Способ изготовления слюдосодержащих лент
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
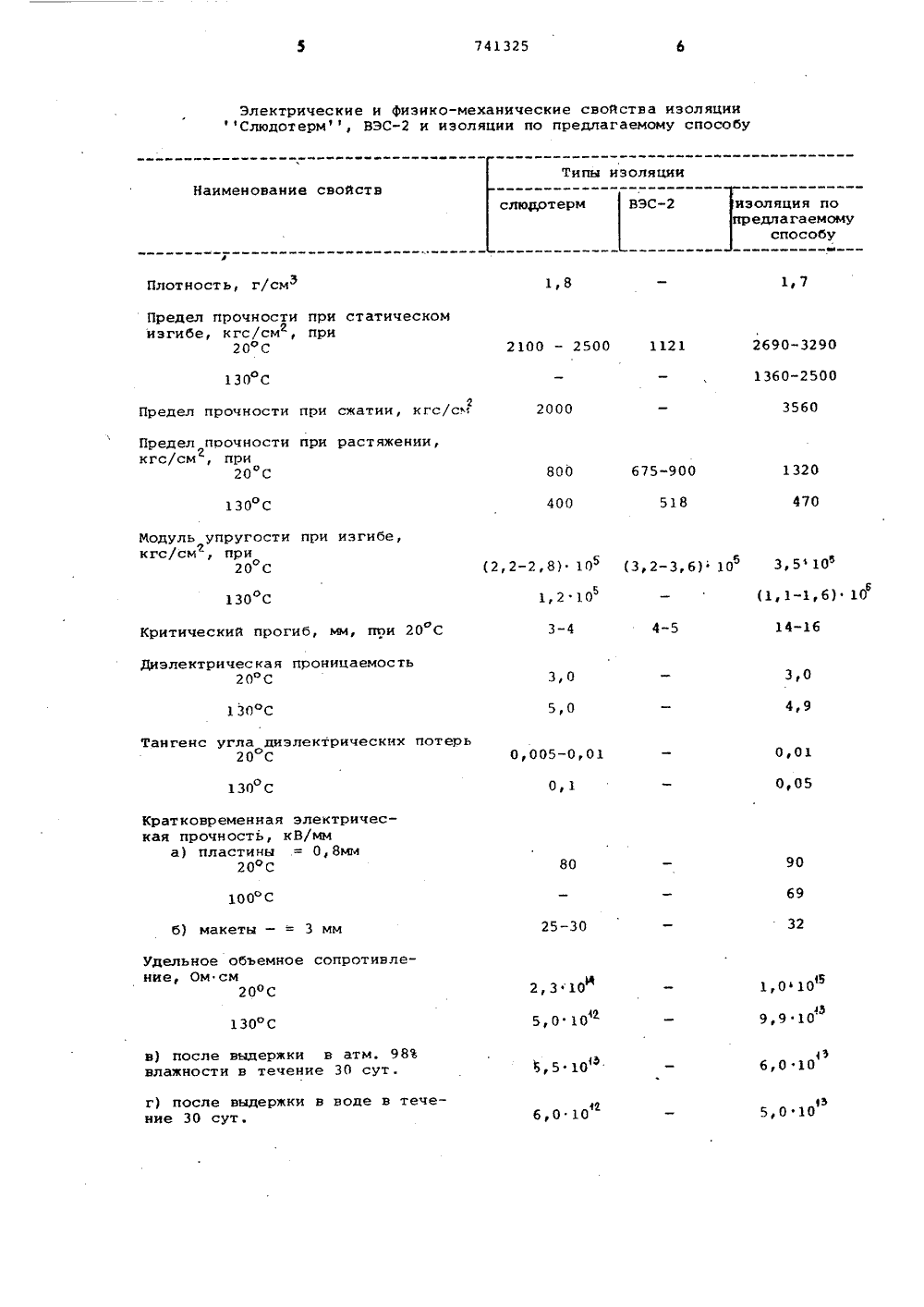
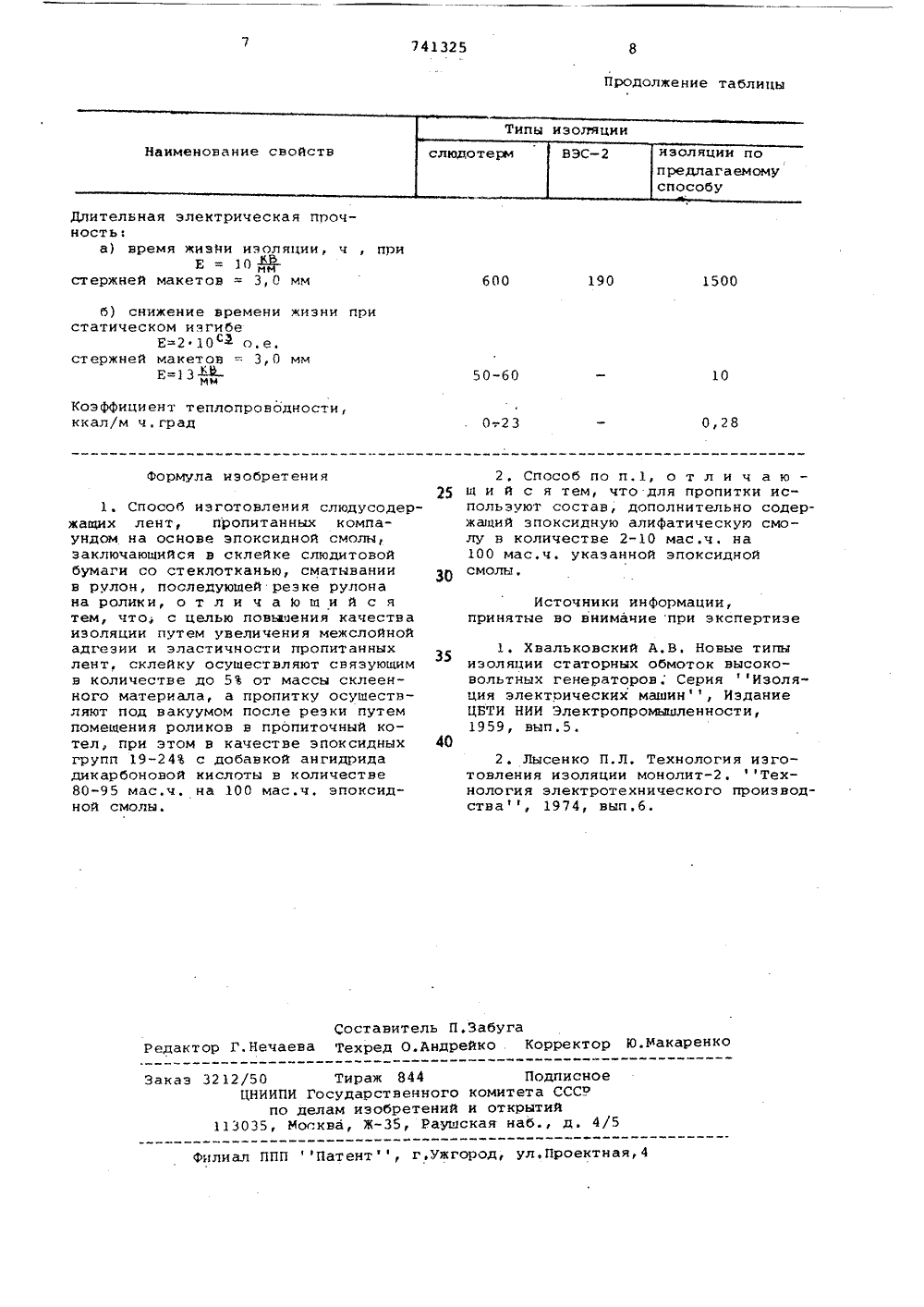
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ щ 741325(22) Заявлено 00377 (21) 2462821/24-07с присоединением заявки Но(51)М, К,2 Н 01 В 19/02 Государственный комитет СССР во делам изобретений и открытий(54) СПОСОБ ИЗГОТОВЛЕНИЯ СЛЮДУСОДЕРЖАЩИХ ЛЕНТ Предлагаемое изобретение относится к машиностроению, в частности кобмоткам статоров электрических машин, и касается способа изготовленияслюдусодержащих лент,Б настоящее время известно дваспособа изготовления высоковольтнойизоляции.По первому способу изоляцию выполняют из пропитанных слюдусодержащихлент, в которых все связующее вносится в процессе их изготовления, после чего их наматывают в рулоны и затем разрезают на ролики требуемойширины (1. При этом материал долженбыть нелипким, но и не пересушенным,в противном случае при резке рулоновна ролики получается бахрома из стеклонитей или происходит склеиваниеролика по торцу, что исключает возможность качественного наложения ленти снижает электрические свойстваизоляцииПо второму способу изоляцию (термоластик - США, микадур - Швейцария,монолит, ВЭС- СССР) изготовляютиз непропитанных лент, содержащихнебольшой процент технологическогосвязующего 2).30 Основное количество связующеговводят в изоляцию путем пропиткиобмотки (термоластик, микадур, монолит) или промазки (ВЭС) . Для пропитки или промазки применяют эпоксидные компаунды.Недостаток этого способа изготовления изоляции заключается в сложности обеспечения качественной пропиткн всей толщины, наложенной изоляции, а при введении компаунда путемпромазки - в трудности контроля еекачества наряду с большой трудоемкостью этой технологической операции,Цель изобретения - повышение качества изоляции путем увеличениямежслойной адгезии и эластичностипропитанных лент,Это достигается тем, что склейкуосуществляют технологическим связующим в количестве до 5 от склеенногоматериала, а пропитку осуществляютпод вакуумом после резки путем помещения роликов в пропиточный котел,при этом в качестве пропиточного компаунда используют смолу с содержанием эпоксидных групп 19-24 с добавкой ангидрида дикарбоновой кислоты вколичестве 80-95 мас, ч, на 100 мас,чэпоксидной смолы, кроме того, дляпропитки используют состав, дополнительно содержащий эпоксидную алифатическую смолу в количестве 210 мас.ч. на 100 мас.ч. указаннойэпоксинной смолы,Применение низконяэких компонентовобусланливает подвижность связующегопри температурах не ниже комнатнойи позволяет исключить предварительный разогрев его до вязкотекучегосостояния перед созданием давленияс целью опрессовки изоляции, т.е.наряду с повышением качества изоляции (электрической прочности) снижается трудоемкость процесса его изготовления.В качестве электроизоляционногобарьера используется слюда, слюдинитовая или слюдопластовая бумага толщиной 30-120 мкм.В качестве подложки для лент применяется с двух сторон стеклотканьили одна подложка из стеклоткани иодна подложка из ткани или бумагина основе синтетического, искусственного или других волокон,Предлагаемый способ изготовленияизоляции допускает как гидростатичеекую, так и механическую опрессовку, атакже термообработку (без опрессонки)в случае наложения на поверхностьизоляции обмоток термоусаживающейсяленты из синтетических волокон.Стеклоткань и слюдинитовую бума гу, склеенные по известному способутехнологическим связующим с содержанием до 5, наматывают н рулон, который нарезается на ролики шириной25 мм,В упакованном виде ролики изоляционного материала поступают на предприятие-изготовитель изоляции обмоток электрических машки.Перед применением ролики пропитывают в эпоксидном компаунде.Компаунд изготавливают следующимобразом: эпоксидную диановую смолуЭДс содержанием эпоксидных групп22 и временем,желатинизации с малеиновым ангидридом при 100 фС 8 ч загружают в смеситель н количестве100 кг. Загружают алифатическую смолу ДЭГн количестве 5 кг,Включают обогрев и нагревают смолудо 80-90 С.Включают мешалку и загружают90 кг изометилтетрагидроФталевогоангидрида.При 80-90 С смесь гомогенизируютв течение 10-15 мин. 5 0 15 20 25 ЗО 35 40 50 55 Приготовленный компаунд заливаютв смесительный котел, а н пропиточный котел на специальные сетки загружают ролики ленты в горизонтальном положении,Включают обогрев пропиточного,а затем смесительного котла и нагревают до 80-90 С.оВ пропиточном котле создают вакуум (остаточное давление 1-2 мм) исушат ленту в течение 1 чПерекачивают компаунд из смесительного котла в пропиточный, Пропитывают ленту в течение 3 ч.Пропитанную ленту н роликах наносят вручную или на станке на заранееподготовленный под изолиронку стержень или катушку статорной обмотки.Все слои ленты накладывают за одинприем.Затем поверх изоляционной лентынакладывают защитную пленку и металлические планки толщиной 1,5-2 мм,которые крепят к стержню термоусажинаюшейся лавсаноной лентой.Подготовленные таким образом катушки или стержень укладывают на рамуи помешают н автоклав для запечки последующему режиму: нагрев стержняили катушки до 160 С; выдержка приэтой температуре н течение 8 ч.По электрическим и Физико-механическим свойствам изоляция, получаемая по предлагаемому способу, превосходит нсе другие виды изоляции изпропитанных лент. Сравнительные характеристики приведены н таблице. Предлагаемый способ получения изоляцииобладает совокупностью свойств, которые обеспечивают как нанесение изоляции на обмотки и детали электротехнических иэделий сложной конФигурации,так и опрессонку ее гидростатическимспособом.При этом не требуется сложной технологической оснастки и специальноготехнологического оборудования. Этойособенностью не обладает ни один извидон термореактивной изоляции, поэтому предлагаемый способ несыта экономичен, благодаря простым технологическим приемам особенно при выполнении изделий сложной конФигурации.Кроме того, повышаются техническиепоказатели, обеспечивающие возможность снижения толщины изоляции.Для освоения разработанного способа не требуется специального технологического оборудования и технологической оснастки, поэтому этот способ доступен для освоения всеми электромашиностроительными предприятиями.741325 Типы изоляции Наименование свойств слюротерм ВЭСизоляция попредлагаемомуспособу Плотность, г/см 1,7 1,8 2690-3290 1360-2500 2100 - 2500 1121 130 С 3560 2000 800 1320 675-900 130 С 470 518 400 Модуль упругости при изгибе,кгс/см, при20 С130 С 14-16 4-5 3-4 3,0 3,0 4,9 130 С 5,0 0,01 0,005-0,01 130 С 0,05 0,1 90 69 100 С 32 25-30 б) макеты - = 3 мм 2,3 ф 10 5,010 130 С Ь,5 10 1 з5,0 ф 10 6,0 10 Электрические и физико-механические свойства изоляции фСлюдотерм, ВЭСи изоляции по предлагаемому способуПредел прочности при статическомизгибе, кгс/см , при220 С 2 Предел прочности при сжатии, кгс/смПредел поочности при растяжении,кгс/см , при20 С Критический прогиб, мм, пои 20 С Диэлектрическая проницаемость20 о С Тангенс угла диэлектрических потерь 20 С Кратковременная электрическая прочность, кВ/мма) пластины = 0,8 мм200 С Удельное объемное сопротивление, Ом см20 С в) после выдержки в атм. 98влажности в течение 30 сут. г) после выдержки в воде в течение 30 сут. 1,010 9,910Ъ 6,010741325 Продолжение таблицы Типы изоляции слюдотерм изоляции попредлагаемомуспособу ВЭСНаименование свойств 1500 190 600 10 50-бО Коэффициент теплопроводности,ккал/м ч.град 0,28 От 23 Формула изобретения 40 Составитель П.Забуга Редактор Г.Нечаева Техред О,Андрейко Корректор Ю.макаренкоЗаказ 3212/50 Тираж 844 Подписное ЦНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Жр Раушская наб., д, 4/5Филиал ППП Патент, г,ужгород, ул,Проектная,4 Длительная электрическая прочность:а) время жизни изоляции, ч , приЕ = 10 Ястержней макетов = 3, О мм б) снижение времени жизни при статическом изгибе Е 2 ф 10 с о е стержней макетов = 3,0 мм Е=13 Я 1, Способ изготовления слюдусодержащих лент, пропитанных компаундом на основе эпоксидной смолы,заключающийся в склейке слюдитовойбумаги со стеклотканью, сматываниив рулон, последующей резке рулонана ролики, о т л и ч а ю ш и й с ятем, что, с целью повышения качестваизоляции путем увеличения межслойнойадгезии и эластичности пропитанныхлент, склейку осуществляют связующимв количестве до 5 от массы склеенного материала, а пропитку осуществляют под вакуумом после резки путемпомещения роликов в пропиточный котел, при этом в качестве эпоксидныхгрупп 19-24 с добавкой ангидридадикарбоновой кислоты в количестве80-95 мас.ч, на 100 мас.ч, эпоксидной смолы,2, Способ по п.1, о т л и ч а ю 5 щ и й с я тем, что для пропитки используют состав, дополнительно содержащий эпоксидную алифатическую смолу в количестве 2-10 мас.ч. на100 мас,ч, указанной эпоксидной 30 Источники информации,принятые во внимание при экспертизе1. Хвальковский А,В, Новые типыизоляции статорных обмоток высоковольтных генераторов, Серия Изоляция электрических машин, ИзданиеЦБТИ НИИ Электропромышленности,1959, вып.5,2. Лысенко П,Л. Технология изготовления изоляции монолит. Технология электротехнического производства, 1974, вып,б.
СмотретьЗаявка
2462821, 09.03.1977
ПРЕДПРИЯТИЕ ПЯ А-7676
БАЖЕНОВА ТАМАРА ЮРЬЕВНА, ВИШНЯКОВ ЕВГЕНИЙ ВИТАЛЬЕВИЧ, ЗЛОБИНА АНТОНИНА ВАСИЛЬЕВНА, ЛЫКОВА ТАМАРА АЛЕКСЕЕВНА, ОВЧАРОВА АЛЬБИНА СЕМЕНОВНА, СУШКОВА ИННА ТИМОФЕЕВНА, ПРЕСНОВ ЮРИЙ ЛЕОНИДОВИЧ, ХАНУКОВА ЭЛИНА СЕРГЕЕВНА
МПК / Метки
МПК: H01B 19/02
Метки: лент, слюдосодержащих
Опубликовано: 15.06.1980
Код ссылки
<a href="https://patents.su/4-741325-sposob-izgotovleniya-slyudosoderzhashhikh-lent.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления слюдосодержащих лент</a>
Устройство для непрерывного контроля качества угля на ленте конвейера с грузовой ветвью ленты, поддерживающейся роликами

Номер патента: 1452590
Опубликовано: 23.01.1989
Авторы: Гейхман, Горлов, Онищенко
МПК: B03B 13/06, B65G 43/00
Метки: ветвью, грузовой, качества, конвейера, ленте, ленты, непрерывного, поддерживающейся, роликами, угля
...значения свободного члена а и углового коэффициента Ь линейного уравненияя=а+ ЬА (2) где И=У 1 - число импульсов, зарегистрированное счетчиком 12 импульсов за время измерения 1 при средней частоте следования импульсов 1 на входе электронного блока 11 при зольности угля А 1.Значения а и Ь определяют, например, по методу наименьших квадратов, методу коррекции или по любому другому методу, Для этого пропускают по конвейеру уголь разной зольности и находят значения Х, соответствующие 1=(.) зольности угля Аф при )50 (т. е., для более чем 50 значений зольности, равномерно заполняющих диапазон измерения). Это позволяет определить а и Ь с относительной погрешностью около 10%. Для определения а и Ь с относительной погрешностью 5 О/о необходимо...
Устройство для непрерывного контроля качества угля на ленте конвейера с грузовой ветвью ленты, поддерживающейся роликами

Номер патента: 1282897
Опубликовано: 15.01.1987
Авторы: Гейхман, Горлов, Завражин, Уткин, Уткина
МПК: B03B 13/06
Метки: ветвью, грузовой, качества, конвейера, ленте, ленты, непрерывного, поддерживающейся, роликами, угля
...5 мм и т.п,Устройство работает следующим образом.40Грузовая ветвь ленты 2 конвейерасоздает поток сыпучего. материала, Бэоце контроля оп источника 3 черезпрозрачную для -лучей пластину наматериал падают -кванты. Часть 1- 45квантов рассеивается материалом обратно в сторону детектора 4, Рассеянные г-кванты через пластину попадаютв детектор 4, где регистрируются ипередаются в электронный блок (путирассеянных -квантов от материала вдетектор показаны на фиг.1 сплошнымилиниями со стрелками),Дополнительные и основные поддерживающие ролики 6 и 5 устраняют биения ленты, вследствие чего повышаетсяточность измерений. Длина 1, поддерживающих роликов, расстояние 1 междуними и расстояние В между источником 97 гф-излучения и детектором выбраны из...
Устройство для определения количества сыпучего материала после обжига

Номер патента: 523283
Опубликовано: 30.07.1976
Авторы: Еременко, Левицкий, Парахин, Ратновский, Цвилик
МПК: G01F 1/56
Метки: количества, обжига, после, сыпучего
...ла, а выходом - с входом интегратора.Блок-схема устройства представлена ца чертеже.10 Блокизмерения объемной массы сыпучего материала, определяющий этот параметр после обжигового агрегата, подсоединен своим выходом к входу блока 2 деления, к второму входу которого подключен выход бло ка 3 умножения, к входам блока умножения - выходы блока 4 определения веса сырцовых гранул и блока 5 ввода параметров сырцовых гранул, в который вводятся величины влажности гранул, пылеуноса и по терь при прокаливании.Интегратор б суммирует показания мгновенного объемного расхода на регистраторе 7.Устройство работает следующим образом.Вес сырцовых гранул, определяемый в бло ке 4, умножается в блоке 3 на коэффициент,зависящий от уменьшения веса обжигаемого...
Контактный ролик для поджима шлифовальной ленты

Номер патента: 859121
Опубликовано: 30.08.1981
Авторы: Масюк, Мигунов, Суппес
МПК: B24B 21/14
Метки: контактный, ленты, поджима, ролик, шлифовальной
...шлифовальной ленты, содержащий контактный элемент, смонтированный на корпусе, вращающемся на оси 11.Для достижения высокой точности обработки контактный элемент должен быть металлическим, однако в этом случае при.попадании между роликом и шлифовальной то лентой абразивного зерна или кусочков связки с несколькими абразивными зернами шлифовальная лента выходит из строя.Цель изобретения - повышение стойкости шлифовальной ленты за счет подвижности контактного элемента при встрече с пре пятствием. ия от попадания во внутазива и других частиц влен сальник 14, а в про859121 Формула изобретения иг,7 3рези торцовых буртов обода и крышек 8 и 9 - протекторы 15 и 16 из упругого материала,Контактный элемент ролика огибает движущаяся со скоростью Ч...
Способ съема конвейерной ленты с опорных роликов

Номер патента: 1623924
Опубликовано: 30.01.1991
Автор: Силаков
МПК: B65G 39/16
Метки: конвейерной, ленты, опорных, роликов, съема
...относится к транспорту непрерывного действия. Цельповышение удобства обслуживания роликов за счет улучшения условий доступа к ним. Способ съема конвейерной ленты (КЛ) с опорных роликов включает подъем и удержание КЛ в поднятом положении. Подьем КЛ осуществляют путем сворачивания ее в поперечном направлении конвейера на один из боковых краев КЛ. сля этого под КЛ подводят гибкий элемент, один конец которого подвешивают на крюк стойки, а другой на кркк механизма перемещения. Путем вытягивания гибкого элемента КЛ сворачивают в попе речном направлении. Производят в освободившемся пространстве замену роликов. 1 ил. влево), освободив при этом в вертикальнои плоскости оперативное пространство над заменяемыми роликами 8, дополнитсльный конец 9...
Предыдущий патент: Электроизоляционный состав
Следующий патент: Высокочастотный проволочный резистор
Случайный патент: Вибромолот