Линия для изготовления ящиков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
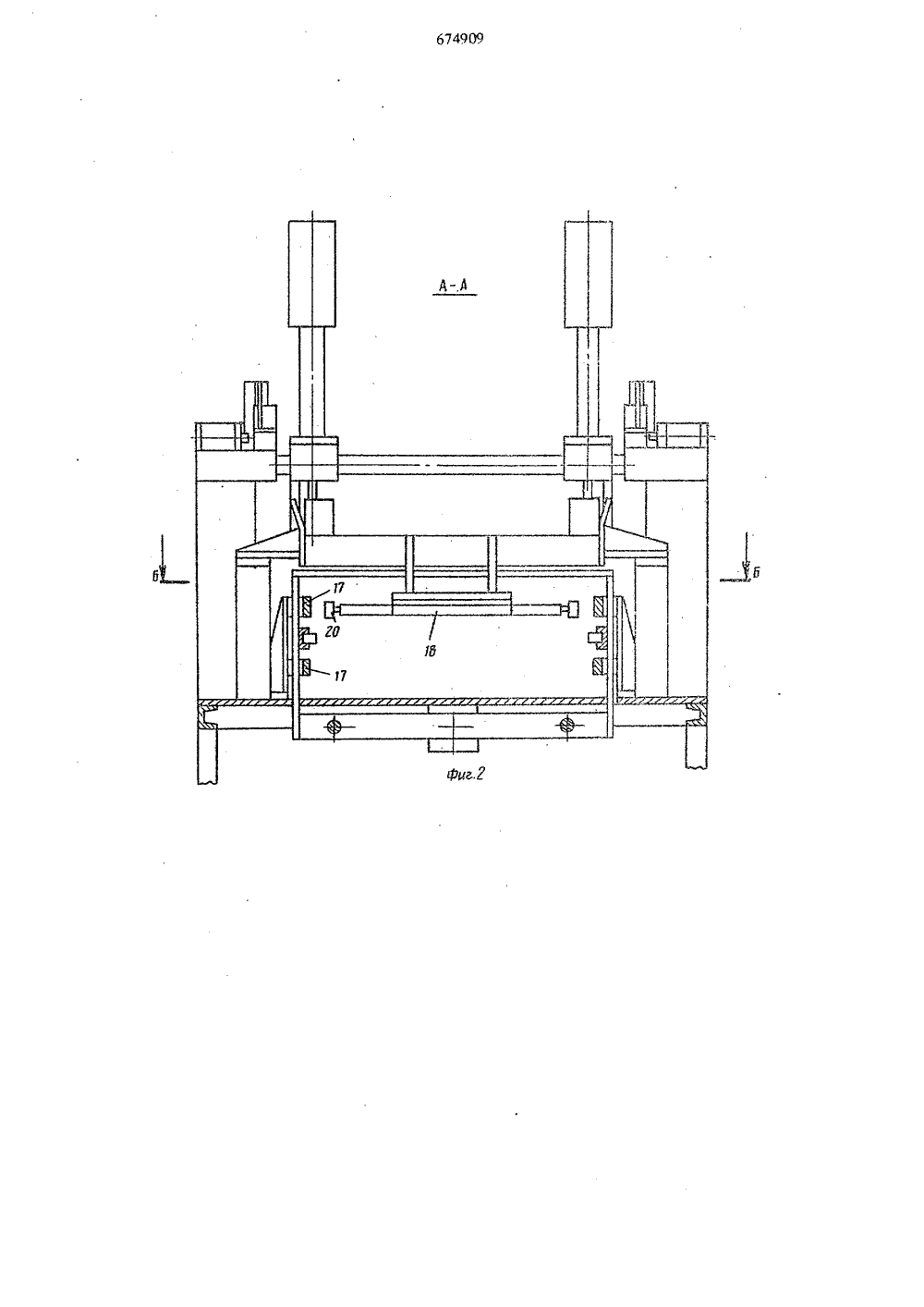
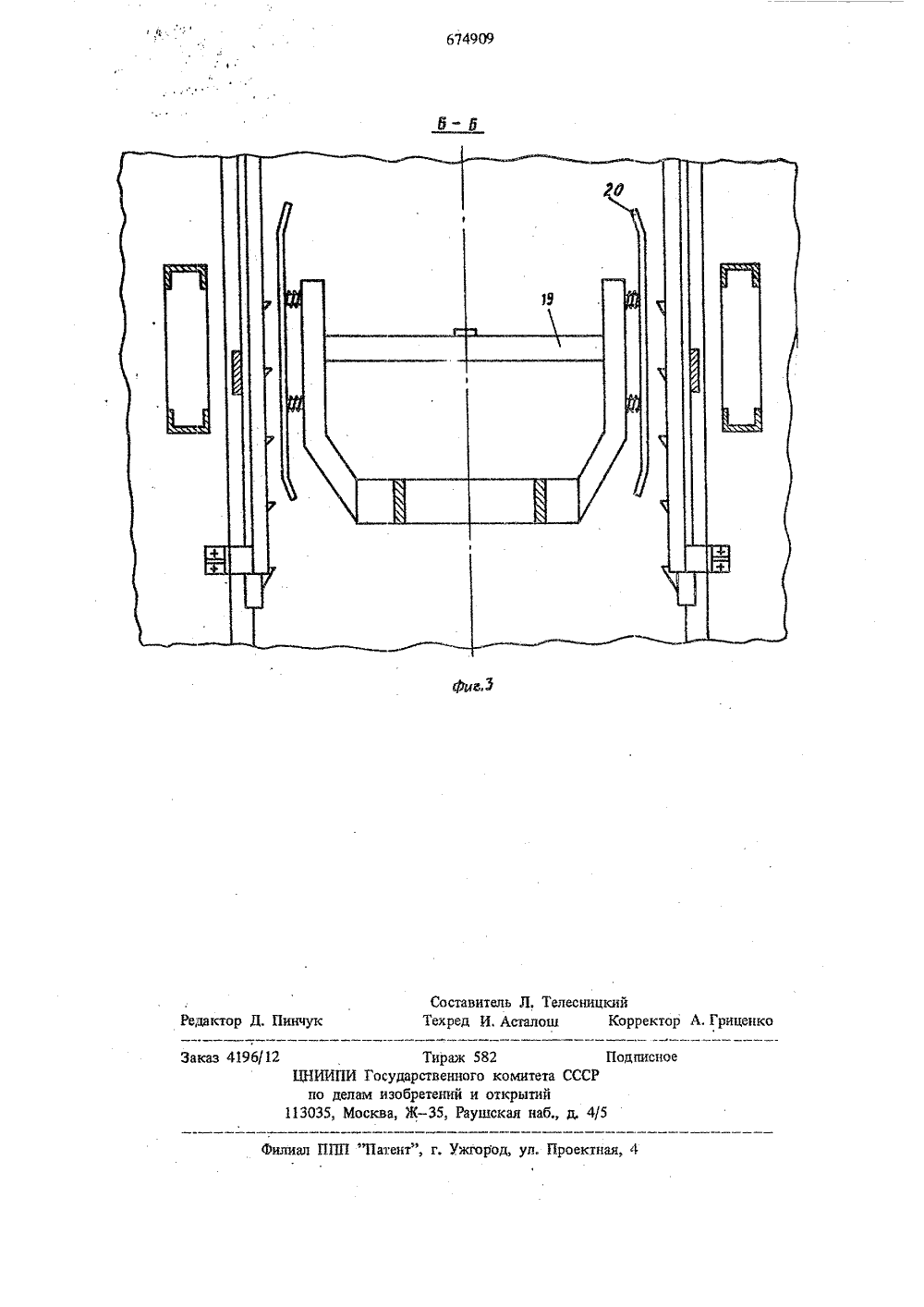
иб.В,к д,11 с ьи 674%ПГ Союз СоветскинСоцналкстическикРеспублик ОП ИСАНИ ИЗОБРЕТЕН ИК ВХОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к авт, свид-ву (22) Заявлено 30,01.78 (21) 2573892/29-15(23) Приоритет Государственный кпмкт СССР пп делам иэайретенкй и еткрытий(7 Ц Заявител Изобретение относится к производству дере.вянных тарных ящиков,Известен агрегат для изготовления ящиков,включающий гвоздезабивные пистолеты, привод,устройство для загрузки дощечек и кантовательв виде каретки с регулируемыми упорами нанаправляющей штанге 111.Недостатком указанного агрегата являетсяего низкая производительность, обусловленнаятем, что загрузка элементов ящика осуществляется вручную.1 ОНаиболее близким техническим решением .является линия изготовления ящиков, включаю.щая станину, гвоэдеэабивные устройства, меха.низмы подачи гвоздей, шаговые трансюртеры,кантователи и сборочные устройства 2),Недостатком этой линии является сложностьеа конструкции и низкая производительность.Белью изобретения является повышение производительности и упрощение конструкции,Достигается это тем, что линия снабжена магазином, а сборочные устройства выполнены ввиде направляющих и расположенных междуними механизмов прижима, которые выполие ны в виде рамок, закрепленных па магазине и снабженных подпружиненными планками, об разующимн с направляющими сквозные пазы.На фиг, 1 изображена предлагаемая линия вид сбоку; на фиг. 2 - разрез А - А на фиг. 1; на фиг, 3 - разрез Б - Б на фиг. 2.Линия изготовления яцеков включает станину 1, гвоэдеэабившле устройства 2, 3, 4 с ме-, ханизмами подачи гвоздей 5, шаговые трМспор. теры 6, 7, 8, кантователи 9, 10 и сборочные устройства 11 и 12 и магазины 13 для торпо. вых стенок (щитков) и дКя боковых стенок (щитков) 14 и 15, а для доньев установлен магазин 16, Сборочные устройства 11 и 12 выполнены в виде направляющих 17 и расположенных между ними механизмов прижима 18 которые выполнены в виде рамки 19, закрепленной на магазинах 14 н 15 и снабжен. ной подпружиненньвщ планками 20, образую шими с направляющими сквозные пазы.При подаче сжатого воздуха в пневмоси тему (на чертежах не показана) каретки шатовых транспортеров 6, 7, 8 перемешаются от гвоздезабивных устройств 2, 3, 4, аиз мага-. 674918 зина 14 выходит боковая стенка щиток), которая ложится на торцовые стенки, находящиеся в сборочном устройстве 11. Из магазина15 выходит боковая стенка 1 щиток), котораяложится на торцовые стенки 1 щитки) П-образ 5ной рамки, находящейся в сборочном устрой.стае 12, из магазина 16 выходит дно, котороеложится на рамку корпуса яц 1 ика, находящу 1 осяпод магазином 16 Д конце хора 1 зретки 1 цц о.вых транспортеров 6, 7, 8 нажима 1 от датчики(яа чертежах не показаны) и возвратцазотся кгвоздезабивным устройствам 2, 3. 4, при атомподпружине 1 ппяе толкатели шагового транспортера 6 захватыватот и перемегдаит торцсвыестенки (щитки), находяциеся В магззине 13и под магазином 14, 1 пагового транспортера 7 -П.образные рамки перед магазицом 15 и подма 1 азином 15 1 цагово "о транспортерарамки корпуса ящика перед маГазином 16 ипод магазином 16, а толкатели сборочнзгх21устройств 11 и 12 подают боковые стенгсн(щитки), находящиеся под магазинами 14, 15,и Дно под магазином 16,В коечке хода кареток к ГВОздезабивцым. устройствам 2, 3, 4 нажимаются датчпки цштОки бойки Гвоздезабэтвных устрО 11 стп г34 забивают 11 ервые лары гвоздей в передц 11 ечасти заготовэк Побразной рамкп, рамки корпуса ящика, корпуса ящика, после чего циклыпо неремецтеэц 1 ю кареток щаговых травспортеров 6, 7, 8 и по забцва 1 п 1 ю гвоздей гвозде.забггчн Гх строцс 1 р 2 ч 4 с ь 1 еха 11 лз,1 1 миподачи гвоздей 5 повторяютсл,Корпус яццгка В ышддцп 1 й 11 з,под 1 воздсзабивного устоойсгва 4, выталкэгвается ца трацсло-.тер (11 а чертеже не показан). 4Выполнение сбороч 1 Ых устройств В Виде иаправляю 1 цих с механизмами прикима в сочета 1 шц с магазщгом упро 1 цает коиструкцщо линии ц позволяет автомап 1 зировать сборку шпиков, что повышает производительность труда, Приме. не 1 ще подпружиненных планок В механизмах прижима повыгпает точность фиксирования тор. цов стенок (1 цитков) при сборке П.образной рамки и рамки кор 1 гуса ли 1 ика. Крепление ме. хоп 1 змов боковых стенок (цп 1 тков) устраняет прцменение дополтп 1 тельных стоек, т, е. упро. щает конструкцию.Формула изобретенияЛинии для изготовления ящиков, Включаю.втая стан 1 П 1 у, гвоздезабивные устройства, механцзмы подачи гвоздей, шаговые транспортеры,кантователи ц сбороиые устройства, о т л и.ч а ю щ а я с я тсм, что, с целью повышения производнгельности труда, упрощения кон.струкции и автоматизации сборки ящика, ли.пия снабжена магазином, а сборочные устрой.ства выполнены в виде направляющих и расположенных между ними мехятп 1 змов прижимакоторые Выполнены в виде рамок, закреп.ленных на магаз 1 гце ц снабженных подпружи.цеш 1 ыми 1 П 1 анкаьп 1, образующими с направля.1 сщцми сквозные пазы,"г 1 сточн 11 ки информащш, принятые Во внима.1 ше лви экспертизе1. Авторское свидетельство СССР И 159966кл." Б 27 М 3/341962,2. АВТО 1 эское свидетельство СССР Х 411992,кл, В 27 М 3/34, 1971,"Патент", г. Ужгород, ул. Проектная, 4 Тираж 582 ПодписиЦНИИПИ Государственного комитета СССРпо делам изобретений и открытий13035, Москва, Ж - 35, Раушскал наб., д. 4/5
СмотретьЗаявка
2573892, 30.01.1978
ОРГАНИЗАЦИЯ ПЯ В-8413
БАРЫШЕВ ИГОРЬ НИКОЛАЕВИЧ, БЕЛИКОВ ВЛАДИМИР НИКОЛАЕВИЧ, МОКЕЕВ НИКОЛАЙ АЛЕКСЕЕВИЧ, МУРЗИНОВ ВЯЧЕСЛАВ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B27M 3/34
Опубликовано: 25.07.1979
Код ссылки
<a href="https://patents.su/4-674909-liniya-dlya-izgotovleniya-yashhikov.html" target="_blank" rel="follow" title="База патентов СССР">Линия для изготовления ящиков</a>
Устройство для укладки, например, шпуль в съемные ящики прядильных и крутильных машин

Номер патента: 141080
Опубликовано: 01.01.1961
МПК: D01H 9/18
Метки: крутильных, машин, например, прядильных, съемные, укладки, шпуль, ящики
...с сечением, вмещающим только одну шпулю.Наклонный лоток 4 также разделен продольно на две части перегородкой 12, Вертикально подвижная платформа 5 уравновешена грузом 13, обеспечивающим ее опускание по мере наполнения ящика б. При перемещении последнего вверх в него входят параллельные между собой вертикальные пластинки 14, которые разделяют на четыре части пространство для шпуль кассеты 15, неподвижно установленной на платформе 5. На станине устройства находятся упор 1 б выключателя электродвигателя 17, а также запорная муфта 18 и педаль 19.Работа устройства осуществляется следующим образом.Освобожденные от пряжи шпули загружаются в бункер 1, откуда они подаются слоем (поддерживаемым выравнивателем) транспортером 2 в распределительный...
Устройство для правки шлифовального круга по профилю в виде дуги и прямой линии

Номер патента: 967785
Опубликовано: 23.10.1982
Авторы: Дворецкий, Зайцев, Лозовский, Рукавишников
МПК: B24B 53/06
Метки: виде, дуги, круга, линии, правки, профилю, прямой, шлифовального
...закрепленный на корпусе З 3.Это устройство является весьма сложным иэ-за.наличия большого коли чества элементов гидроавтоматики.Цель изобретения - упрощение конструкции устройства.Эта цель достигается тем, что шток гидроцилиндра соединен с пово .ротным алмазодержателем, а каретка снабжена двумя пружинами, одна из которых соединена с корпусом, а другая в .с алмаэодержателем.На фиг. 1 показана конструкция предлагаемого устройства; на фиг.2 разрез А-А на фиг.1.В корпусе 1 на направляющих 2 установлена продольная каретка 3 с поворотным алмаэодержателем 4, несущим алмаз 5. В корпусе 1 параллельно направляющим 2 установлен гидроцилиндр б, закреплена пружина силового замыкания 7 и регулируемый упор 8. На каретке 3 установлены пружина 9 и...
Устройство для автоматического выключения троллейной линии при обрыве одного из проводов

Номер патента: 53337
Опубликовано: 01.01.1938
Автор: Копылов
МПК: B66C 13/12, B66C 13/18, B66C 15/00
Метки: выключения, линии, обрыве, одного, проводов, троллейной
...устройстве для осуществления поставленной цели держатели, согласно изобретению, снабжены контактами, включенными в цепь выключающей обмотки автоматического выключателя, управляющего фидером, подводящим ток к троллейной линии, Этим избегается как необходимость применения реле, так и механическая связь держателей с линейным выключателем.Сущность изобретения поясняется. чертежом, на котором изображена принципиальная электрическая схема предлагаемого устройства.Троллейные провода 1, питаемые фидером 2 через автоматический выключатель (контактор) 3, закреплены по концам на крючьях 4 держателей. Крючья 4 нагружены пружинами 5, стремящимися разомкнуть контакты б и 7, из коих первый изолированно укреплен на диске 8, а второй вопоре...
Устройство для монтажа проводов воздушной линии электропередачи

Номер патента: 618813
Опубликовано: 05.08.1978
Авторы: Виноградов, Корноногов
МПК: H02G 1/02
Метки: воздушной, линии, монтажа, проводов, электропередачи
...длины провода с приводом 28.Благодаря этому соединению, выполненному в виде гибкой или жесткой связи, обеспечивается возможность вращения вала 27, имеюшего правую и левую спиралевидные нарезки, и перемещения в осевом направлении по валу 27 втулки 29.В устройство устанавливают кассету 4 20 с набором предварительно укомплектованных в ней на направляющих 64 дистанционных распорок 6". Кассету вдвигаот в корпус 2 со стороны тормозного устройства 11 и закрепляют ее и торцовую стенку 63, Затем выступ 69 пластины 68 соединяют с втулкой 29. Путем поворота втулки 29 се паз 30 надевают на выступ 69, и присоединяют к последнему, пользуясь отверстиями 31, выполненными во втулке н подаюсцей пластине. Этим соединением подающую30 распорки пластину 68...
Устройство для сопряжения с двухпроводной линией трактов приема и передачи

Номер патента: 1193834
Опубликовано: 23.11.1985
Авторы: Каширин, Овчар, Путьмаков, Скарин
МПК: H04L 5/14
Метки: двухпроводной, линией, передачи, приема, сопряжения, трактов
...выводе первичной обмотки линейного трансформатора 10. Ток идет по цепи: нижний вывод первичной обмотки линейного трансформатора 10 - диод 6 - раэвязывающий резистор 7 - средний вывод первичной обмотки линейного трансформатора 1 О.Падение напряжения на развязывающем резисторе 7 служит сигналом о приеме единичного бита информации иэ линии связи. Причем полярность сигнала на раэвязывающем резисторе 7 одна и та же при приеме как положительных, так и отрицательных информационных сигналов из линии связи. Первый разряд информационной. посынки поступает на вход блока 13 синхронизации, который разрешает работу тактового генератора 15,Тактовые импульсы с выхода тактового генератора 15 поступают на тактовые входы приемного регистра 9, на...
Предыдущий патент: Поточная линия для обработки шпал
Следующий патент: Способ изготовления бетонных и железобетонных изделий с пустотами
Случайный патент: Кондуктор для монтажа вертикальных строительных элементов