Способ определения параметров поверхностей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
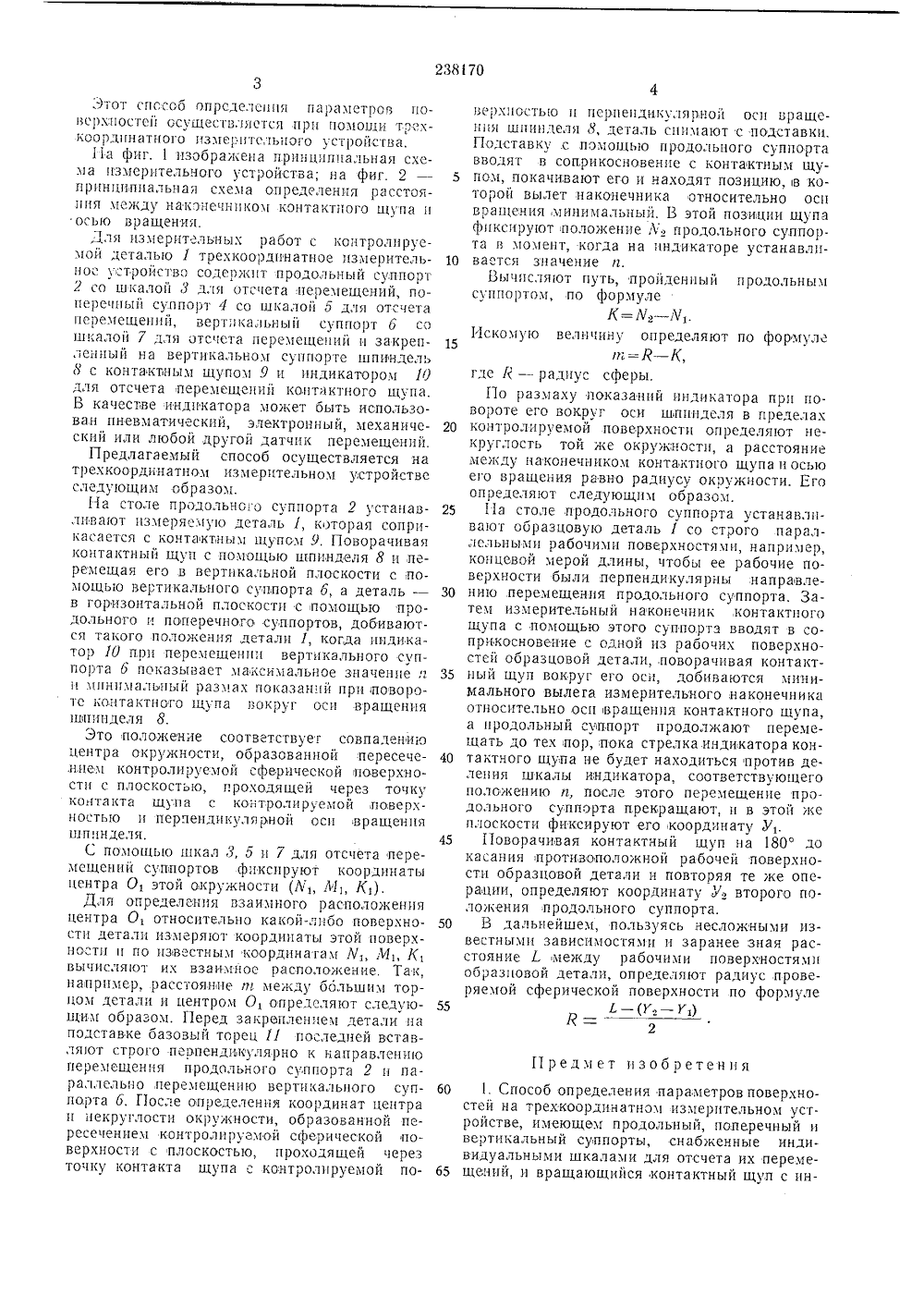
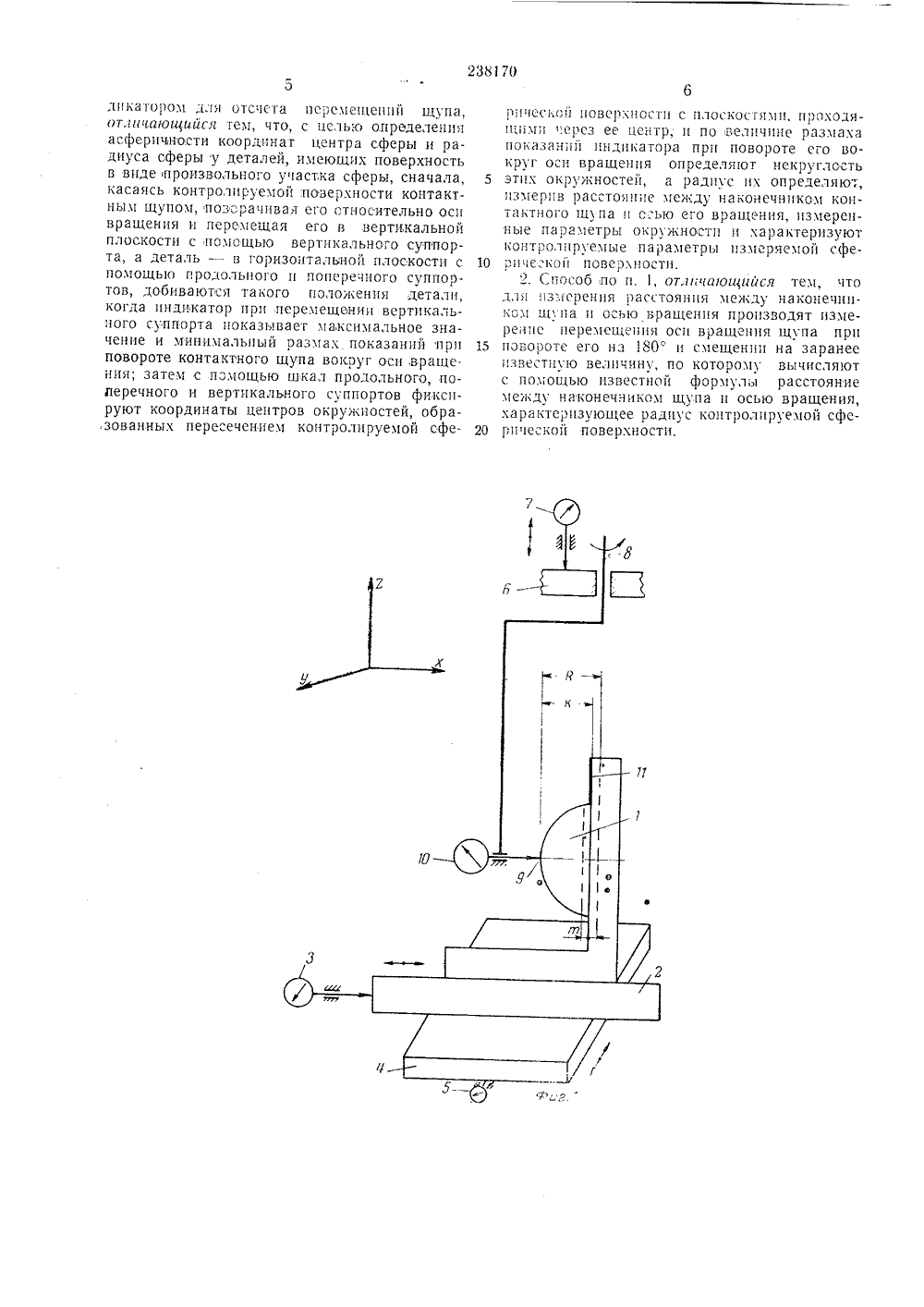
Г,г -го ОПИСАНИЕ ИЗОБРЕТЕНИЯ 238170 Со 1 оз Советских Социалистических РеспубликК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ виспмое от авт, свидетельстваи 42 Ь 12/О влено 22.7,1967 ( 11 380/25-2 аявк 1 присоединенириоритет ЧПК С 0 Комитет по деламизобретеиий и открытипри Совете МинистровСССР УЛК 531,717.7:531.0.1969 Опубликова Дата опубликования описания 24 Х 11.196 авторыгзобретения. Щербаков и А, Б. Линд 3 аявител ПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ПОВЕРХНОСТЕ 5 Описываемый с ного также и тем,нпя между накоп щения производят вращения щупа п О смещении на зара которому вычисля формулы расстоя щупа и осью вра дпус контролпруе 25 сти.пособ отличает что для пзмер ечнпком щупа измерение пер рп повороте ег нее известную от с помощние между щения ;аракте 1 ой сферпчсск ся от известения расстояи осью враемсщенпя осп о на 80 и вечичпну по ью известной наконечником рпзтчощее раоп поверхноГ 1 редлагемы 11асферпчность, крадиуса сферыность в виде про пособ позволяет определять ординаты центра сферы и деталей, имеющих поверх 1 звольного участка сферы. Известен способ определения параметров поверхностей на трехкоординатном измерительном устройстве, имеющем продольный, поперечный и вертикальный суппорты, снабженные индивидуальными шкалами для отсчета их перемещений, и вращающийся контактный щуп с индикатором для отсчета перемещения щу 1 па.Однако известный способ не позволяет определять асферичность, координаты центра сферы и радиуса сферы у деталей, имеющих поверхность в виде произвольного участка сферы.Предлагаемый способ отличается от известного тем, что для спределенпя асферичности координат центра сферы и радиуса сферы у деталей, имеющих поверхность в виде продольного участка сферы сначала, касаясь контролируемой поверхности контактным щупом, поворачивая его относительно оси вращения и перемещая его в вертикальной плоскости с помощью вертикального суппорта, а деталь - в горизонтальной плоскости с помощью продольного и поперечного суппортов, добиваются такого положения детали, когда индикатор при перемещении вертикального суппорта показывает максимальное значение и минимальный размах показаний при 1 повороте контактного щупа вокруг оси вращения; затем с помощью шкал продольного, поперечного и вертикального суппортов фиксируют координаты центров окружностей, образованных пересечением контролируемой сферической поверхности с плоскостями, проходящими 5 через ее центр, и,по величине размаха показаний индикатора при повороте его вокруг оси вращения определяют,некруглость зтпх окружностей, а радиус их определяют, измерив расстояние 1 ея(д наконсч 11 иком контактного О щупа и осью его вращения, измеренные параметры окружностей и характеризуют контролируемые параметры измеряемой сферической поверхности.Этот спссоо Определения па 1)амет 1)оя ПОВО 1)ыостсп Осущестляется прц помощи трехкоординатного измерите,1 ьцого устройства,11 а фиг. 1 изображена принципиальная схема измерительного устройства; на фиг, 2 принципиальная схема определения расстояния между накнечнцком контактного щупа и осью вращения.Для измерительных работ с контролируемой деталью 1 трехкоординатное цзмерительное устройство содергкцт продольный суппорт 2 со шкалой 8 для отсчета перемещений, поперечный суппорт 4 со шкалой 5 для отсчета перемещений, вертикальный суппозт 6 со шкалой 7 для отсчета перемещений и закреплеццэЙ на вертикальном суппортс шпиндель 8 с контактным щупом 9 ц индикатором И для отсчета перемещений контактного щупа. В качестве индикатора может быть использован пневматический, электронный, механический или любой другой датчик перемещений.Предлагаемый способ осуществляется на трехкоординатном измерительном устройстве следующим образом.Иа столе продольного суппорта 2 устанавливают измеряемую деталь 1, которая соприкасается с контактным щупом 9. Поворачивая контактный щуп с помощью шпинделя 8 и перемещая его в вертикальной плоскости с помощью вертикального суппорта 6, а деталь - в горизонтальной плоскости с помощью продольного и поперечного суппортов, добиваются такого положения,детали 1, когда индикатор 10 прц перемещении вертикального суппорта 6 показывает максимальное значение,г ц минимальный размах показаний при повороте контактного щупа округ оси вращения шпш 1 деля 8.Это положение соответствует совпадению центра окружности, образованной пересече,нием контролируемой сферической поверхности с плоскостью, проходящей через точку ко 1 такта щупа с контролируемой поверхностью ц перпендикулярной осц вращения шпинделя.С помощью шкал 8, 5 ц 7 для отсчета перемещений суппортов ф 1 гксируют координаты центра О, этой окружности (Л Л 1 К,).Для определения взаимного расположения центра О, относительно какой-либо поверхности детали измеряют координаты этой поверхности ц по известным координатам Лг М К, вычисляют их взаимйос расположение. Так, например, расстояние ггпу между большим торцом детали и центром О, определяют следующим образом. Перед закреплением детали на подставке базозый торец 11 последней вставляют строго перпендикулярно к направлени 1 о перемещения продольного суппорта 2 и параллельно перемещению вертцкальцого суппорта 6, После определения координат центра и цекруглости окружности, образованной пересечением контролируемой сферической поверхности с плоскостью, проходящей через точку контакта щупа с контролируемой по ерхцостью и церпецдику,гярной осц ращении шпинделя 8, деталь сццмают с подставки, Подставку .с помощью продольного суппорта вводят в соприкосновение с контактным щупом, покачивают его и находят позицию, 1 в которой вылет наконечника относительно осц вращения минимальный. Б этой позиции щупа фиксируют положение У продольного суппорта момент, когда на индикаторе устанавливается значение гг.Вычисляют путь, пройденный продольным суппортом, по формулеК = У - Лгг.Искомую величину определяют по формулеггг =Я - К,где 1 - радиус сферы.По размаху показаний индикатора прц повороте его вокруг оси шпинделя в пределах контролируемои поверхности определяют не- круглость той же окружности, а расстояние мегкду наконечником контактного щупа и осью его вращения равно радиусу окружности. Его определяют следующим образом,11 а столе продольного суппорта устанавлпвают образцовую деталь 1 со строго параллельными рабочими поверхностями, например, концевой мерой длины, чтобы ее рабочие поверхности были перпендикулярны напраленив перемещения продольного суппорта, Затем измерительный наконечник контактного щупа с помощью этого суппортз вводят в соприкосновение с одной из рабочих поверхностей образцовой детали, поворачивая контактный щуп вокруг его осц, добиваются минимального выле га измерительного,н а кон ечн и ка относительно осп вращения контактного щупа, а продольный суппорт продолжают перемещать до тех пор, пока стрелка индикатора контактного щупа не будет находиться против де. лен ия шкалы индикатора, соответствующего положению гг, после этого перемещение продольного суппорта прекращают, и в этой жс плоскости фиксируют его координату У,.Поворачивая контактный щуп на 180 до касания противоположной рабочей поверхности образцовой детали и повторяя те же операции, определяют координату У второго положения продольного суппорта.В дальнейшем, пользуясь несложными известнымц зависимостями и заранее зная расстояние 1. между рабочими поверхностямц образцовой детали, определяют радиус проверяемой сферической поверхности по формуле(2 )1)2 60 65 5 10 15 20 25 30 35 40 45 50 55 Предмет изобретен ия1. Способ определения параметров поверхностей на трехкоординатном измерительном устройстве, имеющем продольный, поперечный и вертикальный суппорты, снабженные индивидуальными шкалами для отсчета их перемещений, ц вращающийся контактный щуп с ин 2381 70дикатором л отсчета переменеиий щупа, от,кающийся тем, что, с цсль:о определенгя асферичности координаг центра сферы и радиуса сферы у деталей, имеющих поверхность в виде произвольного участка сферы, сначала, касаясь контролируемой поверхности контактным щупом, позсрачивая его относительно оси вращения и перемещая его в вертикальной плоскости с помощью вертикального суппорта, а деталь - в горизонтальной плоскости с помощью продольного и поперечного суппортов, добиваются такого положения детали, когда индикатор при перемещении вертикального суппорта показывает максимальное значение и минимальный размах показаний при повороте контактного щупа вокруг оси,вращения; затем с помощью шкал продольного, поперечного и вертикального суппортов фиксируют координаты центров окружностей, обра,зованных пересечением контролируемой сферичсскси иоверхнссги с плоскостями. прсходяпьими .ерсз ее центр, и пс величине размаха показании индикатора при повороте его Вокруг оси вращения определяют некруглссть 5 этик окружностей, а радиус их определяю;,измерив расстояние между наконечником контактного ш па и с:ью его вращения, измеренные па 1)аметры окружности и харатеризуют контролируемые параметры измеряемой сфе риче;кой поверхности.2. Способ по и. 1, от.иающися тем, чтодл из.,среиия расстояния между наконечником шуца и осью вращения производят измереис перемещения оси вращения щупа при 15 псворотс его на 180 и смещении на заранееизвестную величину, пс которому вычисляют с помощью известной формулы расстояние между наконечником щупа и осью вращения, характеризующее радиус контролируемой сфе ри еско поверхности.Заказ 1613111 Тираж 480 ПодписноеЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССРМосква, Центр, пр. Серова, д. 4Типография, пр. Сапунова, 2
СмотретьЗаявка
1157380
А. А. Щербаков, А. Б. Линд
МПК / Метки
МПК: G01B 5/22
Метки: параметров, поверхностей
Опубликовано: 01.01.1969
Код ссылки
<a href="https://patents.su/4-238170-sposob-opredeleniya-parametrov-poverkhnostejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения параметров поверхностей</a>
Станок для чистки чугунного литья (полых изделий с поверхностью тел вращения) от песка при помощи щеток

Номер патента: 6652
Опубликовано: 29.09.1928
Автор: Семенкович
МПК: B22D 31/00
Метки: вращения, литья, песка, поверхностью, полых, помощи, станок, тел, чистки, чугунного, щеток
...стоек я и б, из которых первая укреплена на столе, на котором производится очистка, а вторая укреплена внизу камеры в, где проходят вытяжная труба эксгаустора и шкив с ремнем, которые вращают пустотелый вал в, надетый на стойку б и вращающий решетчатый столик е с очищаемым предметом,Обе стойки снабжены лекал ьными щетками г, по фигуре очищаемого предмета, состоящими из рода крыльев с металлическими прутками. Очищаемая отливка я помещается так, что наружной своей стороной прилегает к первой неподвижной щетке, а внутренней - ко второй. Стойки и очищаемый предмет покрываются колпаком д, снизу соединенным с вытяжной трубой эксгаустора, которым и вытягивается вся пыль. Данный комплект щеток предназначается для массовой очнсткп известной...
Раствор для травления поверхности черных. 1еталлов перед контактным меднением

Номер патента: 404908
Опубликовано: 01.01.1973
Авторы: Авторы, Антонов, Городыский, Мартыненко, Свецинский
МПК: C25D 3/02, C25D 5/36, C25F 3/06
Метки: 1еталлов, контактным, меднением, поверхности, раствор, травления, черных
...я Вчеиис.111 н тогляссгПОрытис тОл 1 цииои 2 гк.Предмет 1 зобрстсиияР 11 с т 30 р д,1 51 т я 3) е и и 51 и 013 с)и О ст и ч с р и ь 1 хмсчгяс 1,ОВ псрс; соитяктиь 1) мсдис.нисм, со;срж)11 ций серную 1 сислотм с дООявкои иигиоитоя, ог.гиаюггггггся тем, что, с волью поВЫШСИИ 5 ТОЛИИВЫ ИОКРЬТИ 51 И С 0 КяЕСТ 311,О В сост)В )ястВОр 1 В 13 едеи пс рсульсят аммонияя, я В кя еспс ингиоиторя использованамочсциия при следующем содержании компоиситов, г,г:Серная кислота5 Персульфят аммония.)1 очсВиЯстл я От 1502100,5 - 50,2 - 2 4 нситут общей и неоргани 11 зобрстсиис относится и предварительной подготогкс поверхности черных металлов перед нанесением гокрытий.1 Лзвестси раствор для травления поверхности черных металлов перед контактным медиеиисм,...
Способ отбора проб с водной поверхности с помощью вертолета
Номер патента: 1605750
Опубликовано: 30.08.1994
МПК: G01N 1/10
Метки: вертолета, водной, отбора, поверхности, помощью, проб
СПОСОБ ОТБОРА ПРОБ С ВОДНОЙ ПОВЕРХНОСТИ С ПОМОЩЬЮ ВЕРТОЛЕТА, включающий подлет и зависание вертолета над местом отбора пробы, выпуск троса внешней подвески с пробоотборником, опускание пробоотборника на водную поверхность за счет снижения вертолета и подъем пробоотборника, отличающийся тем, что, с целью повышения достоверности пробы, выпуск троса внешней подвески осуществляют до подлета вертолета к месту отбора пробы, опускание пробоотборника на водную поверхность производят одновременным довыпуском троса внешней подвески и вертикальным снижением вертолета, а подъем пробоотборника с пробой производят уборкой троса внешней подвески с одновременным вертикальным набором высоты.
Устройство для размерной настройки щупа гидрокопировального суппорта

Номер патента: 1106636
Опубликовано: 07.08.1984
Автор: Якимов
МПК: B23Q 35/36
Метки: гидрокопировального, настройки, размерной, суппорта, щупа
...винтулимб для регулирования положенияштока, на внутренней поверхностикорпуса выполнена микрометрическаярезьба для упомянутого винта, причемпоследний и лимб жестко связаны между собой и выполнены с сооснымн сквозными осевыми отверстиями, подпружиненный шток выполнен в виде цанги, упругие лепестки которой расположены вцилиндрической полости корпуса, акорпус цанги размещен в соосных,осевых отверстиях винта и лимба, причемосевое отверстия винта имеет участок с конической поверхностью длявзаимодействия с упругищн лепестками цанги.Устройство снабжено запорным кольцом, установленным над кольцевымбуртиком, который выполнен в цилиндрической полости корпуса,На чертеже изображено устройстводля размерной настройки щупа...
Устройство для автоматического забора проб частиц аэрозолей, выпадающих на земную поверхность, при помощи покрытой красителем или липким составом ленты

Номер патента: 111868
Опубликовано: 01.01.1958
Автор: Хайдин
МПК: G01N 1/22
Метки: аэрозолей, выпадающих, забора, земную, красителем, ленты, липким, поверхность, покрытой, помощи, проб, составом, частиц
...полного оборота гс.дсмсгс ВялРкя 10 контякы ряз.ы.каются и мотор Вь 1 кл 1 очастся. Од.10го оборота ведомого вяли 1 ся 0 дос-аточно, чтобы сменить ироэкспснированвый участок лептььМежду кадрами оставляется промежуток, в котором для раздсден 11 лкадров делаетсл вырез клиновидным выступом, укрепленным на ведомом валике,Лля избежания бо 7 ьНих токсв Вцепи часовых контактов 11 устансв.лено промеГкуточнсе реле 1 с;.Для срочной остановки приборав его электроцепи устанозлен тумблер 17, отключаюпсий питание устройства.Для остановки контактного сектора 10 при свободно.д вращенииведомого валика устансвлен стопор 18.При улавливании капель дождлна устройство устанавливается насадка сс итс.; Н 1 м зят,0701, обспечивяюн 1 РГ зядяпну 10 эксисзп 11...
Предыдущий патент: Способ измерения толщины тонких пленок в процессе их изготовления
Следующий патент: Пневматический дифференциальный эжекторный датчик для измерения малых линейных величин
Случайный патент: 198963