Способ устранения шевингованием неточностей в шаге зубцов червячных колес
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 64426
Автор: Архангельский

Текст
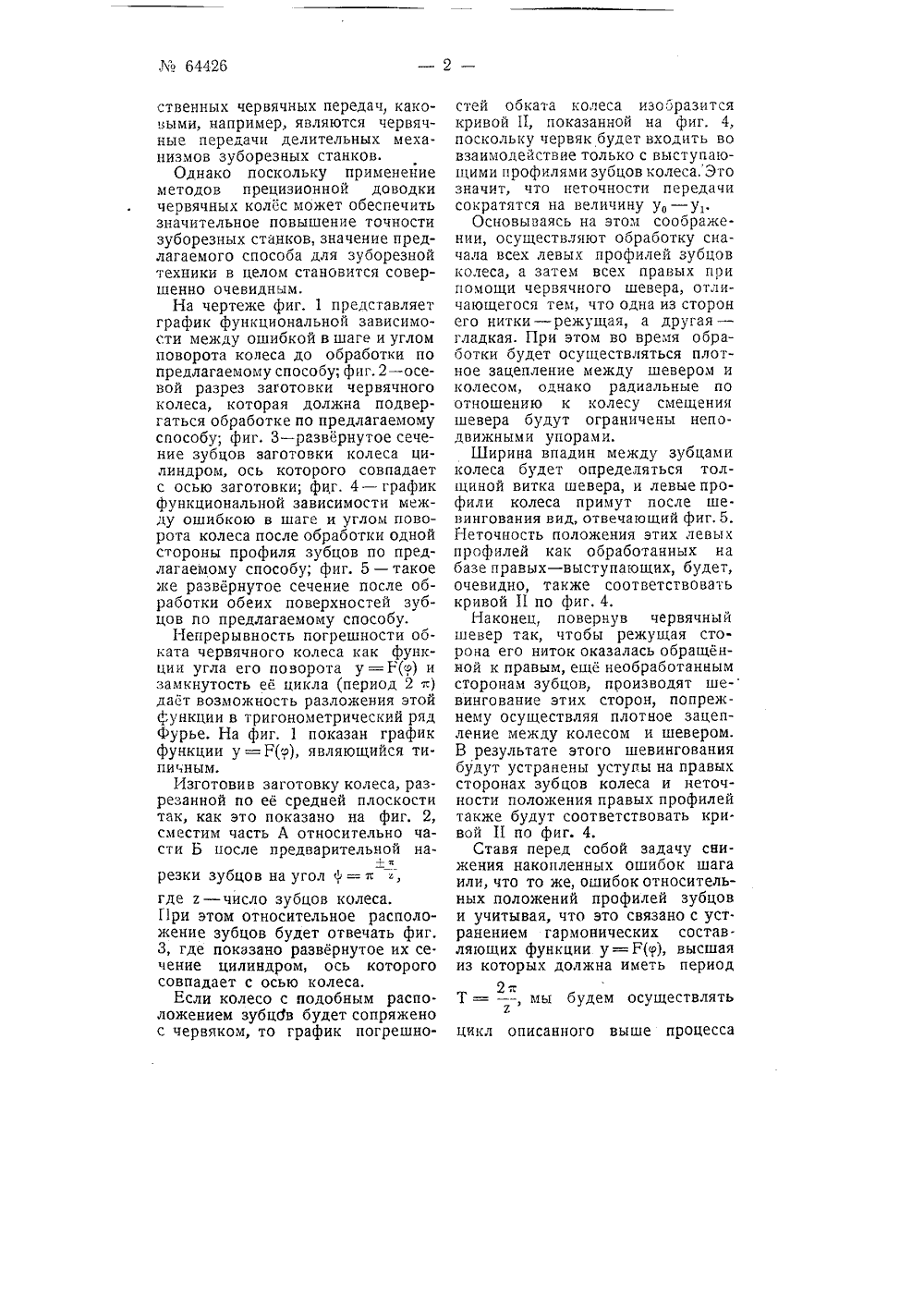
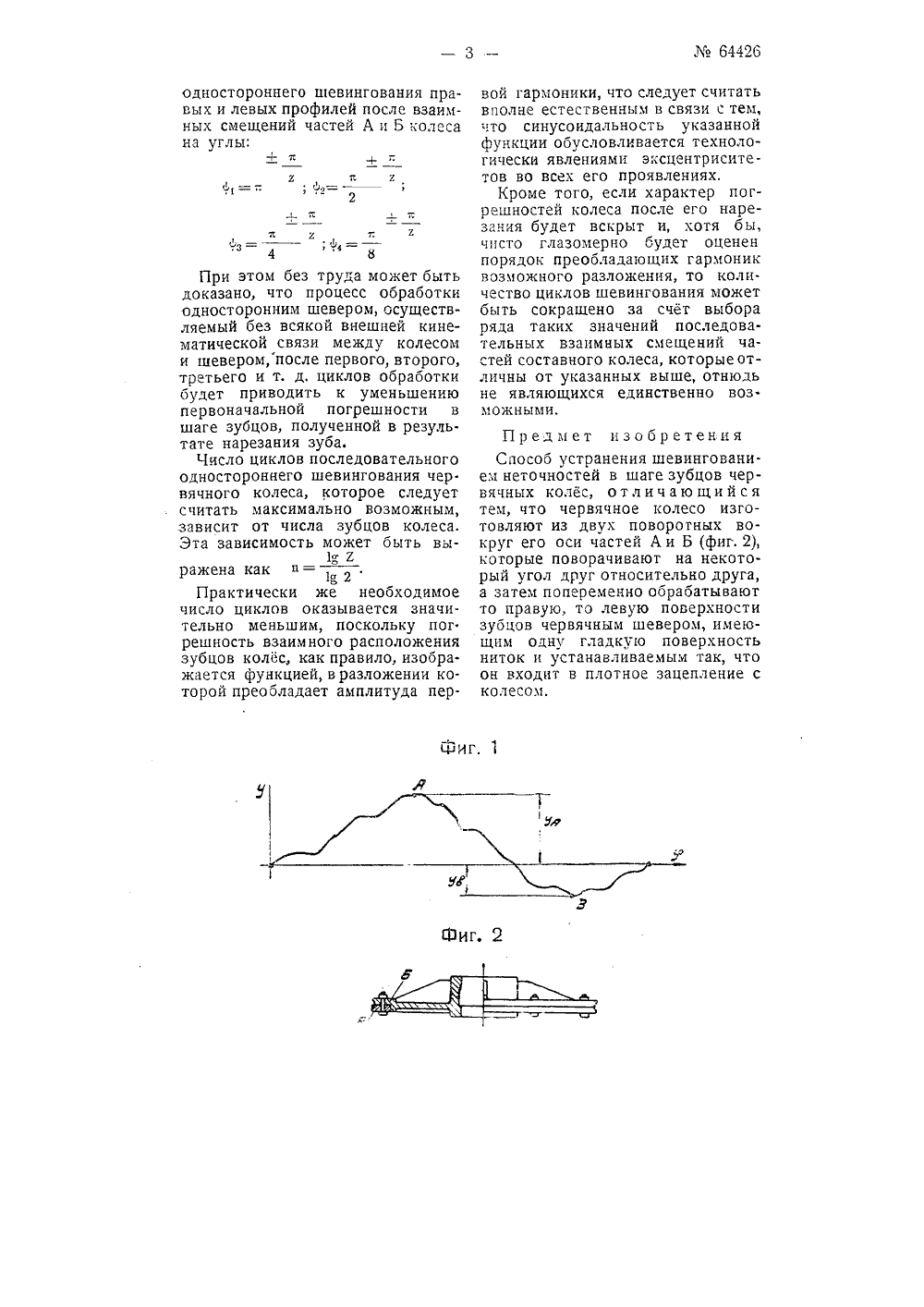
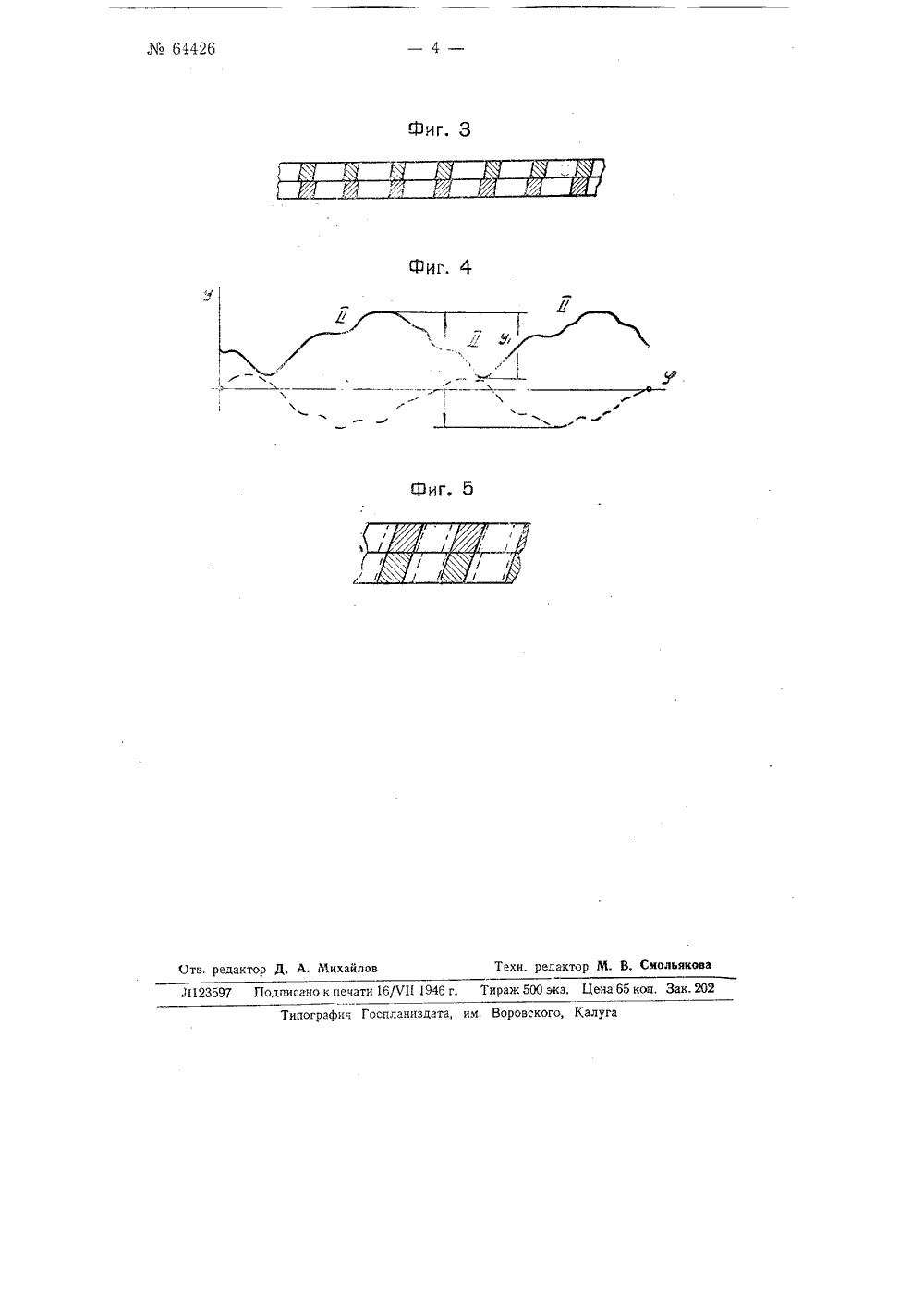
Класс 49 с 1, 11 СС ГР До 6442 б ЗО БРЕТ С НИСВИДЕТЕЛЬСТВУ АВТО РС региетрироаано е Бсоро изобрелхангельс о стей в шаге б устранения шевингованием неточ зубцов червячных колес 100 (332085) Заявлено 6 апреля 1944 года в Наркомстанкостроенпя з Опубликовано 28 февраля 1945 года Несмотря на то исключительное :значение, которое имели бы эффективные методы борьбы с погреш- ностями шага и их накоплением, характеризующими взаимное угловое расположение зубцов зубчатых колес, современная технология зубообработки до настоящего времени не располагает способами, дающими надежные пути устранения указанных погрешностей. Последние являются прямой функцией неточностей кинематической цепи зуборезного станка и не поддаются снижению при отделке колеса, производимой обычными методами.Подобное положение приводит к тому, что снижение накопленных ошибок в шаге зубчатых колес практически оказывается лежащим .за пределами возможностей заводов, занимающихся производством зубчатых колес, так как указанные пределы предопределяются точностью оборудования, получаемого этими заводами извне, Однако и производство точных станков упирается в проблему точного изготовления зубчатых червячных колес, которые, как известно, несут на себе всю точность зуборезного станка. С помощью предлагаемого спосооа устранения шевингованием неточностей в шаге зубчатых червячных колес осуществляется такой процесс доводки колес, при котором желаемый уровень точности может быть получен совершенно уверенно и притом совершенно независимо от точности каких-либо механизмов, осуществляющих кинематическую связь между инструментом и обрабатываемым им колесом.Сущность способа состоит в том, что червячное колесо изготовляют из двух частей, которые поворачивают друг относительно друга на некоторый угол и, после этого, шевингуют зубцы сначала с одной стороны (например, с левой), а затем с другой (с правой) червячным шевером, имеющим с одной стороны гладкую поверхность нитки, причем его вводят в зацепление с колесом так, чтобы его нитка соприкасалась с обеими поверхностями зубцов (правой и левой),Некоторая техническая сложность предлагаемого способа ограничивает практическую целесообразность его применения только случаями изготовления особо ответ М 64426ственных червячных передач, каковыми, например, являются червячные передачи делительных механизмов зуборезных станков.Однако поскольку применение методов прецизионной доводки червячных колес может обеспечить значительное повышение точности зуборезных станков, значение предлагаемого способа для зуборезной техники в целом становится совершенно очевидным,На чертеже фиг. 1 представляет график функциональной зависимости между ошибкой в шаге и углом поворота колеса до обработки по предлагаемому способу; фиг. 2 - осевой разрез заготовки червячного колеса, которая должна подвергаться обработке по предлагаемому способу; фиг. 3 в развернут сечение зубцов заготовки колеса цилиндром, ось которого совпадает с осью заготовки; фиг. 4 - график функциональной зависимости между ошибкою в шаге и углом поворота колеса после обработки одной стороны профиля зубцов по предлагаемому способу; фиг. 5 - такое же развернутое сечение после обработки обеих поверхностей зубцов по предлагаемому способу,Непрерывность погрешности обката червячного колеса как функции угла его поворота у = Р(ц) и замкнутость ее цикла (период 2 ) дает возможность разложения этой функции в тригонометрический ряд Фурье. На фиг, 1 показан график функции у=Р(з), являющийся ти. пиным,Изготовив заготовку колеса, разрезанной по ее средней плоскости так, как это показано на фиг. 2, сместим часть А относительно части Б после предварительной на+к резки зубцов на угол ф = к с, где г - число зубцов колеса, 1 ри этом относительное расположение зубцов будет отвечать фиг, 3, где показано развернутое их се. чение цилиндром, ось которого совпадает с осью колеса.Если колесо с подобным расположением зубцов будет сопряжено с червяком, то график погрешностей обката колеса изобразится кривой П, показанной на фиг. 4, поскольку червяк будет входить во взаимодействие только с выступающими профилями зубцов колеса,Это значит, что неточности передачи сократятся на величину у, - уОсновываясь на этом соображении, осуществляют обработку сначала всех левых профилей зубцов колеса, а затем всех правых при помощи червячного шевера, отличающегося тем, что одна из сторон его нитки - режущая, а другая - гладкая. При этом во время обработки будет осуществляться плотное зацепление между шевером и колесом, однако радиальные по отношению к колесу смещения шевера будут ограничены неподвижными упорами.Ширина впадин между зубцами колеса будет определяться толщиной витка шевера, и левые профили колеса примут после ше. вингования вид, отвечающий фиг, 5. Неточность положения этих левых профилей как обработанных на базе правых - выступающих, будет, очевидно, также соответствовать кривой 1 по фиг. 4.Наконец, повернув червячный шевер так, чтобы режущая сторона его ниток оказалась обращенной к правым, еще необработанным сторонам зубцов, производят ше- вингование этих сторон, попрежнему осуществляя плотное зацепление между колесом и шевером. В результате этого шевингования будут устранены уступы на правых сторонах зубцов колеса и неточности положения правых профилей также будут соответствовать кривой П по фиг. 4.Ставя перед собой задачу снижения накопленных ошибок шага или, что то же, ошибок относительных положений профилей зубцов и учитывая, что это связано с уст. ранением гармонических составляющих функции у=Р(р), высшая из которых должна иметь период2 тТ = -- , мы будем осуществлять цикл описанного выше процесса,48 Фиг. 2 одностороннего шевингования правых и левых профилей после взаимных смещений частей А и Б колеса на углы:",з=4При этом без труда может быть доказано, что процесс обработки односторонним шевером, осуществляемый без всякой внешней кинематической связи между колесом и шевером,после первого, второго, третьего и т. д. циклов обработки будет приводить к уменьшению первоначальной погрешности в шаге зубцов, полученной в результате нарезания зуба.Число циклов последовательного одностороннего шевингования чер. вячного колеса, которое следует считать максимально возможным, зависит от числа зубцов колеса. Эта зависимость может быть вы 1:гражена как д -1:гПрактически же необходимое число циклов оказывается значительно меньшим, поскольку пот. решность взаимного расположения зубцов колес, как правило, изображается функцией, в разложении которой преобладает амплитуда первой гармоники, что следует считать вполне естественным в связи с тем, что синусоидальность указанной функции обусловливается технологически явлениями эксцентриситетов во всех его проявлениях.Кроме того, если характер погрешностей колеса после его нарезачия будет вскрыт и, хотя бы, чпсто глазомерно будет оценен порядок преобладающих гармоник возможного разложения, то количество циклов шевингования может быть сокращено за счет выбора ряда таких значений последова. тельных взаимных смещений частей составного колеса, которые отличны от указанных выше, отнюдь не являющихся единственно возможными. Предмет изобретения Способ устранения шевингованием неточностей в шаге зубцов червячных колес, отличающийся тем, что червячное колесо изготовляют из двух поворотных вокруг его оси частей Аи Б (фиг, 2), которые поворачивают на некоторый угол друг относительно друга, а затем попеременно оорабатывают то правую, то левую поверхности зубцов червячным шевером, имеющим одну гладкую поверхность ниток и устанавливаемым так, что он входит в плотное зацепление с колесом.
СмотретьЗаявка
100, 06.04.1944
Архангельский Л. А
МПК / Метки
МПК: B23F 17/00, B23F 19/06
Метки: зубцов, колес, неточностей, устранения, червячных, шаге, шевингованием
Опубликовано: 01.01.1945
Код ссылки
<a href="https://patents.su/4-64426-sposob-ustraneniya-shevingovaniem-netochnostejj-v-shage-zubcov-chervyachnykh-koles.html" target="_blank" rel="follow" title="База патентов СССР">Способ устранения шевингованием неточностей в шаге зубцов червячных колес</a>
Приспособление к зубофрезерным станкам для чистового нарезания методом обкатки червячных колес повышенной точности и, в частности, червячного колеса привода вращения стола самого зубофрезерного станка

Номер патента: 79351
Опубликовано: 01.01.1949
Авторы: Алмазов, Архангельский, Ткачевский
МПК: B23F 11/00, B23Q 16/00
Метки: вращения, зубофрезерного, зубофрезерным, колес, колеса, методом, нарезания, обкатки, повышенной, привода, самого, станка, станкам, стола, точности, частности, червячного, червячных, чистового
...для чистовой обработки червячного колеса привода вращения стола станка методом обкатки на месте с использованием черьячной фрезы илн червячного шевера, устанавливаемого на ведущий вал привода вместо соприкасающегося с червячной шестерней червяка.В предлагаемом ниже изобретении отличительной особенностью яв ляется то, что, с целью уменьшения глиянпя погрешностей механизма станка на точность нарезанпя, для осуществления кинематической связи нарезаемого колеса с механизмом станка, применен дополнительный диференциальный делительный червячный механизм высокой точности, червячное колесо которого СВИДЕТЕЛЬСТВУу жестко связано с червячным колесом привода стола станка, а червяк, осуществляющий планетарное движение, одновременно связан с...
Сборная червячная фреза для обработки глобоидных червячных колес

Номер патента: 547302
Опубликовано: 25.02.1977
Авторы: Гуренко, Лагутин, Сагин, Федотов
МПК: B23F 21/16
Метки: глобоидных, колес, сборная, фреза, червячная, червячных
...д, профиля.Вторая крайняя секция режущих зубьев 15 11 редназначена для обработки подрезных участков 11 оверхности второй стороны зуба обрабатываемого колеса. Окончательное формирование этих участков выполняется режущей кромкой 16 ее последнего зуба 17. Режущие кромки остальных зубьев этой секции расположены на конической винтовой поверхности 18, образованной винтовым движением кромки 16. Вторая сторона 19 витка фрезы в процессе резания не участвует.Средняя часть предлагаемой фрезы предназначена для обработки обкатных участков поверхности обеих сторон зуба колеса с приданием им формы, позволяющей локализовать контакт в передаче по высоте и ширине зуба.Средняя секция с зубьями 20 представляет собой цилиндрическую червячную фрезу с углом...
Способ нарезания червячных колес

Номер патента: 806301
Опубликовано: 23.02.1981
Автор: Захаров
МПК: B23F 11/00
Метки: колес, нарезания, червячных
...съема металла и необходима лишь для вывода фрезы из зацепления с изделием. Соотношение между этими частями зависит от высоты профиля зубьев диаметра изделия и длины фрезы. Особенно велик осевой ход Фрезы при нарезании крупномодельных колес большого днаметра. Так, если при нарезании червячных колес с радиальной подачей величина перемещения изделия не превышает трех модулей1, физ зацепления с изделием и цикл заканчивается. В течение всего циклаобработки ,червячная фреза и изделиесвязаны кинематической цепью, передаточное отношение которой учитывает иналичие тангенциальной подачи фрезы.Вследствие того, что радиальная подача не оказывает влияние на окончательное формообразование и ее величина назначается большей, чем при нарезании только с...
Червячное колесо

Номер патента: 636442
Опубликовано: 05.12.1978
Авторы: Васильев, Карпов, Левитан
МПК: F16H 55/04
...с кольцевыми буртами на ее внешней цилиндрической поверхности со сторонй торцов и залитый на нее венец из антифрикционного материала 121 .Недостатками описанного колеса являются недостаточная надежность соединения венца и ступицы и невысокая ремонтопригодность.Цель изобретения - повышение надежности соединения венца и ступицы и повышение ремонтопригодности.Это обеспечивается тем, что бурты выполнены прерывистыми и расположены в шахматном порядке.На фиг. 1 показана с ица червячного колеса, вид сбоку; на фиг. 2 -ица колеса, вид спереди; на фиг. 3 - червячное колесо в сборе.Червячное колесо содержит ступицу 1 с кольцевыми буртами 2 на ее внешней цилиндрической поверхности и залитый на нее венец 3 из антифрикционного материала. Бурты 2 на...
Способ обработки червячного колеса

Номер патента: 992138
Опубликовано: 30.01.1983
Авторы: Пичхадзе, Ребане, Филиппов
МПК: B23F 11/00
Метки: колеса, червячного
...осуществляют следующим образом. 5 О 5 20 25 Зо 35 Инструментом в виде фрезы или летучего резца производят нарезание зубьев червячного колеса (процесс нарезания зубьев не показан), Для занижения торцовых участков червячного колеса 1, установленного на столе 2 зубофрезерного станка, инструмент, выполненный также в виде фрезы или летучего резца 3, устанавливают в шпинделе 4, расположенном в поворотной части суппорта 5 зубофрезерного станка, Ось ОО инструмента 3 располагают с комплексным смещением на расстоянии Ь илиот средней плоскости колеса, при обработке верхнего или нижнего торца колеса и на расстояние йЬА от межосевого расстояния в передаче а. Выбор величин смещений (Ь, Ь.и ЬА) производят по известным рекомендациям.Кроме...
Предыдущий патент: Вертикальный станок для шлифования торцов конических роликов
Следующий патент: Пневматический клепальный станок
Случайный патент: Подбарабанье молотильного аппарата