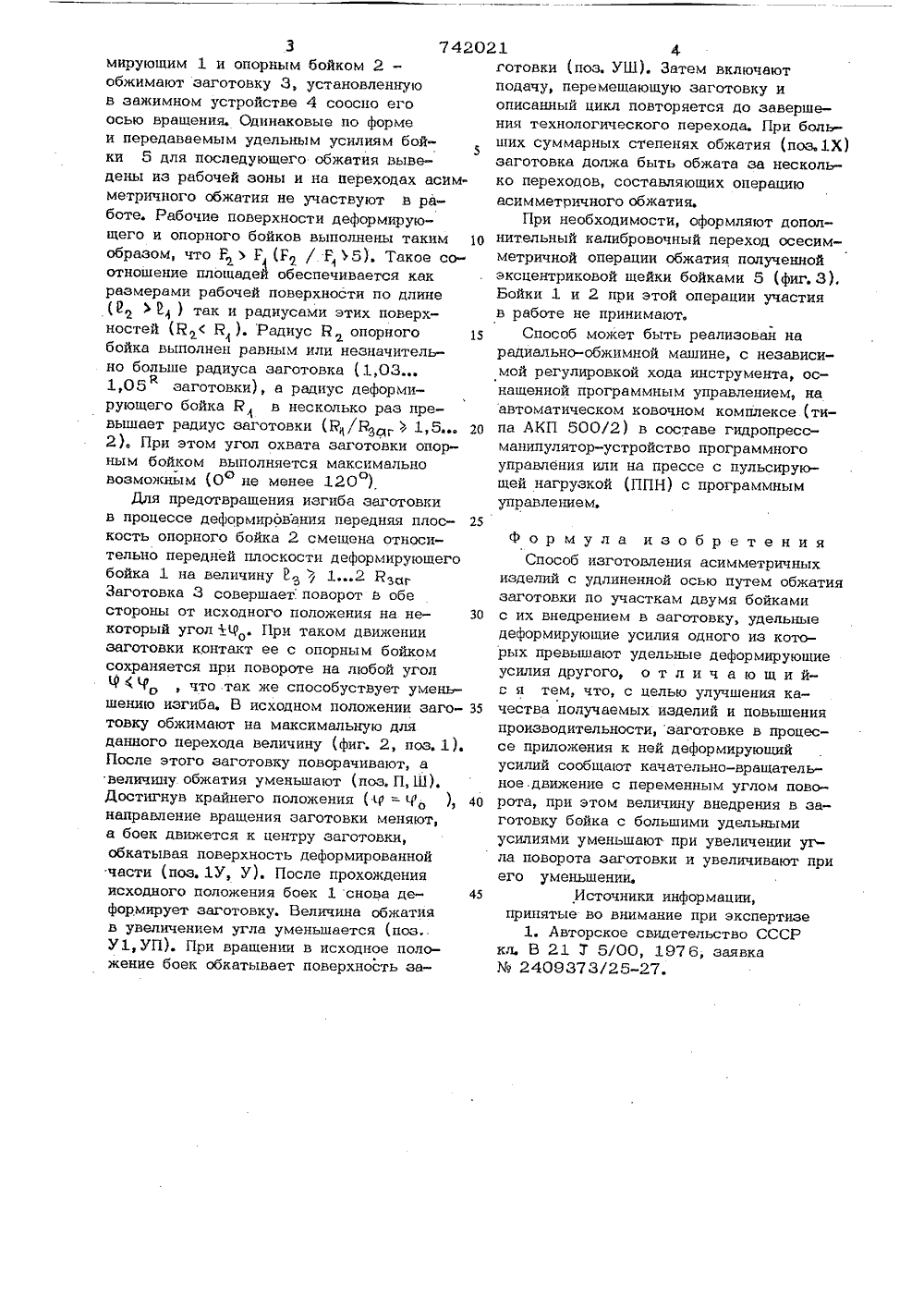
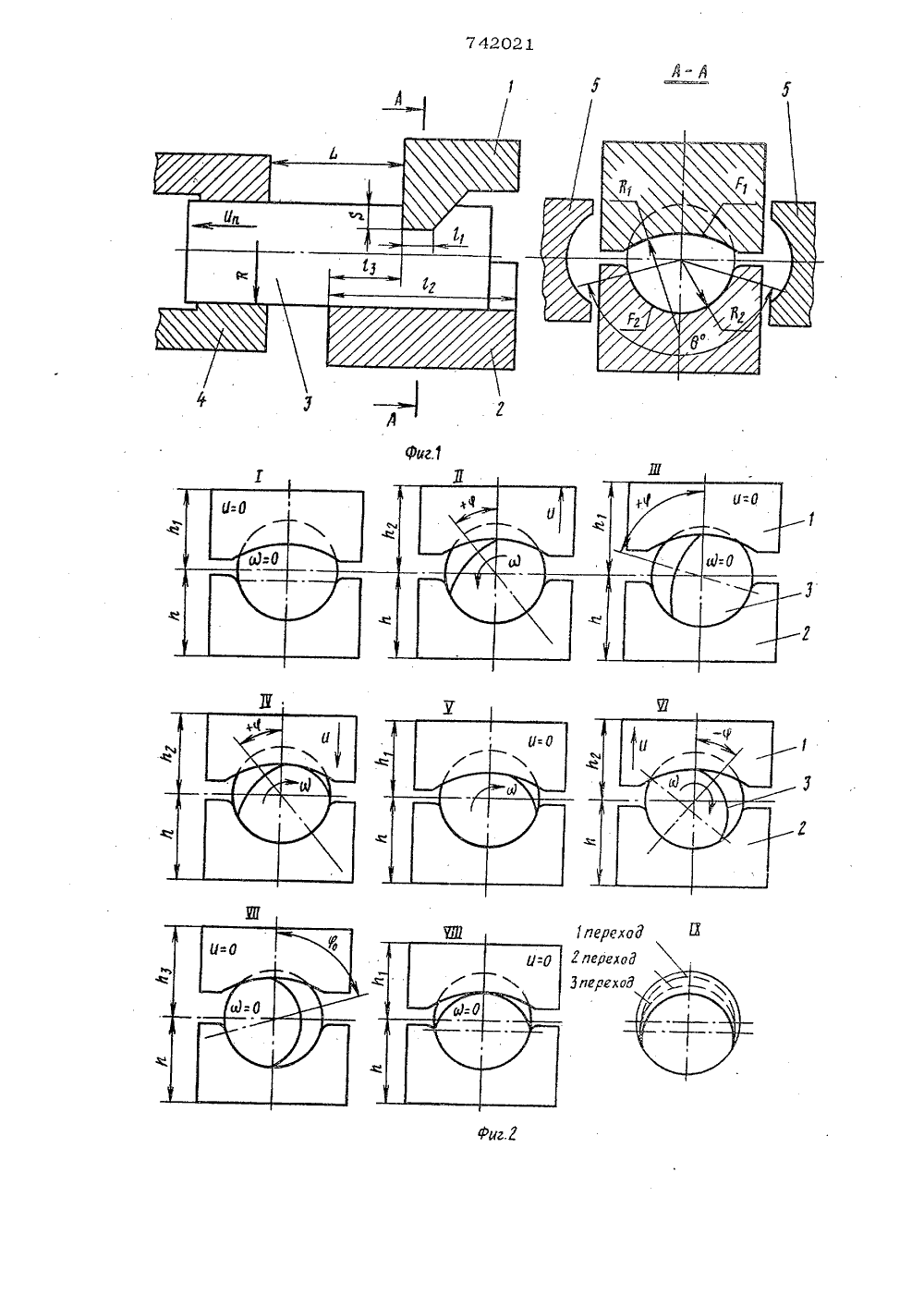
ОП ИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик 1742021(23) Приоритет Опубликовано 25.06.80. Бюллетень23 ао делам нзебретений н открытийДата опубликования описания 27.06.80(54) СПОСОБ ИЗГОТОВЛЕНИЯ АСИММЕТРИЧНЫХ ИЗДЕЛИЙ С УДЛИНЕННОЙ ОСЬЮ1Предлагаемый способ относится к обработке металлов давлением и может най- ти применение в различных отраслях машиностроения, в частности при изготовлении эксцентриковых валов,Известен способ изготовления асимметричных изделий с удлиненной осью путем обжатия заготовки по участкам двумя бойками с их внедрением в заготовку, удельные деформирующие усилия одного из которых превышают удельтО ные деформирующие усилия другого 111.Недостатками известного способа являются йевысокое качество изделий и низкая производительность процесса при15 изготовлении изделий с эксцентриситетом более 5-10% от диаметра заготовки.Целью предложенного изобретения является устранение указанных недостатков, а именно: изыскание способа изготовления асимметричных изделий с удлиненной осью типа эксцентриковых валов с большими величинами эксцентриситетов, позволяющего улучшить качество иэ 2делий и повысить производительность процесса.Указанная цель достигается тем, что заготовке в процессе приложения в ней деформирующих усилий сообщают кача- тельно-вращательное движения с переменным углом поворота, при этом величину внедрения в заготовку бойка с большими удельными усилиями уменьшают при увеличении угла поворота заготовки и увеличивают при его уменьшении.Сущность изобретения поясняется чертежами. На фиг. 1 изображена схема первого перехода процесса.На фиг. 2 дана последовательность перемещений инструмента и заготовки за один период качательного движения заготовки.На фиг. 3 изображен калибровочный переход.осесимметричной операции обжатия полученной эксцентричной шейки.На первом переходе процесса - операции асимметричного обжатия бойком с большими удельными усилиями - дефор.3мирующим 1 и опорным бойком 2 -обжимают заготовку 3, установленнуюв зажимном устройстве 4 соосно егоосью вращения. Одинаковые по формеи передаваемым удельным усилиям бой 5ки 5 для последующего обжатия выведены из рабочей зоны и на переходах асимметричного обжатия не участвуют в работе. Рабочие поверхности деформирующего и опорного бойков выполнены таким 10образом, что Р ) Г (Е 2 / Г 15), Такое соотношение площадей обеспечивается какразмерами рабочей поверхности по длине(0214 ) так и радиусами этих поверхностей (Я ( Я). Радиус й опорного 15бойка выполней равным или незначительно больше радиуса заготовка (1,031,05 заготовки), а радиус деформийрующего бойка В 4 в несколько раз превышает радиус заготовки (Б/Б 3 ц,1,5 202). При этом угол охвата заготовки опорным бойком выполняется максимальновозможным (О не менее 120 )Для предотвращения изгиба заготовкив процессе деформирования передняя плоскость опорного бойка 2 смещена относительно передней плоскости деформирующегобойка 1 на величину 13 ) 12 й 3 сц.Заготовка 3 совершает поворот в обестороны от исходного положения на некоторый уголМ . При таком движениизаготовки контакт ее с опорным бойкомсохраняется при повороте на любой угол4Мо , что так же способуствует уменьшению изгиба. В исходном положении заготовку обжимают на максимальную дляданного перехода величину (фиг. 2, поз, 1 )После этого заготовку поворачивают, авеличину. обжатия уменьшают (поз, П, Ш).Достигнув крайнего положения (ч = ч ), 40направление вращения заготовки меняют,а боек движется к центру заготовки,обкатывая поверхность деформированнойчасти (поз. 1 У, У). После прохожденияисходного положения боек 1 снова деформирует заготовку. Величина обжатияв увеличением угла уменьшается (поз.У 1,УП). При вращении в исходное положение боек обкатывает поверхность за 1 фготовки (поз. УШ). Затем включаютподачу, перемещающую заготовку иописанный цикл повторяется до завершения технологического перехода. При больших суммарных степенях обжатия (поз.1 Х)заготовка должа быть обжата за несколько переходов, составляющих операциюасимметричного обжатия.При необходимости, оформляют дополнительный калибровочный переход осесимметричной операции обжатия полученнойэксцентриковой шейки бойками 5 (фиг.3).Бойки 1 и 2 при этой операции участияв работе не принимают,Способ может быть реализован нарадиально-обжимной машине, с независимой регулировкой хода инструмента, оснащенной программным управлением, наавтоматическом ковочном комплексе (типа АКП 500/2) в составе гидропрессманипулятор-устройство программногоуправления или на прессе с пульсирующей нагрузкой (ППН) с программнымуправлением,формула изобретенияСпособ изготовления асимметричных изделий с удлиненной осью путем обжатия заготовки по участкам двумя бойками с их внедрением в заготовку, удельные деформирующие усилия одного из которых превышают удельные деформирующие усилия другого, о т л и ч а ю щ и йа я тем, что, с целью улучшения качества подучаемых изделий и повышения производительности,заготовке в процессе приложения к ней деформируюший усилий сообщают качательно-вращательное движение с переменным углом поворота, при этом величину внедрения в заготовку бойка с большими удельными усилиями уменьшают при увеличении угла поворота заготовки и увеличивают при его уменьшении.Источники информации, принятые во внимание при экспертизе1. Авторское свидетельство СССР кл. В 21 У 5/00, 1976, заявка % 2408373/25-27./О Тираж 986 1 ИИПИ Государственного ко по делам изобретений и 13035, Москва, Ж, Ра
СмотретьЗаявка
2595158, 28.03.1978
ЭКСПЕРИМЕНТАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ КУЗНЕЧНО-ПРЕССОВОГО МАШИНОСТРОЕНИЯ
КОНОНОВ КОНСТАНТИН ГЕОРГИЕВИЧ, ПОДРАБИННИК ЛЕОНИД ИЗРАИЛЕВИЧ, РАДЮЧЕНКО ЮРИЙ СЕРГЕЕВИЧ, СЕНЬКИН ИВАН ТИХОНОВИЧ
МПК / Метки
МПК: B21J 5/00
Метки: асимметричных, осью, удлиненной
Опубликовано: 25.06.1980
Код ссылки
<a href="https://patents.su/4-742021-sposob-izgotovleniya-asimmetrichnykh-izdelijj-s-udlinennojj-osyu.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления асимметричных изделий с удлиненной осью</a>
Имитатор для воспроизведения больших величин электрического сопротивления

Номер патента: 1078354
Опубликовано: 07.03.1984
Автор: Гербер
МПК: G01R 27/00
Метки: больших, величин, воспроизведения, имитатор, сопротивления, электрического
...изоляционных токов утечки и емкостного микрофонного эффекта вывод меньшего по величине сопротивления луча звезды соединен с электростатическим жестким экраном, а два дру гих луча выведены через изоляторысквозь экран 2 .Недостатком известного устройства является то, что наличие экрана .увеличивает величину паразитной ем-, кости и как следствие увеличивается фазовый угол воспроизводимого имитатором сопротивления.Цель изобретения -. увеличение частотного диапазона применения.Цель достигается тем, что в ими-. татор для воспроизведения больших ;величин электрического сопротивления, содержащий помещенную в экран систему резистивных элементов, соединенных в звезду, введен дополнительный экран, соединенный с выходом регулируемого делителя...
Способ ковки заготовки

Номер патента: 496082
Опубликовано: 25.12.1975
Авторы: Бурко, Охрименко, Тюрин
МПК: B21J 5/00
...опреддеформации которыеновым направлениям в сдвиги поО 1 также бо 1 мацию. е развитую межзернис б р и и я Изобретение относится к обл ботки металлов давлением и мож использовано при свободной ковк Предлагаемый способ ковки отличается от известного тем, чтс, с целью повышения проработки структуры металла заготовки, 1 протяжку осушествляют в бойках, оси вы 1 реза которых образуют с направлением движения бойков острый угол, равный полови 1 не угла выреза.Для пояснения способа на фиг, 1 изображена заготовка в бойках до обжатия; на фяг. 2 -заготовка в бойкал после обжатия.Заготовка протягивается в вырезных бойках, оси СС выреза которых образуот с 1 направлением движения бойков 00 острыйФугол С 1, В процессе единичного обжатия заготозки...
Способ получения чистовых отверстий в толстолистовых заготовках и устройство для его осуществления

Номер патента: 897338
Опубликовано: 15.01.1982
Авторы: Вякин, Глущенков, Голиусов, Желтов, Звягинцев, Иголкин, Козий
МПК: B21D 28/16
Метки: заготовках, отверстий, толстолистовых, чистовых
...ее на матрице 3, к плоскости заготовки прикладывают усилие прижима Рр, в материал заготовки внедряют инструмент 4 для снятия припуска путем зачистки и одновременно ко всей поверхности предварительно полученного отверстия 2 прилагают радиальные усилия, направленные от оси отверстия.Устройство для осуществления предлагаемого способа получения чистовых отверстий путем снятия припуска в предварительно полученном отверстии содержит помещенный в отверстии матрицы 3 контрпуансон 5, снабженный пружиной 6, инструмент (пуансон) для снятия припуска путем зачистки, выполненный в виде податливой втулки, подвижно установленной в прижимной плите 7, упор 8, ограничивающий верхнее положение пуансона, упругий элемент 9, в частности выполненный из...
Полуавтомат для проведения операций обтяжки и клеевой затяжки заготовки, формования заготовки на колодке, центрирования деталей низа и клеевого крепления подошв

Номер патента: 137789
Опубликовано: 01.01.1961
Авторы: Каллер, Мороз, Осипенков, Репетин, Тарасенко, Чередниченко
МПК: A43D 25/047, A43D 25/06, A43D 25/18
Метки: заготовки, затяжки, клеевого, клеевой, колодке, крепления, низа, обтяжки, операций, подошв, полуавтомат, проведения, формования, центрирования
...пневмоц;1 линдрами 12, 13, 14 и 15,Заготовка, затяжная кромка которой с двух сторон промазана клеем,надевается на сокращенную в объеме и выдвинутую вперед колодку 16 изажимается носочным прижимом 17 и боковыми прижимами 18. Пои повороте колодки 16 относительно оси 19 колодка раздвигается в продольном направлении. После вытяжки заготовка прижимается в геленочной.ти к колодке 16, на след которой накладывается стелька, цредвар)1- ьно цромазанная клеем. Вцутрснцяя часть 20 пуансона 9 перемсщаетВииз и п)иж 5 мает стелы(у к следу кОлОдки 16, ОДГОв)сменно Опскася 3;)т 51 жнье пластины 7 с )ычс 1 гами 21. Затем 011 ускастс 51 на 1)ужиая :ть 22 пуансона 9, скосы 23 которой вза 5 ыоде 1 ству 01 с рычагами 21 и ;таВЛЯЮт ИХ ПЕРЕМЕСтИтЬ В...
Способ ковки-протяжки

Номер патента: 1620195
Опубликовано: 15.01.1991
Авторы: Жигулев, Краснов, Кривошеев, Куролес, Пестов, Портняга, Светличный, Солошенко, Троицкий, Тюрин, Филимонов
МПК: B21J 1/04
Метки: ковки-протяжки
...бойка, обуславливается варьированием величины относительного единичного обжатия иэ ряда допустимых значений ее для конкретной марки стали.По окончании выбора оптимальных значений величин относительного единичного обжатия, относительной подачи и числа подач по длине заготовки, удовлетворяющих заданным условиям, определяются абсолютные значения величин единичного обжатия и подачи и значения диаметра заготовки по завершению цикла обжатия с кантовками. При проведении процесса ковки-протяжки поковок валов по предлагаемому способу деформирования, по окончанию одного цикла обжатий с кантовками заготовки по ее диаметру, заготовку перемещают в продольном направлении на величину абсолютной подачи и осуществляют новый цикл ковки обжатиями с...
Предыдущий патент: Способ ковки поковок
Следующий патент: Штамп совмещенного действия
Случайный патент: Устройство для программного управления