Способ торможения усталостных трещин в листовом материале
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1787732
Авторы: Несговоров, Тюнин

Текст
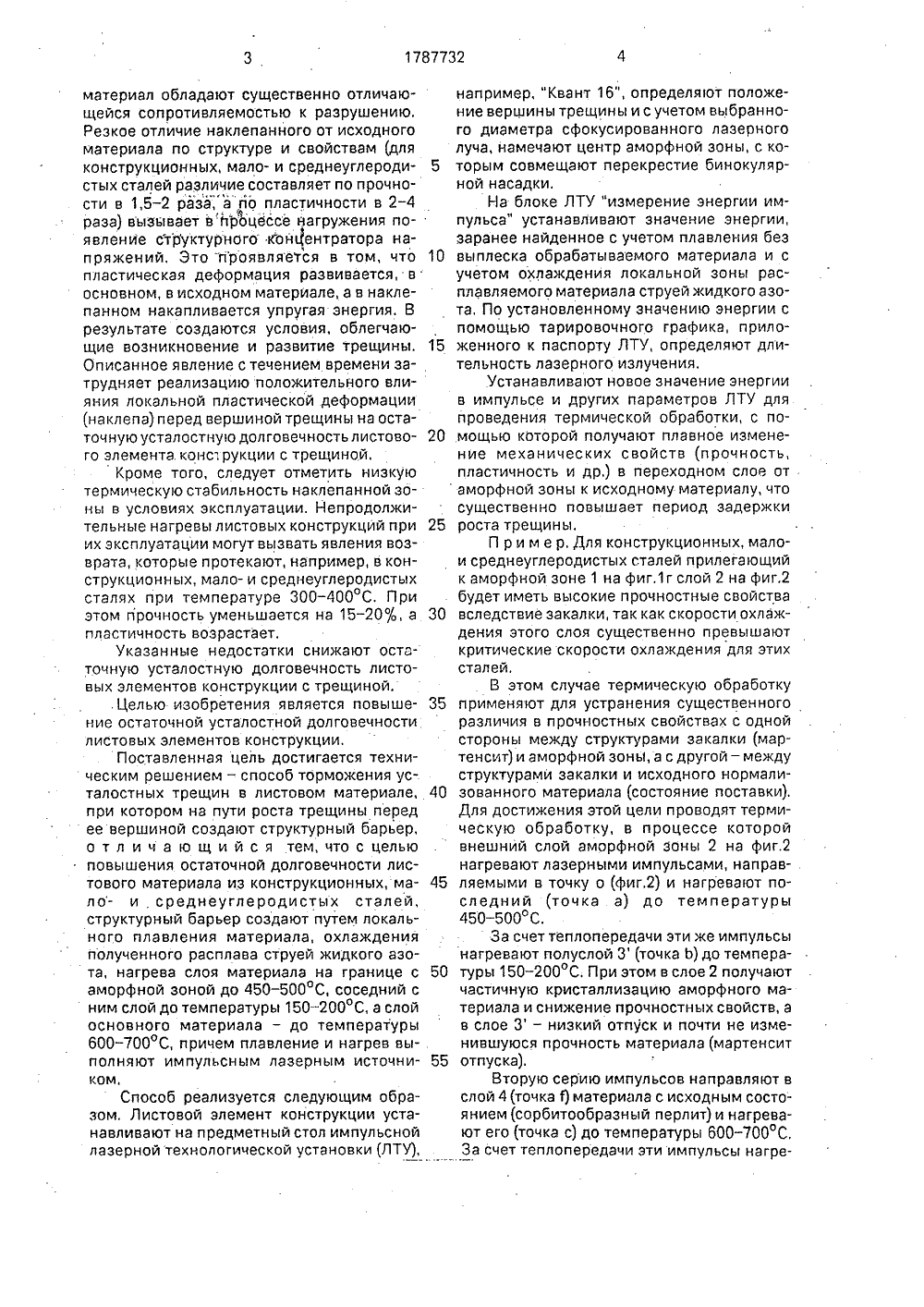
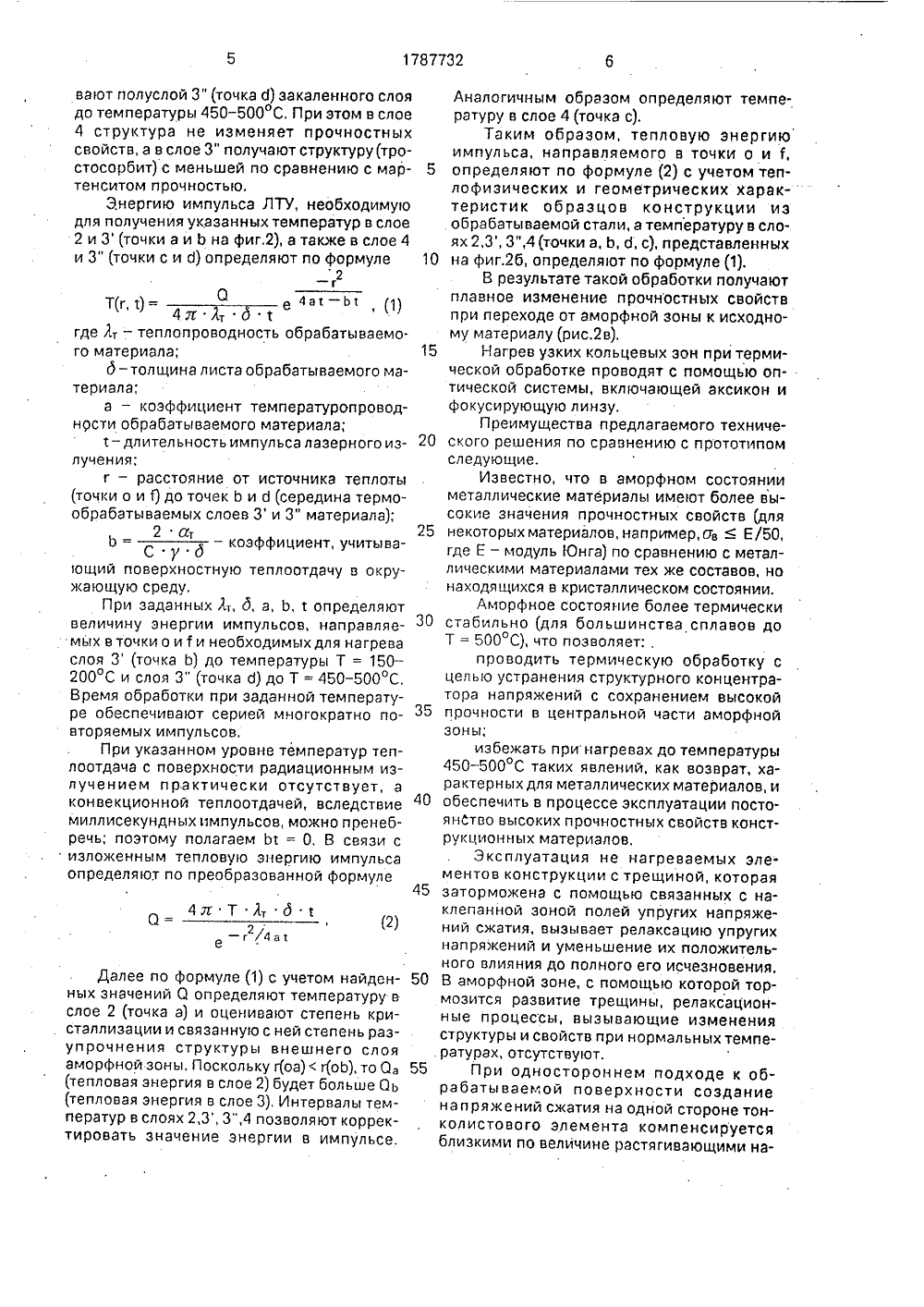
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 7732 А Рб 0 5)5 НТНОЕ ГОСУДАРСТВЕННОЕ ПВЕДОМСТВО СССР(71) Рижский институт инженеров гражданской авиации им. Ленинского комсомола(54) СПОСОБ ТОРМОЖЕНИЯ УСТАЛОСТНЫХ ТРЕЩИН В ТОНКОЛИСТОВОМ МАТЕРИАЛЕ(57) Использование: для увеличения остаточной усталостной долговечноститонколистовых элементов конструкцииавиационной техники. Сущность изобретения: перед вершиной трещины создают Изобретение относится к эксплуатации и ремонту техники, содержащей тонколистовые элементы конструкции. Преимущественная область использования изобретения - восстановление авиационной техники,Известны аналогичные способы по торможению усталостных трещин путем создания барьеров на пути их развития с помощью выполнения отверстий вблизи трещины и в ее вершине (конструктивные барьеры) и с помощью формирования структуры с напряжениями сжатия в зонах, контактирующих с трещиной (структурные барьеры),ОПИСАНИЕ И структурный барьер в виде локализованной зоны с аморфной структурой обрабатываемого материала, Увеличение периода задержки роста трещины получают путем создания плавного изменения прочностных свойств при переходе от аморфной зоны (АЗ) к исходному материалу. Для этого проводят специальную термическую обработку (ТО), при которой конструкционные, мало- и среднеуглеродистые стали нагреваются импульсами лазерного излучения двух серий: - с помощью импульсов первой серии во внешнем слое А.З, за счет частичной кристаллизации получают снижение прочности, а в соседнем закаленном полуслое мартенсит закалки переводят в мартенсит отпуска; с помощью импульсов второй серии нагревают слой исходного материала и полуслой закаленного слоя, в котором получают структуру тростосорбита с промекуточной прочностью между мартенситом отпуска и исходной структурой, 2 ил. Наиболее близким к описываемомуизобретению по способу создания структурного барьера является способ задержки роста усталостных трещин в листовом материале засверливанием трещин в ее вершине, отли- чающийся тем, что с целью повышения долговечности за счет увеличения периода задержки роста трещины, предварительно на пути ее роста перед вершиной осуществляют локальную пластическую деформацию (наклеп) в направлении, перпендикулярном плоскости листа на глубину 0,09 - 0,15 его толщины.Недостаток указанного способа заключается в том, что при нагружении такой конструкции наклепаьный и исходный5 10 15 20 25 30 35 40 50 отпуска) 55 материал обладают существенно отличающейся сопротивляемостью к разрушению, Резкое отличие наклепанного от исходного материала по структуре и свойствам (для конструкционных, мало- и среднеуглеродистых сталей различие составляет по прочности в 1,5 - 2 раза, э по пластичности в 2 - 4 раза) вызывает впроцессе нагружения появление структурного концентратора напряжений. Это проявляется в том, что пластическая деформация развивается, в основном, в исходном материале, а в наклепанном накапливается упругая энергия. В результате создаются условия, облегчающие возникновение и развитие трещины. Описанное явление с течением времени затрудняет реализацию положительного влияния локальной пластической деформации (наклепа) перед вершиной трещины на остаточную усталостную долговечность листового элемента. конс", рукции с трещиной,Кроме того, следует отметить низкую термическую стабильность накпепанной зоны в условиях эксплуатации. Непродолжительные нагревы листовых конструкций при их эксплуатации могут вызвать явления возврата, которые протекают, например, в конструкционных, мало- и среднеуглеродистых сталях при температуре 300 - 400 С. При этом прочность уменьшается на 15-20 О, а пластичность возрастает.Указанные недостатки снижают остаточную усталостную долговечность листовых элементов конструкции с трещиной.Целью изобретения является повышение остаточной усталостной долговечности листовых элементов конструкции,Поставленная цель достигается техническим решением - способ торможения усталостных трещин в листовом материале, при котором на пути роста трещины перед ее вершиной создают структурный барьер, о т л и ч а ю щ и й с я тем, что с целью повышения остаточной долговечности листового материала из конструкционных, мало- и . среднеуглеродистых сталей, структурный барьер создают путем локального плавления материала, охлаждения полученного расплава струей жидкого азота, нагрева слоя материала на границе с аморфной зоной до 450 - 500 С, соседний с ним слой до температуры 150 - 200 С, а слой основного материала - до температуры 600 - 700 С, причем плавление и нагрев выполняют импульсным лазерным источником,Способ реализуется следующим образом, Листовой элемент конструкции устанавливают на предметный стол импульсной лазерной технологической установки (ЛТУ),например, "Квант 16", определяют положение вершины трещины и с учетом выбранного диаметра сфокусированного лазерного луча, намечают центр аморфной зоны, с которым совмещают перекрестие бинокулярной насадки,На блоке ЛТУ "измерение энергии импульса" устанавливают значение энергии, заранее найденное с учетом плавления без выплеска обрабатываемого материала и с учетом охлаждения локальной зоны расплавляемого материала струей жидкого азота, По установленному значению энергии с помощью тарировочного графика, приложенного к паспорту ЛТУ, определяют длительность лазерного излучения.Устанавливают новое значение энергии в импульсе и других параметров ЛТУ для проведения термической обработки, с помощью которой получают плавное изменение механических свойств (прочность, пластичность и др,) в переходном слое от аморфной зоны к исходному материалу, что существенно повышает период задержки роста трещины,П р и м е р, Для конструкционных, мало- и среднеуглеродистых сталей прилегающий к аморфной зоне 1 на фиг,1 г слой 2 на фиг.2 будет иметь высокие прочностные свойства вследствие закалки, так как скорости охлаждения этого слоя существенно превышают критические скорости охлаждения для этих сталей,В этом случае термическую обработку применяют для устранения существенного различия в прочностных свойствах с одной стороны между структурами закалки (мартенсит) и аморфной зоны, а с другой - между структурами закалки и исходного нормализованного материала (состояние поставки), Для достижения этой цели проводят термическую обработку, в процессе которой внешний слой аморфной зоны 2 на фиг.2 нагревают лазерными импульсами, направляемыми в точку о (фиг,2) и нагревают последний (точка а) до температуры 450-500 С.За счет теплопередачи эти же импульсы нагревают полуслой 3 (точка Ь) до температуры 150 - 200 С, При этом в слое 2 получают частичную кристаллизацию аморфного материала и снижение прочностных свойств, а в слое 3 - низкий отпуск и почти не изменившуюся прочность материала (мартенсит Вторую серию импульсов направляют вслой 4 (точка ) материала с исходным состоянием (сорбитообразный перлит) и нагревают его (точка с) до температуры 600-700 С, За счет теплопередачи эти импульсы нэгре 1787732вают полуслой 3" (точка б) закаленного слоя до температуры 450 - 500 С, При этом в слое 4 структура не изменяет прочностных свойств, а в слое 3" получают структуру(тростосорбит) с меньшей по сравнению с мартенситом прочностью.Энергию импульса ЛТУ, необходимую для получения указанных температур в слое 2 и 3(точки аи Ь на фиг.2), а также вслое 4 и 3" (точки с и б) определяют по формуле 2 Г т(- д. " в " (1) где Л, - теплопроводность обрабатываемого материала;д - толщина листа обрабатываемого материала;а - коэффициент температуропроводности обрабатываемого материала;1 - длительность импульса лазерного излучения;г - расстояние от источника теплоты (точки о и 1) до точек Ь и б (середина термообрабатываемых слоев 3 и 3" материала);2 а, Ь =, коэффициент, учитываСуд ющий поверхностную теплоотдачу в окружающую среду,При заданных Лт, д, а, Ь, т определяют величину энергии импульсов, направляемых В точки о и 1 и необходимых для нагрева слоя 3 (точка Ь) до температуры Т = 150- 200 С и слоя 3" (точка б) до Т = 450 - 500 С, Время обработки при заданной температуре обеспечивают серией многократно повторяемых импульсов,При указанном уровне температур теплоотдача с поверхности радиационным излучением практически отсутствует, а конвекционной теплоотдачей, вследствие миллисекундных импульсов, можно пренебречь; поэтому полагаем Ьт = О, В связи с изложенным тепловую энергию импульса определяют по преобразованной формуле 4 лТ Ят д 1 е - г /4 а 12 Далее по формуле (1) с учетом найденных значений С 1 определяют температуру в слое 2 (точка а) и оценивают степень кристаллизации и связанную с ней степень разупрочнения структуры внешнего слоя аморфной зоны, Поскольку г(оа)г(оЬ), то С 4 (тепловая энергия в слое 2) будет больше Оь (тепловая энергия в слое 3), Интервалы температур в слоях 2,3, 3",4 позволяют корректировать значение энергии в импульсе. Аналогичным образом определяют температуру в слое 4 (точка с).Таким образом, тепловую энергиюимпульса, направляемого в точки о и 1,5 определяют по формуле (2) с учетом теплофизических и геометрических характеристик образцов конструкции изобрабатываемой стали, а температуру в слоях 2,3, 3",4(точки а, Ь, б, с), представленных10 на фиг.2 б, определяют по формуле (1).В результате такой обработки получаютплавное изменение прочностных свойствпри переходе от аморфной зоны к исходному материалу (рис.2 в),15 Нагрев узких кольцевых зон при термической обработке проводят с помощью оптической системы, включающей аксикон ифокусирующую линзу,Преимущества предлагаемого техниче 20 ского решения по сравнению с прототипомследующие,Известно, что в аморфном состоянииметаллические материалы имеют более высокие значения прочностных свойств (для25 некоторых материалов, например,ствЕ/50,где Е - модуль Юнга) по сравнению с металлическими материалами тех же составов, нонаходящихся в кристаллическом состоянии.Ал 1 орфное состояние более термически30 стабильно (для большинства сплавов доТ = 500 С), что позволяет;,проводить термическую обработку сцелью устранения структурного концентратора напряжений с сохранением высокой35 прочности в центральной части аморфнойзоны;избежать при нагревах до температуры450-500 С таких явлений, как возврат, характерных для металлических материалов, и40 обеспечить в процессе эксплуатации постоЯНСТВО ВЫСОКИХ ПРОЧНОСТНЫХ СВойСТВ КОНСТрукционных материалов.Эксплуатация не нагреваемых эле.ментов конструкции с трещиной, которая45 заторможена с помощью связанных с наклепанной зоной полей упругих напряжений сжатия, вызывает релаксацию упругихнапряжений и уменьшение их положительного влияния до полного его исчезновения.50 В аморфной зоне, с помощью которой тормозится развитие трещины, релаксационные процессы, вызывающие измененияструктуры и свойств при нормальных темпе. ратурах, отсутствуют.55 При одностороннем подходе к обрабатываемой поверхности созданиенап ряжений сжатия на одной стороне тонколистового элемента компенсируетсяблизкими по величине растягивающими на1787732 Фиг.Лоставитель Л.Несговоровхред М,Моргентал Корректор О.Густи ельдма то Заказ 35 ВНИИПИ Тираж Подписное енного комитета по изобретениям и открытиям при Г 13035, Москва, Ж, Раушская наб., 4/5 р СССР роизводственно-издательский комбинат "Патент", г. Ужгор гарина, 10 п ряжениями на другой стороне. Соп ротивление усталостному разрушению при этом уменьшается за счет растягивающих напряжений;-т;е, разрушение начинается со стороны, противоположной наклепанной. 5При создании барьера на пути развития трещины с помощью аморфной зоны, описанные выше и им подобные процессы не протекают.Формула изобретения 10 Способ торможения усталостных трещин в листовом материале, при котором на пути роста трещины перед ее вершиной создают структурный барьер, о т л и ч а ю щ и йс я тем, что, с целью повышения остаточной долговечности листового материала из конструкционных, мало- и среднеуглеродистых сталей, структурный барьер создают путем локального плавления материала, охлаждения полученного расплава струей жидкого азота, нагрева слоя материала на границе с аморфной зоной до 450-500 С, соседний с ним слой до температуры 150 - 200 С, а слой основного материала - до 600-700 С, причем плавление и нагрев выполняют импульсным лазерным источником,
СмотретьЗаявка
4839572, 18.06.1990
РИЖСКИЙ КРАСНОЗНАМЕННЫЙ ИНСТИТУТ ИНЖЕНЕРОВ ГРАЖДАНСКОЙ АВИАЦИИ ИМ. ЛЕНИНСКОГО КОМСОМОЛА
НЕСГОВОРОВ ЛЕВ ЯКОВЛЕВИЧ, ТЮНИН ВЛАДИМИР ДЕНИСОВИЧ
МПК / Метки
МПК: B23P 6/00
Метки: листовом, материале, торможения, трещин, усталостных
Опубликовано: 15.01.1993
Код ссылки
<a href="https://patents.su/4-1787732-sposob-tormozheniya-ustalostnykh-treshhin-v-listovom-materiale.html" target="_blank" rel="follow" title="База патентов СССР">Способ торможения усталостных трещин в листовом материале</a>
Способ определения температуры и электрических свойств мерзлых горных пород

Номер патента: 1508180
Опубликовано: 15.09.1989
Авторы: Киселев, Федоткин, Фролов
МПК: G01V 3/12
Метки: горных, мерзлых, пород, свойств, температуры, электрических
...2принимал отраженную от первой границы 40раздела 5 электромагнитную волну частоты 1, второй направленный приемник 3 - отраженную от" второй границыраздела б электромагнитную волну частоты Е, а третий направленный приемник 4 - отраженную от третьей границы раздела 7 электромагнитную волнучастоты Йь,Производят первый шаг измеренияпри любом. начальном угле падения Ю,онапример, 30 ), перемещая по профилю от излучающей антенны 1 первый направленный приемник 2, настроенныйна частоту Й, и добаваясь приема отраженной электромагнитной волны,Изменяют угол падения К, излучаемой электромагнитной волны, продолжаяперемещать вдоль профиля первый на;правленный приемник 2 до тех пор,пока он не воспримет минимальную амплитуду отраженной электромагнитной...
Способ автоматического контроля состояния поверхности слоя окатышей в зоне обжига конвейерной машины

Номер патента: 457020
Опубликовано: 15.01.1975
Авторы: Бережной, Бокатий, Гончаров, Даньшин, Кононенко, Миллер, Подопригора, Шаповалов
МПК: G01N 25/02
Метки: зоне, конвейерной, обжига, окатышей, поверхности, слоя, состояния
...и рег 2ламентируется технологической картой в зависимости от типа концентрата, заданной основности и типа флюсующих добавок, При существующих способах контроля невозможно получать объективную информацию о состоянии поверхности слоя в зоне обжига, что затрудняет ведение процесса в оптимальном режиме.Предлагаемый способ контроля состояния поверхности слоя окатышей в зоне обжига основан на одновременном измерении и сравнении температуры газов под слоем и радиационной температуры слоя, что повышает производительность установки и обеспечивает получение окатышей высокого качества.Истинная температура материала определяется по формуле457020 Тн=Т,+ЛТ,Составитель С. Беловодченко Техред Г. Дворина Корректор Т. Добровольская Редактор Л. Тюрина...
Способ определения температуры в зоне шлифования

Номер патента: 1421499
Опубликовано: 07.09.1988
Авторы: Бокучава, Коровкин, Маградзе, Сирадзе, Талаквадзе, Турманидзе
МПК: B24B 1/00
Метки: зоне, температуры, шлифования
...тела при граничных условиях первого рода, В этом случае, зная температуру любой точки поверхностного слоя обрабатываемой детали, по результатам экспериментального исследования, можно аналитически рассчитывать среднеинтегральную температуру в любой точке контакта абразивного круга и детали,Для этого решается дифференциальное уравнение теплопроводности ат аТ 1 т =а где Т температура детали в рассматриваемой точке;начальная температура детали додействия на нее теплового источника (одинаковая во всем объеме);время действия теплового источника;расстояние от поверхности, т.е. отместа действия теплового источни-.ка до рассматриваемой точки;температура контакта круга и детали, т,е, среднеинтегральная температура контакта, решение которогоимеет...
Способ измерения температуры рабочего слоя диода ганна

Номер патента: 974305
Опубликовано: 15.11.1982
МПК: G01R 31/26
Метки: ганна, диода, рабочего, слоя, температуры
...на границах рабочегослоя опредвляют по совпадению пороговых параметров импульсных вольт - амперных характеристик, измеренных соответственно при положительной и отрицательной полярностях импульсногонапряжения при внешнем нагреве диодас одноименными пороговыми параметрами при рабочем импульсном напряжениисмещения, измерительными с помощьюизмерительных импульсов той же полярности, после чего определяют для диода содносторонним отводом тепласредний градиент температуры в рабочем слое, а для диода с двухсторонним отводом тепла - тепловоесопротивление между границей рабочего слоя, на которую подан положительный рабочий потенциал греющегоимпульса напряжения и ближайшемтеплоотводящимэлектродом. Тепловоесопротивление самого...
Устройство для автоматического регулирования постоянства температур в ряде точек

Номер патента: 49383
Опубликовано: 31.08.1936
Автор: Фильцер
МПК: G05D 23/22
Метки: постоянства, ряде, температур, точек
...щеткой Щ,. При вращениивала В щетка будет скользить по пла-стинкам Р и соединять их поочередно, через кольцо К, с неподвижной брон-зовой щеткой Щ .Таким образом, термопары, находя-щиеся в печах, будут поочередно вклю-, чаться в компенсационную цепь, в кото-рой соединены последовательно: термо пара (+), коммутатор, переключатель П зеркальный гальванометр 2 (нуль-аппа-рат), верхний конец обмотки потенциометра К движок даннои термопары, термопара ( - ). Следовательно, за одиноборот вала коммутатора, т, е. за 25 сек.для 50-точечного регулятора, все термопары окажутся поочередно включенными в цепь с нуль-аппаратом и каждая с своим участком реохорда. Последний участок зависит от установки движка по по вь.соте реохорда соответственно...
Предыдущий патент: Способ торможения усталостных трещин в листовом материале
Следующий патент: Станок для напрессовки подшипников на вал
Случайный патент: Скоба для гребенной планки