Способ изготовления длинномерных профильных изделий из композиционных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 2001772
Авторы: Александров, Блинов, Ознобишин, Полушин



Текст
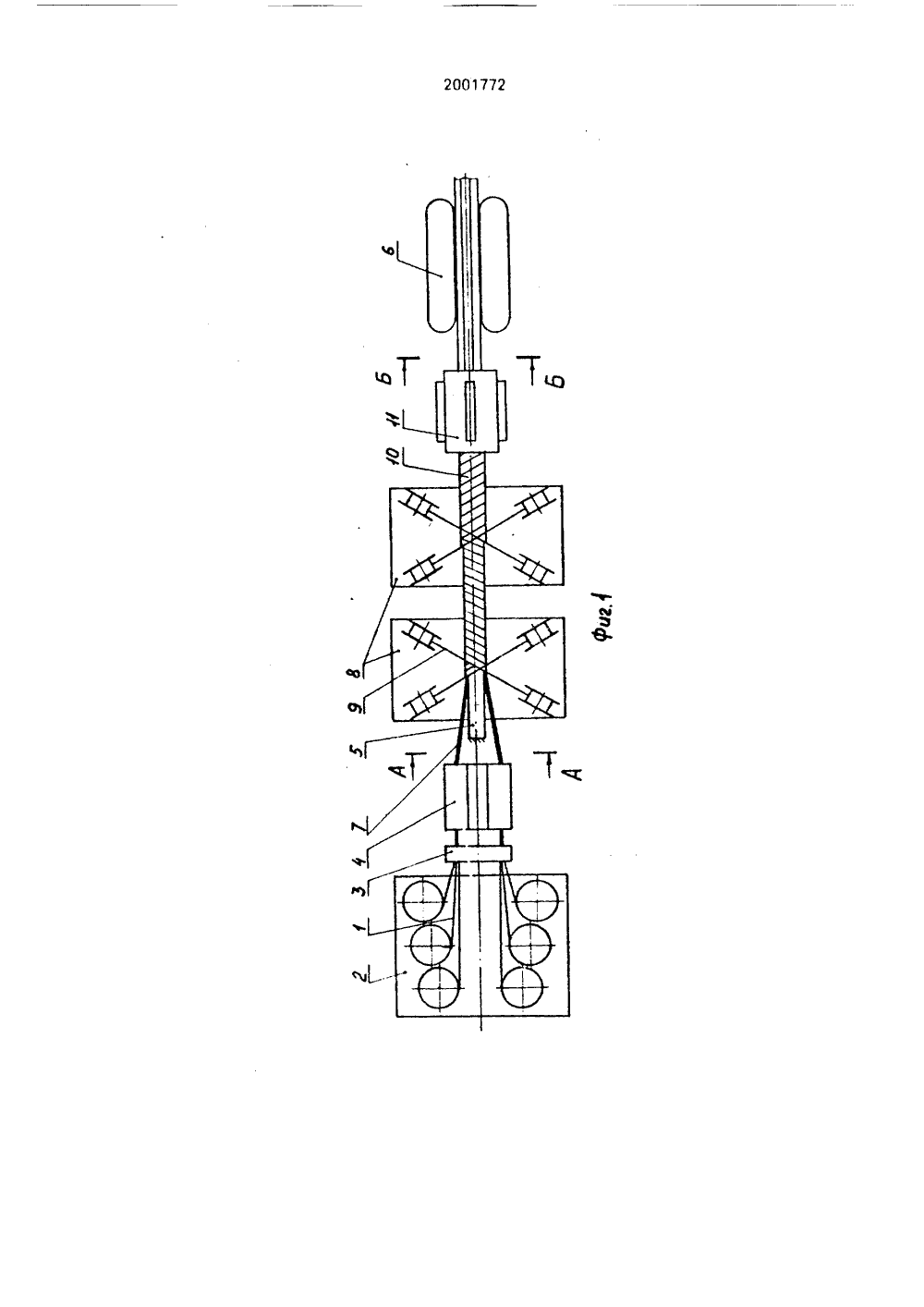
(51) 5 В 29 С 55 30 В 29 С 43 20 Комитет Российской Федерации по патентам и товарным знакам Щ)Г, . "11 КЛ ОПИСАНИЕ ИЗОБРЕТЕНИЯ ".,", 1:щц К ПАТЕНТУ М СР 4 ЬЭ(71) Уральский филиал Центрального научно-исследовательского института материаловедения(4) СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТ ЕРИАЛОВ(57) Иаюльзование: переработка лолимерных композиционных материалов. Сущность изобретения. продольный материал пропускают со шлулярника через решетку, фильеру вдоль оправки и закрелляют в тянущем механизме. При лролускании материала через первую фильеру осуществляется частичное расплавление связующего, уплотнение материала и его монолитиэация,т.е. предварительное формование заготовки. Затем ее обматывают поперечным материалом. Полученную профильную заготовку деформируют во второй фильере относительно предварительно сформованных элементов и оправки до получения заданного сечения 4 ил.001772 50 И обретение относится к технологии переработки кплфпозициснных материалов, в частности к изготовлению длинномерных профильных иэделий различных типов,Известен способ формования профильн гх изделий путем укладки на оправку длинномерного армирующего ма 1 ериала, деформирование заготовки наружным обжатием и отверхсдения,Известный способ не обеспечивает сохранения структуры армирующего материала в результате деформирования по толщине,Известен способ изготовления профильных изделий иэ композиционного материала, включающий послойное формование на оправке заготовки на часть ее толщины, фиксацию ее формы, укладку верхних слоев, деформирование заготовки по форме изготавливаемого изделия с последующим отверждением,В известном способе фиксируют форму иэделия при частичном отверждении заготовки, сформованной на часть толщины, на которую укладывают верхние слои, и осуществляют относительно нее деформирование всей заготокки Это частично се,раняет структуру заготовки по толщине, по пои деформировв;гии всей эагстоьквозмох;чо смегц: ;е волокон. йек.ю изобретения является г овышегиев к: от в и" дел ой.Постаелснная цель достигаетсч тем, что в способс; Бключающем послпйное формование .,а оправке заготовки на часгь ее толщины. фиксацию ее формы, укладки вер,них славь, дефор гирсаание заготовки по форме изготавл 1 ваемого иэделия с последу о цим огерждением, согласно изобретению. фиксацию части толщины заготовки ссуществля,ст с ее предеарительФормула изобретения СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННО- МЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, включающий пег юйное формирование на оправке заготовки на часть ее толщины, фиксацию ее формы, укладку верхних слоев, деформирование заготовки по форме изготавливаемого изделия с последующим 5 10 15 20 25 30 г ным дефс рмирпванием согласно форме иэгставли,асмсго изделия,На фиг,1 дана схема изготовления длин- номерных профильных изделий; на фиг.2 - разрез А-А на фиг,1, (предварительно сформованный элемент): на фиг.3- разрез Б-Б на фиг.1 (огоаое изделие); на фиг.4 - некоторые из возможных вариантов готовых изделий, полученных заявляемым способом.Способ осуществляют следующим образом,Гродольный материал 1, например нити, со шпулярника 2 пропускают через решетку 3, фильеру 4 вдоль оправки 5 и закрепляют на тянущем механизме 6. Включают тянущий мсханизм 6 и, протягивая продольный материал 1 через фильеру 4, где происходит части ,ное расплавление термопластичного связующего, уплотнение материала и его монолитиэация, осуществляют предварительное формование элемента 7, Далее с помощью обмотчиков 8 элементы 7 обматывают поперечным материалом 9 в требуемое количество слоев, Полученную таким образом полую профильную заготовку 10 деформируют и окончательно формуют в фильсре 11 относительно предварительно сформованных элементов 7 и оправки 5 до и лученков зад; нного се ",ния профиля готокого иэделия 12Благодаря такому дефсрмированию повышается равномерность укладки армирующсго материала в длин омерных профильных участках, точность геометрического профиля получаемого изделия и соответсгвеннс повышается качество изделий,(56) Андрсев Г,Я, и др, Изготовление стеклопластика цх труб, Изд, Харьковского университета. 1964, с. 49,Авторское свидетельство СССРИ. 153560, кл. В 29 С 55/30, 1963. отверждением, отличающийся тем, что, с целью повышения качества иэделий, фикса,ию части толщины заготовки осуществ-ляют с ее предварительным деформированием согласно форме этой части в изготавливаемом иэделии, на кото-, рую укладывают верхние слои, причем деформироьание всей заготовки производят относи ельно зэфиксированной ее час-. ти.2001772 ФУФЗ Составитель М.ОсиповаТехред М.Моргентэл Корректор Е Лап ктор Г.Яковлева Тираж Подписно НПО "Поиск" Роспатента 113035,Москва,Ж. Раущскаю наб., 4/5
СмотретьЗаявка
5005993, 21.10.1991
Уральский филиал Центрального научно-исследовательского института материаловедения
Александров Вячеслав Максимович, Полушин Александр Юрьевич, Ознобишин Николай Власович, Блинов Владимир Михайлович
МПК / Метки
МПК: B29C 43/20, B29C 55/30
Метки: длинномерных, композиционных, профильных
Опубликовано: 30.10.1993
Код ссылки
<a href="https://patents.su/4-2001772-sposob-izgotovleniya-dlinnomernykh-profilnykh-izdelijj-iz-kompozicionnykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления длинномерных профильных изделий из композиционных материалов</a>
Форма для изготовления маканых изделий
Номер патента: 1775957
Опубликовано: 10.09.1995
Авторы: Бугров, Крылов, Меньшиков, Цейц
МПК: B29C 41/14, B29C 41/40
1. ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МАКАНЫХ ИЗДЕЛИЙ, содержащая формодержатель, вертикально расположенный сердечник, конический сердечник и изогнутый стержень, одним концом связанный с коническим сердечником, а вторым концом с вертикально расположенным сердечником, отличающаяся тем, что, с целью расширения технологических возможностей формы, вертикально расположенный сердечник выполнен в виде двух параллельно расположенных стержней, соединенных манжетой в нижней части и пружиной в верхней части, а изогнутый стержень связан концом с одним из параллельных стержней.2. Форма по п. 1, отличающаяся тем, что изогнутый стержень смонтирован в соосных отверстиях, которые выполнены в манжете и одном из параллельных стержней.
Устройство для контроля формы режущей части сверла

Номер патента: 1795257
Опубликовано: 15.02.1993
МПК: G01B 3/14
Метки: режущей, сверла, формы, части
...Б на фиг, 2; на фиг, 4. - шаблон с выполненными призмами на его цетырех гранях; на фиг, 5 - сверло двойной заточки, внутренний угол которого больше угла шаблона; на фиг, 6 - то же, внутренний угол которого меньше угла шаблона, на фиг. 7- то же, внутренний угол которого соответствует углу шаблона; на фиг. 8 - сверло двойной затоцки, внешний угол которого больше угла шаблона; на фиг. 9 - то же, внешний угол которого меньше угла шаблона; на фиг, 10 - то же, внешний угол которого соответствует углу шаблона; на фиг. 11 - сверло; основные рекущие кромки которого выполнены с биением "е",Устройство содержит корпус 1 с базирующей призматической поверхностью, шаблон 2 для измерения угла при вершине с измерительными поверхностями 2 р и 2 уо,...
Форма для изготовления вспененных изделий

Номер патента: 895695
Опубликовано: 07.01.1982
Авторы: Агарев, Анисимов, Горелов, Казьмин, Кудряшов, Локтионова, Судзиловский, Фоменко
МПК: B29D 27/00
Метки: вспененных, форма
...1) вручную смазывается кремнийорганической жидкостью ГКЖ"94 или раствором хозяйст" венного мыла для снижения коэффициента трения между иэделием и металлической Формой, т,е. для облегчения выгрузки изделий. Затем крышку 28 закрывают и подают в коллектор (паровую камеру) 16 через патрубок 17 пар, который проходит через паровую рубашку 14 (см. поперечный разрез формыфиг, 2) и ее перфорацию 13, перфорацию 2.1, днище 20, перфорацию стакана 18 и отверстия .19. Попадая в камеру95 6холодильного трубопровода до диаметра 350 мм и длиной изоляционных элементов 1000 мм, Охлаждение форм(и иэделий) осуществляется следующимобразом. Через патрубки 23 (см.фиг.3)подается холодная вода, которая одновременно поступает и в водяную рубашку 22, и в кольцевую...
Форма для изготовления строительных изделий

Номер патента: 1590384
Опубликовано: 07.09.1990
Авторы: Ваганов, Конкин, Мещанинов, Ушаков
МПК: B28B 7/04
Метки: строительных, форма
...или подобную смесь. Щитки 28 откидывают и форму закрывают герметизирующей крышкой 4, При этом профильные кромки 26 и 27 входят в выемки 25, обеспечивая, после окончательного закрепления крышки 4, надежную герметизацию формы.Щитки 28 устанавливают в вертикальное положение, при котором кронштейны 29 щитков входят в зазор между упорами 31, В отверстия 32 упоров 31 и соосные им отверстия 30 кронштейнов 29 вставляют клинья 33, с помощью которых осуществляют фиксацию и уплотнение крыш. ки 4 относительно кожуха 6. Вакуум-полость 8 крышки 4 с помощью патрубка 39 соединяют с источником вакуума. Под действием тепла, выделяемого бетонной смесью в полости между формой и кожухом 6, создается температура, близкая к температуре бетонной смеси. До...
Форма для изготовления железобетонных изделии

Номер патента: 362694
Опубликовано: 01.01.1973
Авторы: Величко, Вител, Златоверов, Ковалев, Либерман, Мышкина
МПК: B28B 7/04
Метки: железобетонных, изделии, форма
...на фиг. 2 - шарнир, в разрезе; на фиг. 3 - то же, вид сбоку.Форма состоит из поддона 1 с жестко прикрепленными к нвму шарнирами 2, поворотная часть 3 которых выполнена с горизонтальными пластилинами 4, к которым прикреплены борта 5. Шарниры 6 служат только для фиксации и поворота бортов. Горизонтальные пластины 4 выполнены с жестко прикрепленными к ним втулками 7, имеющими круглое отверстие 8 и паз 9, ширина которого меньце диаметра отверстия. 2К каждому борту 5 приварена пластина 10не меньше, чем с двумя штырями, причем один штырь 11 входит в отверстие втулки, а второй штырь 12 меньшего диаметра выпол нен с лысками 13, входящими в паз 9 втулки7 и фиксирует борт в направлении, перпендикулярном его длине, причем остальные штыри 14 борта...
Предыдущий патент: Способ изготовления изделий переменного сечения
Следующий патент: Устройство для формования полимерных листовых материалов
Случайный патент: Устройство для раскалывания камней