Способ изготовления литейных стержней и форм при использовании лигносульфонатов в качестве связующего и состав связующего
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 599423
Авторы: Вансович, Васин, Гельбштейн, Кичанов, Кобзарь, Рыжов, Сидоренкова, Спасский
Текст
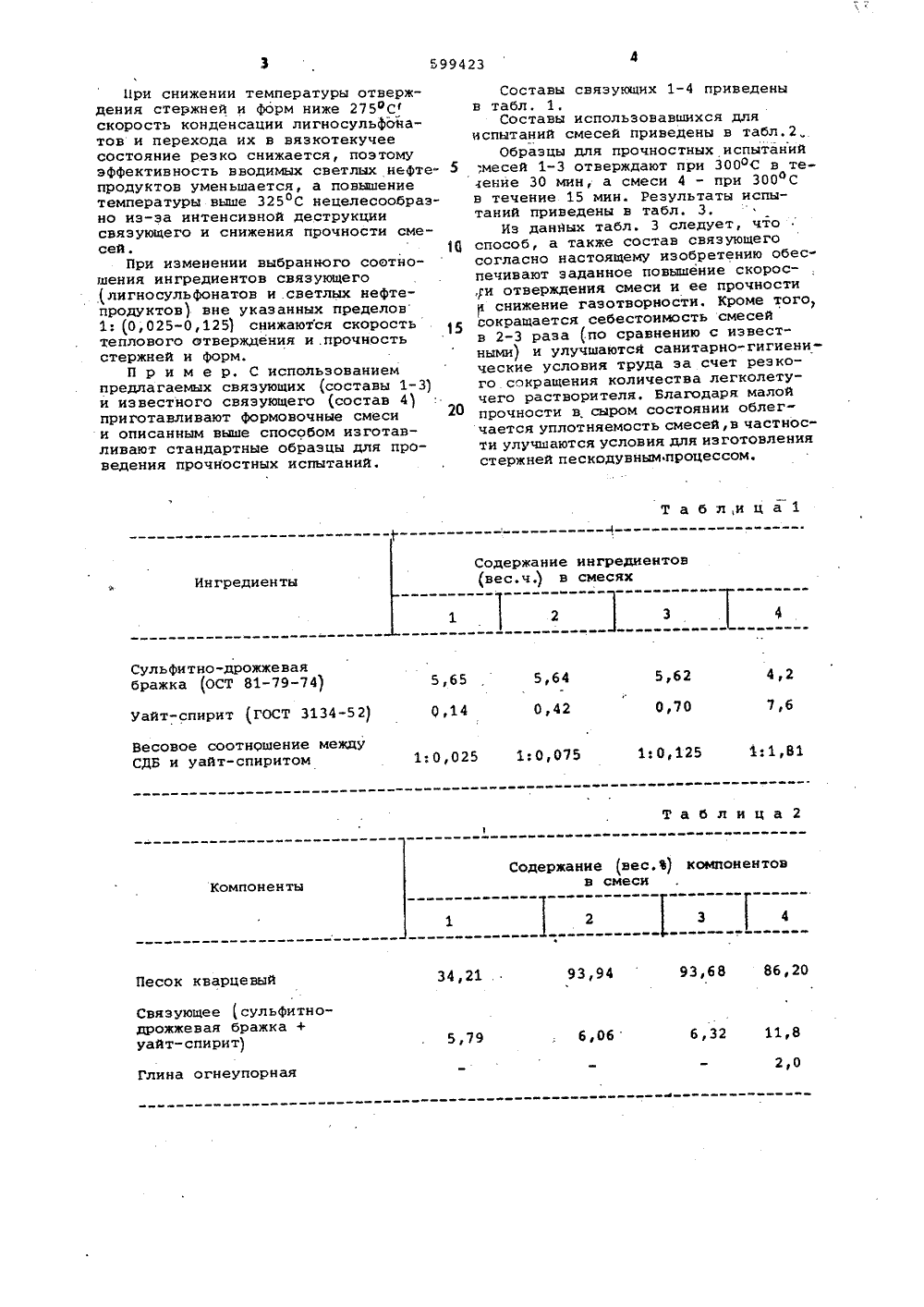
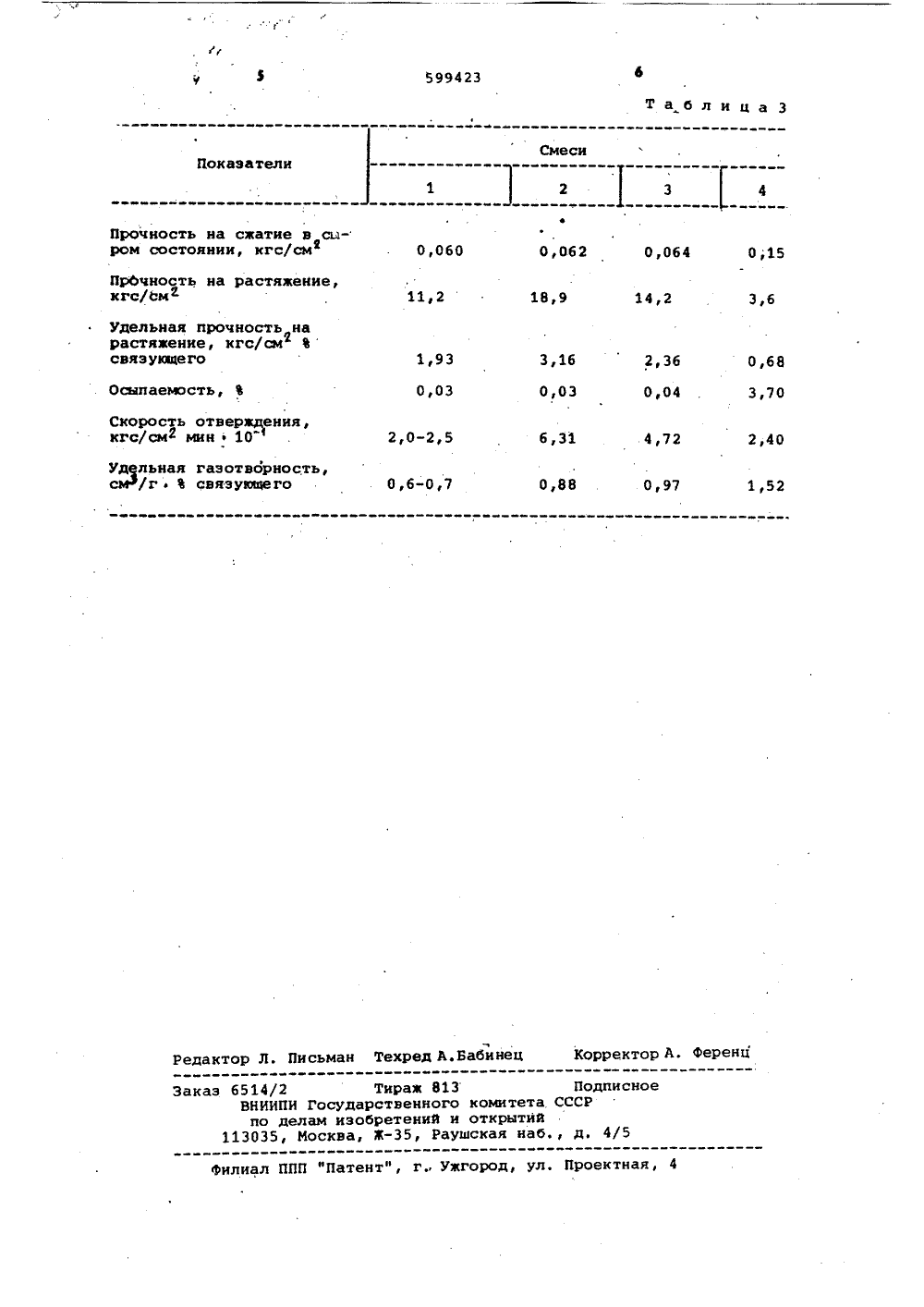
СОЮЗ СОВЕТСНИХ ОЦИАЛИСТИЧЕСНИ СПУБЛИН 9) 1) В 22 С 9/12; В 2/20 ГОСУДи С ПО ДЕЛА ЕННЫй КОМИткт ССС ЗОЬРЕТЕНИЙ И отНРЫ ИСАНИЕ ИЗОБРЕТЕНИЯ М АВТОРСКОМУ СВИДЕ П:ЛЬСТ(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХСТЕРЖНЕЙ И ФОРМ ПРИ ИСПОЛЬЗОВАНИИЛИГНОСУЛЬФОНАТОВ В КАЧЕСТВЕ СВЯЗУЮ 1 ЦЕГО И СОСТАВ СВЯЗУОЦЕГО,(57) 1. Способ изготовления литейныхстержней и форм при использовании "лигносульфонатов в качестве связующего, включающий приготовление смеси,формообраэование и отверждение стер- ней и форм посредством тепловой обработки, отличающий с я тем, что, с целью повышения скорости отверждения и прочности, а также сни - жения гаэотворности стержней и форм, связующее на основе лигносульфонатов предварительно смешивают со светлыми нефтепродуктами, а именно уайтспиритом или бензином, с последующей тепловой обработкой стержней и форм при 275-3250 С.2. Состав связующего для литейных стержней и форм, изготавливаемых способом по п. 1, на основе лигносульфонатов и легколетучйх растворителей - светлых нефтепродуктов, а именно уайт-спирита или бензина, о т л и ч а ю щ и й с я тем, что, с целью повышения скорости отверждения и прочности, а также снижения гаэотворности стержней и форм, ингредиенты связующего взяты в количественном соотношении соответственно 1: (0,025-0,125).Иэббретение относится к литейному производству.Известен способ изготовлениястержней и форм, включающий операции приготовления смесей, формовкистержнейи форм и последующего отверждения их при,тепловой обработке 11,При использовании в качестве связующего лигносульфонатов сул;фитный щелок, сульфитно-спиртовая барда, сульфитно-дрожжевая бражка,жидкий лигнин) стержни и Формы,полученные таким способом, имеютпониженную скорость отверждения,недостаточную термостойкость и прочность, повышенную газотворность.Известен сйособ приготовлениясвязующего из лигносульфонатов инефтепродуктов беэ эмульгаторов. Приэтом в качестве нефтепродуктов используются тяжелые масла или битум 2При использовании этого связующего уменьшается продолжительностьприготовления смесей, предотвращается образование газовых раковини пористости в отливках. Однако посвойствам, сообщаемым смесям при тепловой обработке стержней и Форм,оно не обладает преимуществами посравнению с лигносульфонатами. Этообусловлено тем, что тяжелые масла 30или битум не воздействуют на характер отверждения лигносульфонатовпри тепловой обработке стержней иФорм, поэтому недостатки смесей,обусловленные свойствами лигносульфонатов, сохраняются.Наиболее близким к описываемомупо технической сущности и достигаемому результату является способ изготовления стержней и ФоРм при использовании лигносульфонатов в качестве связующего, в соответствиис которым смесь приготавливают путем.перемешивания огнеупорного наполнйтеля, глины огнеупорной, связующегона основе лигносульфонатов и лег-.когорючего растворителя, а именноауйт-спирита или бензина, или эта.нола, или эфироальдегидной фракции,Формуют стержни и формы с последующим поджиганием их с поверхности 31. 501В таком способе используют связующее на основе лигносульфонатов всочетании с легкогорючими растворителями, в том числе светлыми нефте-55продуктами, а именно уайт-спиритомили бензином, лигносульфонаты исветлые нефтепродукты взяты в весовом соотношении соответственно1: 1, 33-2) 44) .,Одной йэ операций при изготовле-нии стержней и Форм является поджигание их с поверхности. Наличиеоткрытого пламени в условиях литейного цеха ограничивает воэможностиприменения данного способа ввиду 65 существующих требований по техникебезопасности, В то же время призамене операции поджигания стержнейи форм операцией сушки их в сушилке стержни и Формы характеризуются пониженной скоростью теплового отверждения и прочностью, а также повышенной газотворностью.Целью изобретения является повышение скорости отверждения и прочности и снижение газотворности стержней и форм.Для этого предлагается способизготовления литейных стержней иформ при использовании лигносульфонатов в качестве связующего, включающий приготовление смеси, формообразование и отверждение стержней иформ посредством тепловой обработки, который отличается тем, чтосвязующее на основе лигносульфонатов предварительно смешивают сосветлыми нефтепродуктами, а именноуайт-спиритом или бензином, с последующей тепловой обработкой стержней и форм при 275-325 ОС.Для осуществления предлагаемого способа предлагается связующеена основе лигносульфонатов и легколетучих растворителей - светлыхнефтепродуктов, а именно уайт-спирита или бензина, ингредиенты которого взяты в количественном соотношении соответственно 1:(0,025 Оф 125)При тепловой обработке лигносульфонаты конденсируются со светлыминефтепродуктами н образуют полимеры повышенной термостойкости,Повышенная термостойкость обуславливает возможность повышения температуры тепловой обработки стержнейи форм и увеличение тем самым скорости их отверждения.При конденсации лигносульфонатовсо светлыми нефтепродуктами в процессе тепловой обработки стержнейи форм отверждающаяся стеклообразная пленка связующего последовательно переходит иэ стеклообраэного ввысокоэластичное и вязкотекучее сос.тояния, а затем отверждается. Высокоэластичное и вяэкотекучее состояния обуславливают релаксацию напряжений, возникающих в пленке приудалении растворителя, тем самымпредотвращают растрескивание иотслаивание пленки и повышают прочность смесей. Снижение газотворностисмесей обусловлено повышением температуры отверждения стержней и форм.Смесь готовят путем предварительного смешивания светлых нефтепродуктов с лигносульфонатами, после чего полученную композицию вводятв огнеупорный наполнитель с последующим перемешиванием до требуемойпрочности смеси в сыром состоянии,699423 Т а б л,и ц а 1 Ингредиенты 4,2 5,62 5,64 5,65 0,70 7,6 0,42 0,14 1;0)125 1:1,81 1: 0,025 1: 0,075 Таблица 2 Компоненты 93,68 86,20 34,21 93,94 Песок кварцевый 6,32 11,82,0 6,06 5,79 Глина огнеупорная При снижении температуры отверждения стержней и форм ниже 275 вС скорость конденсации лигносульфойатов и перехода их в вязкотекучее состояние резко снижается, поэтому эффективность вводимых светлых нефте продуктов уменьшается, а повышение температуры выше 325 ОС нецелесообразно иэ-эа интенсивной деструкции связующего и снижения прочности смесей. 10При изменении выбранного соотношения ингредиентов связующего (лигносульфонатов и .светлых нефтепродуктов) вне указанных пределов 1: (0,025-0,125) снижаются скорость теплового отверждения и .прочность стержней и форм.П р и м е р. С использованием предлагаемых связующих (составы 1-31 и известного связующего (состав 41 пригота, ивают формовочные смеси 20 и описанным выше способом изготавливают стандартные образцы для проведения прочностных испытаний. Сульфитно-дрожжеваябражка (ОСТ 81-79-74) Уайт-спирит (ГОСТ 3134-52) Весовое соотношение междуСДБ и уайт-спиритом Связующее (сульфитнодрожжевая бражка + уайт-спирит) Составы связующих 1-4 приведены в табл. 1.Составы использовавшихся для испытаний смесей приведены в табл.2Образцы для прочностных испытаний ;месей 1-3 отверждают при ЗОООС в теение 30 мин, а смеси 4 - при 300 С в течение 15 мин. Результаты испытаний приведены в табл. 3.Из данйых табл. 3 следует, что способ, а также состав связующего согласно настоящему изобретению обеспечивают заданное повышение скорос,ти отверждения смеси и ее прочностиснижение гаэотворности. Кроме того, сокращается себестоимость смесей в 2-3 раза (по сравнению с известными) и улучшаются санитарно-гигиенические условия труда эа счет резкого сокращения количества легколетучего растворителя. Благодаря малой прочности в сыром состоянии облегчается уплотняемость смесей,в частности улучшаются условия для изготовления стержней пескодувным процессом. Содержание ингредиентов599423 Т а блица 3 Показатели Прочность на сжатие в одром состоянии, кгс/смф О к 062 Ою 060 О,15 Ою 064 ПрОчность на растяжение,кгс/Ом 11 ф 2 18,9 14 г 2 3,6 1,93 3,16 2 ф 36 Оф 68 0,03 Осипаемость, % 0,03 0,04 3,70 Скорость отверждения,кгс/см мин 10 6,31 20-2 к 5 4,72 2,40 Удельная газотворность,аюф/гФ связующего 097 0 ф 6-0,7 0,88 1,52 Корректор А, ференц Заказ 6514/2 Тираж 813 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5
СмотретьЗаявка
2367621, 24.05.1976
ЧЕЛЯБИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. ЛЕНИНСКОГО КОМСОМОЛА
ВАСИН Ю. П, СПАССКИЙ А. Е, РЫЖОВ П. П, ГЕЛЬБШТЕЙН Я. И, КИЧАНОВ В. А, СИДОРЕНКОВА Л. А, ВАНСОВИЧ Э. А, КОБЗАРЬ В. Е
МПК / Метки
МПК: B22C 9/12
Метки: использовании, качестве, лигносульфонатов, литейных, связующего, состав, стержней, форм
Опубликовано: 23.07.1983
Код ссылки
<a href="https://patents.su/4-599423-sposob-izgotovleniya-litejjnykh-sterzhnejj-i-form-pri-ispolzovanii-lignosulfonatov-v-kachestve-svyazuyushhego-i-sostav-svyazuyushhego.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления литейных стержней и форм при использовании лигносульфонатов в качестве связующего и состав связующего</a>
Связующее для изготовления литей-ных форм и стержней

Номер патента: 833351
Опубликовано: 30.05.1981
Авторы: Васин, Дедюхин, Каршенштейн, Сухарева, Тушев
МПК: B22C 1/16
Метки: литей-ных, связующее, стержней, форм
...секло М,5 плотностью1,5 г/см ГОСТ 13078-67 40. С применением связующего составовсоответственно табл. 1 готовят смеси, состав и физико-механические итехнологические свойства которых, приведены соответственно в табл. 3 45:и 4. Таблица 3 Я Ингредиенты2 Внешний видПлотность Г/ВЯзкость по Впри 20 ОСсрН, ед.Срок хранения Однородная мас белого цветам 1,18 1,21 1 5 92 92 есок 1 КО,0 6 ее ме яз листирола в органическом растворителе 25-44Жидкое стекло ОстальноеПродукт обработки высокомолекулярных моно- и диалкилфенолов окисьюэтилена, марки ОПили ОП, выпускаемый по ГОСТ 8433-57, является неионогенным поверхностно-активным веществом (ПАВ). При ввЕдении ПАВа менее 5 смесь расслаивается, т.е. она не устойчивая; более .6 - у смеси резко возрастает...
Способ изготовления литейных стержней и форм

Номер патента: 1445850
Опубликовано: 23.12.1988
Авторы: Ипатов, Малолетков, Пригода
МПК: B22C 9/12
Метки: литейных, стержней, форм
...размерной точности стержней (Форм). установлено, что оптимальной является температура, превышающая температуру плавления нли каплепадения термопластического материалана 20"30 С, а оптимальной толщинойпропитки является слой 0,3-1,0 мм.Для стержней или Форм, изготовленных по горячим ящикам или продувкой сжатым горячим воздухом с Т=180- о200 С, операцию окунания следуетосуществлять после охлаждения стержней до температуры ниже температурырасплава, т.е. до 20-60 С. Это необходимо. для того, чтобы термопластичный материал мгновенно после пропиткизатвердел в теле стержня, охлаждаясьи не размягчая поверхность стержня(Формы).П р и м е р, Стержни, изготовленные иэ ХТС на основе жидкого стекла,.технических лигносульфонатов и АХФСпредлагаемым...
Противопригарное покрытие для литейных форм и стержней

Номер патента: 863143
Опубликовано: 15.09.1981
Авторы: Карпенко, Карписонов, Распопин, Святкин
МПК: B22C 3/00
Метки: литейных, покрытие, противопригарное, стержней, форм
...обеспечивает значительное повышение его40 термостойкости и получение неокисленной поверхности на отливках, Содержание борноддкислоты в ддокрытиии обуславливается ее ограниченной растворимостью в коллоидномрастворе,45Применение полибутилтитаната (ТУ 6.09-2647-75) обеспечивает повышение влажности,кроющей способности и термостойкости краски. В состоянии пддставки полибутилтитанатпредставляет собой прозрачную жидкость отсветложелтого до коричневого цвета с содержа.нием сухого остатка 45 - 55 вес.% плотностью1,01 - 1,06 г/см .Метилоксипропилцеллюлоза используется соследующими характеристиками: содержание55 метоксильных групп 19 - 29% (степень замещения 140 - 170) и опроксильных групп 4 - 12% (степень замещения 10 - 28), а вязкость...
Самотвердеющее противопригарное покрытие для литейных форм и стержней

Номер патента: 865481
Опубликовано: 23.09.1981
Авторы: Александрова, Глазкова, Давыдов, Кубасова, Овечко, Сокортова
МПК: B22C 3/00
Метки: литейных, покрытие, противопригарное, самотвердеющее, стержней, форм
...с сохранением его структуры обеспечивает не только нысокую прочность покрытия, хорошую кроющую способность и высокую седиментационную устойчивость суспенэии, но и достаточно .высокую скорость отверждения, 40 а также. позволяет сохранить требуемую термостойкость покрытия (1000-1100 дС).указанноесоотношение полифосфата калия и хлорида натрия обеспечивает получение прочного отвердевшего слоя 4 и высокую степень сцепления его с поверхностью Форм и стержней, что способствует упрочнению этой поверхности.В качестве огнеупорного наполни- Я теля можно использовать пылевидный кварц, графит, цирконовый концентрати др., а также их смеси.Технология приготовления противопригарного покрытия сводится к механическому смешению исходных материалов в...
Способ изготовления литейных форм и стержней

Номер патента: 1172148
Опубликовано: 23.05.1992
Метки: литейных, стержней, форм
...Масло машинное 0,3Значение х выбирали в интервалеСостав гидратного связующего Масенко:Тринатрийфосфат4% двенадцативодный 52Вода 6Жидкое стекло 42Контролировали следующие свойстваЯ смеси: поверхностную прочность, характеризуемую потерей массы образца(диск диаметром 50 и толщиной 15 мм)отвержденного в течение 5 мин при210 ОС, после истирания его падающейс Высоты 500 мм металлической дробьюсыпучесть, характеризуемую. высотой .конуса смеси и диаметром основания,образующегося при свободной насыпке смеси.11721Свойства смеси определяли регуляр-.но с момента изготовления смеси,Смесь хранили в открытой таре ровным слоем толщиной 200 мм при температуре 20 С и влажности воздуха 60.Обработку смеси проводили после еехранения, при котором...
Предыдущий патент: Способ очистки дистиллята древесной смолы
Следующий патент: Теплообменник
Случайный патент: 266486