Способ центробежно-планетарной обработки колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
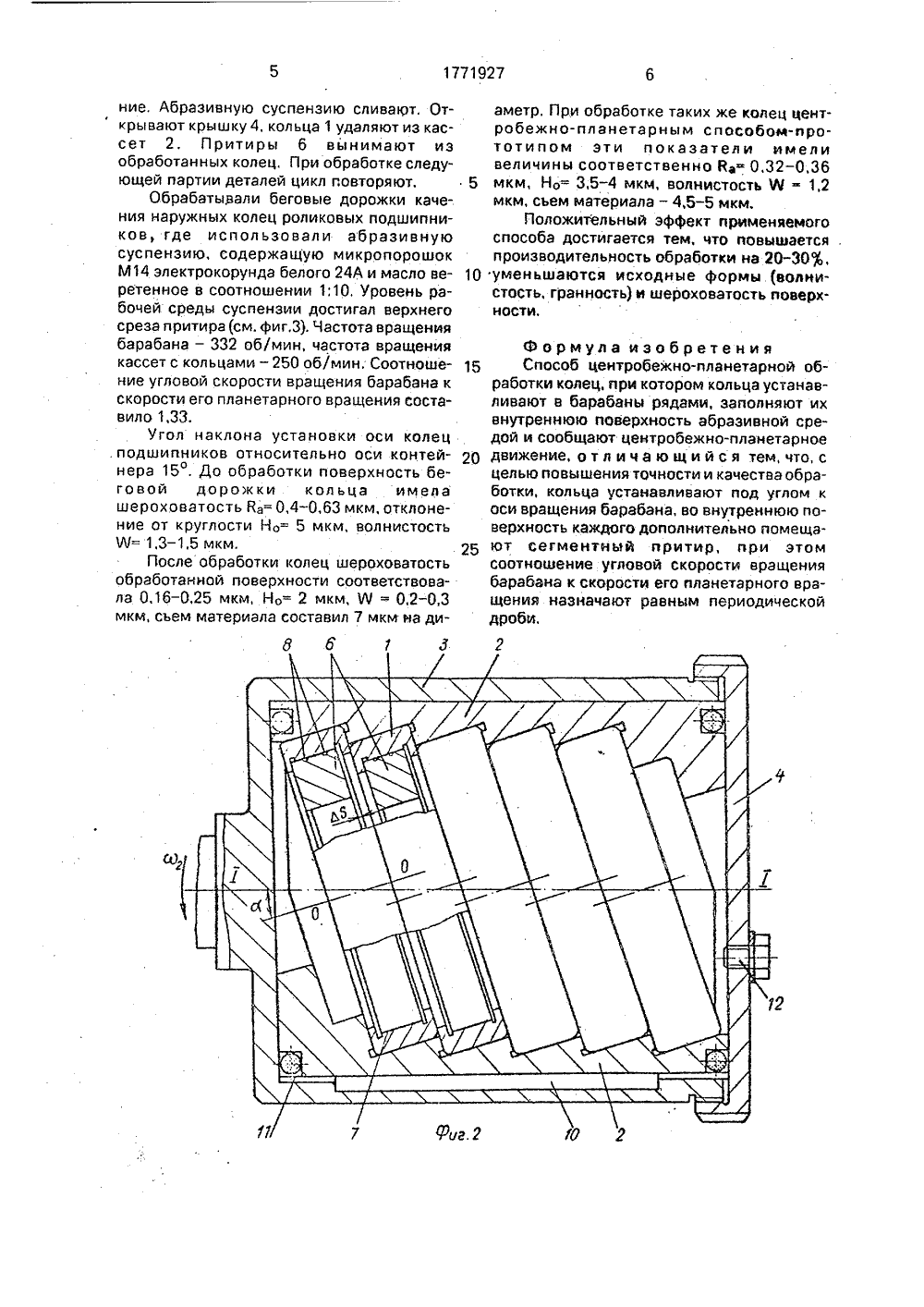
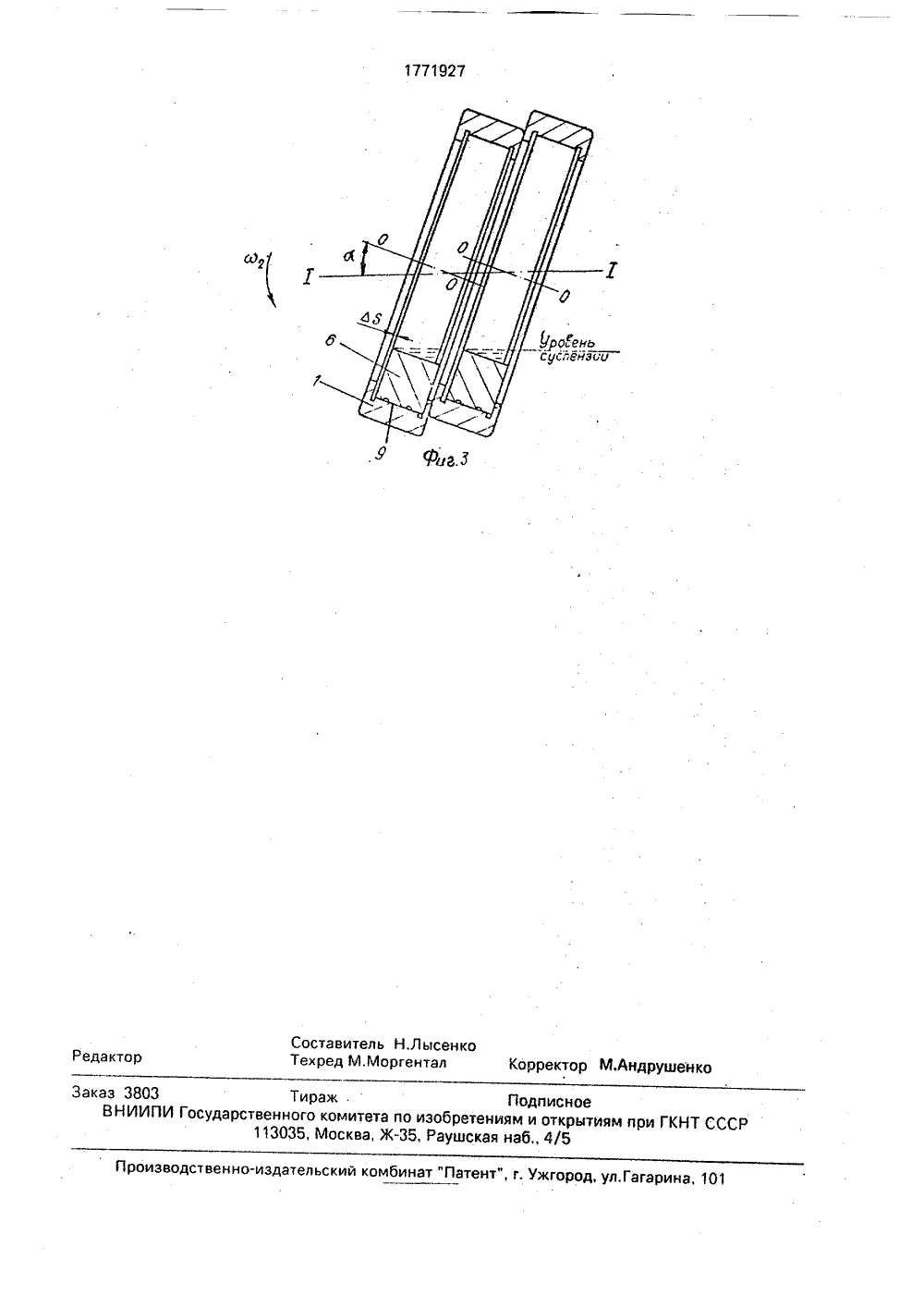
СОЮЗ СОВЕТСКИХРЕСПУБЛИК 771927 9) ОО 4 В 31/1 ОПИСАНИЕ ИЗОБРЕТ институт .Ахматов НЕТ иностроенической кием ценФцг,7 ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР К АВТОРСКОМУ СВИДЕТЕЛЬСТ(56) Авторское свидетельство СССМ 963829, кл, В 24 В 31/104, 1978(57) Изобретение оносится к машнию, в частности к способам мехобработк заготовок с использова тробежно-планетарного движения, и может быть применено в подшипниковой промышленности для окончательной отделочной обработки. колец подшипников. Цель изобретения - повышение точности и качества обработки. Отличительные особенности способа обработки колец состоят в том, что кольца 1 устанавливают под углом к оси вращения барабана 3, во внутреннюа поверхность каждого дополнительно помещают притир 6, при этом соотношение угловой скорости вращения барабана 3 к скорости его планетарного вращения назначают равным периодической дроби. 3 ил.бИзобретение относится к машиностроению, в частности к способам механическойобработки заготовок с использованием центробежно-планетарного движения и можетбыть применено в подшипниковой промышленности для окончательной отделочной обработки дорожек качения колецподшипников,Известен способ обработки колец подшипников,в котором кольца устанавливаютв барабаны и сообщают им центробежнопланетарное движение, а барабаны на 80 -90 заполняют смесью металлическихдоведенных шариков диаметром 1-4 мм,Способ имеет и недостаток: в процессеобработки отсутствует съем материала, происходит лишь сглаживание микронеровностей с копированием исходной величиныволнистости и отклонения от круглости.Известен также способ центробежнопланетарной обработки колец, согласно которому детали устанавливают в барабаны исообщают им центробежна-планетарноедвижение.Недостаток способа - низкая производительность и точность обработки, сопровождающаяся копированием исходныхпогрешностей,Известен способ центробежно-планетарной обработки колец, при которомкольца укладывают в барабане рядами исообщают им центробежно-планетарноедвижение, при этом используют абразивную суспензию-нэполнитель в виде гранул,Недостаток способа прототипа состоитв том, что он не обеспечивает заданной точности обработки ввиду использованияпринципа обработки инструментом - абразивной суспензией - заполнителем без жестких связей. Сформированный в плотныйбрусок наполнитель совершает вращательное движение по обрабатываемой поверхности и не имеет возможности обновлениярежущих кромок, поэтому наносит на обрабатываемой поверхности кольцевые риски,копируя шероховатость от предварительной обработки,Цель изобретения - повышение точности и качества обработки при доводке колецподшипников.Сущность изобретения состоит в том,что кольца устанавливают под углом к осивращения барабана, во внутреннюю поверхность каждого дополнительно помещаютсегментный притир, при этом соотношениеугловой скорости вращения барабана к скорости его планетарного вращения назначают равным периодической дроби,На фиг.1 изображен вариант осуществления предлагаемого способа с поперечнымсечением барабанов; на фиг,2 - поперечныйразрез барабана с кассетой и установлен ные в ней заготовки-кольца и положениепритиров; на фиг.З - положение колец с притирами после поворота барабана на 180 оОбрабатываемые кольца 1 устанавливают рядами в наклонном положении под углом наклона 15 в разрезной кассете 2 барабана 3, В каждом обрабатываемом кольце 1 дополнительно размещают рабочие элементы - сегментные притиры б, устанавливают верхнюю часть кассеты 2, обе части соединяют резиновыми кольцами 11, после чего кассету 2 устанавливают в отверстие барабана 3 и закрывают крышкой 4.Кассеты 2 наполняют абразивной суспен зией через резьбовое отверстие 12 в крышке 4 и герметично закрывают. Включают электродвигатель, Планшайба 5 получает равномерное вращение с угловой скоростью вт вокруг оси Н, Барабан 3, кассеы 2 вместе с кольцами 1 при этом получают вращение с угловой скоростью э 2 вокруг оси Й. В результате сложения движений кольца 1 участвуют в плоскопараллельном движении, Рабочие элементы - сегментные притиры 6 под действием центробежных сил прижимаются к обрабатываемой поверхности колец 1, Поскольку кольца 1 принудительно вращают вокруг оси 1-1, то сегментные притиры получают относительное движение вдоль. обрабатываемой поверхности колец 1, потому что появляется слагаемая силы. Благодаря тому, что оси вращения барабана 3 и оси 0-0 установки колецне совпадают притир 6 получает 40 дополнительное колебательное двиЖениевдоль оси кольца О-О. За один оборот бара- бана 3 притир 6 совершит один двойной ход, т.е. переместится в осевом направлении на величину 2 Ь 3. Вместе с тем, так как соотно шение угловой скорости вращения барабана 3 к скорости его планетарного движения назначают равным численному значению периодической дроби, то движение каждой точки притира 6 на прилегающей поверхно сти в осевом направлении всякий раз неповторяет предыдущую траекторию движения независимо от времени обработки. При таком движении притира обеспечивается дополнительный съем металла прежде всего с вершин волн периодических погрешностей формы на обрабатываемой поверхности, После окончания цикла обработки двигатель отключают, Барабан 3 и кассеты 2 с кольцами прекращают даиже 1771927ние, Абразивную суспензию сливают. От крывают крышку 4, кольца 1 удаляют из кассет 2, Притиры 6 вынимают из обработанных колец. При обработке следующей партии деталей цикл повторяют.Обрабатывали беговые дорожки качения наружных колец роликовых подшипников где использовали абразивную суспензию, содержащую микропорошок М 14 злектрокорунда белого 24 А и масло веретенное в соотношении 1:10, Уровень рабочей среды суспензии достигал верхнего среза притира (см. фиг.3), Частота вращения барабана - 332 об/мин, частота вращения кассет с кольцами - 250 об/мин. Соотношение угловой скорости вращения барабана к скорости его планетарного вращения состаВило 1,33.Угол наклона установки оси колец . подшипников относительно оси контейнера 15 О, До обработки поверхность беговой дорожки кольца имела шероховатость й= 0,4 - 0,63 мкм, отклонение от круглости Но= 5 мкм, волнистость Я= 1,3 - 1,5 мкм.После обработки колец шероховатость обработанной поверхности соответствовала 0,16 - 0,25 мкм, Но= 2 мкм, Ю = 0,2 - 0,3 мкм, съем материала составил 7 мкм иа диаметр, При обработке таких же колец центробежно-планетарным способом-прототипом зти показатели имеливеличины соответственно й,32 - 0,365 мкм, Но= 3,5 - 4 мкм, волнистость МЧ - 1,2мкм, съем материала - 4,5-5 мкм,Положительный эффект применяемогоспособа достигается тем, что повышается .производительность обработки на 20-30,10 уменьшаются исходные формы (волнистость, гранность) и шероховатость поверхности,Формула изобретения 15 Способ центробежно-планетарной обработки колец, при котором кольца устанавливают в барабаны рядами, заполняют их внутреннюю поверхность абразивной средой и сообщают центробежно-планетарное 20 движение, отличающийся тем,что, сцелью повышения точности и качества обработки, кольца устанавливают под углом к оси вращения барабана, во внутреннюю поверхность каждого дополнительно помеща ют сегментный притир, при этОмсоотношение угловой скорости вращения барабана к скорости его планетарного вращения назначают равным периодической дроби.1771927 ектор М.Андрушенко едакт твенно-издательский комбинат "Патент", г, Ужгород, ул,Гагарина, 101 Про аказ 3803 ВНИИПИ Гос Составитель Н,ЛысенкоТехред М.Моргентал Тираж Подписноевенного комитета по изобретениям и открытиям при ГКНТ С 113035, Москва, Ж, Раушская наб 4/5
СмотретьЗаявка
4829914, 29.05.1990
САМАРСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. В. В. КУЙБЫШЕВА
ЧЕТАЕВ ВЛАДИМИР БОРИСОВИЧ, ЛЫСЕНКО НИКОЛАЙ ВАСИЛЬЕВИЧ, АХМАТОВ ВИКТОР АЛЕКСЕЕВИЧ, ПРИЛУЦКИЙ ВАНЦЕТТИ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B24B 31/104
Метки: колец, центробежно-планетарной
Опубликовано: 30.10.1992
Код ссылки
<a href="https://patents.su/4-1771927-sposob-centrobezhno-planetarnojj-obrabotki-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ центробежно-планетарной обработки колец</a>
Устройство согласования скоростей проката и вращения барабана летучих ножниц

Номер патента: 872066
Опубликовано: 15.10.1981
Авторы: Розов, Седловский, Фельдман, Холодный
МПК: B23D 25/16
Метки: барабана, вращения, летучих, ножниц, проката, скоростей, согласования
...ножницами на базовом расстоянии от линии реза, управляеьым делителем частоты и ревер сивным счетчиком, при этом выходы датчика реза и,фотореле, установленного эа ножницами, соединены со входа ми логической схемы, выход датчика импульсов выдающей клети подключен . к информационному входу ключа и к частному входу управляемого делителя частоты, первый управляющий вход которого соединен с выходом регистра, второй управляющий вход подключен к выходу цифрового задатчика отношения 60 скоростей, а выход соединен с входом "Сложение" реверсивного счетчика,вход "Вычитание" которо 1 Ъ подключен к датчику импульсов ножниц, управляющий вход соединен с выходом логичес кой схемы, а выход подключен ко входу преобразователя код-аналог.На чертеже...
Устройство для измерения скорости вращения барабана сепаратора

Номер патента: 656665
Опубликовано: 15.04.1979
Авторы: Блюмин, Марзаганов, Трухин
МПК: B04B 13/00
Метки: барабана, вращения, сепаратора, скорости
...и наружную рамки можностью переме связанную с регисБарабан 6 сеп ниной 2 посредств имеющего внутрен 7 и 8. ение Привод сепарато ный электродвигатра содержит обращенель 9, статор которого подвижной оси 10, рас барабана 6. Нижний для подвода питания в монтирован на н положенной внконец оси служ О П И С А Н И Е, 656665ИЗОБРЕТЕН ИЯобмотку электродвигателя 9, а верхнийсвязан с кареткой 4,Измерение скорости вращения барабана сепаратора осуществляют следующимобразом,Нажимая на рычаг 11, связанный сподвесом, барабан 6.сепаратора выводятиз положения равновесия (нажатие можетбыть выполнено вручную или с помощью,например, электромагнитной системы спульта).,Барабан 6 начинает прецессировать,причем прецессионное движение постепенно затухает, при...
Способ управления скоростью вращения промежуточного кольца электромеханической опоры электродвигателя маховика

Номер патента: 1840141
Опубликовано: 27.07.2006
МПК: G05B 11/00
Метки: вращения, кольца, маховика, опоры, промежуточного, скоростью, электродвигателя, электромеханической
Способ управления скоростью вращения промежуточного кольца электромеханической опоры электродвигателя-маховика, заключающийся в стабилизации скорости вращения промежуточного кольца по одному из параметров электродвигателя-маховика, отличающийся тем, что, с целью повышения надежности способа, измеряют скорость вращения маховика и по результатам измерения стабилизируют скорость вращения промежуточного кольца на уровне, отношение величины которого к величине измеренной скорости вращения маховика равно фиксированному значению, находящемуся в диапазоне чисел от нуля до единицы, при этом вращение промежуточного кольца осуществляется в направлении вращения маховика.
Устройство для вращения барабана подъемных ворот

Номер патента: 937701
Опубликовано: 23.06.1982
Авторы: Верещагин, Горельников, Жуков, Котеленец
МПК: E05F 15/10
Метки: барабана, ворот, вращения, подъемных
...Вниз для подъема или опускания полотна ворот, электрическое питание получает электромагнит 19, и якорь 26 электромагнита перемещается вправо, тем самым воздействуя на подвижную планку 22, которая, поворачиваясь относительно оси 25, освобождает тормозной диск 13 от взаимодействия с ним тормозных колец 21 и 24 (Феррадо), и одновременно происходит сжатие пружины 27, что позволяет при включении электромагни 10 15 20 та 19 подачу электрического питания электро двигателю 10 и передачи крутящего момента от него редуктору 12, выходной вал которого связан с валом 2, который, вращаясь,производит намотку или смотку каната 4 на барабаны 1, тем самым обеспечивая подъем или опускание полотна ворот. Тормозный диск 13 в этот момент вращается с входным...
Устройство для вращения барабана подъемных ворот

Номер патента: 994666
Опубликовано: 07.02.1983
Автор: Котеленец
МПК: E05F 15/10
Метки: барабана, ворот, вращения, подъемных
...с пазом 7 втулки 6 посредством двуплечего рычага 29 и имеет флажок 30, взаимодействующий с выключателем 31.Рычаг 29 имеет пружину 32, взаимодействующую с выключателем 31. Устройство работает следующим образом, Для перемещения полотна ворот 3 механизированным приводом воздействуют механизмом включения (не показан) на тягу 16. Тяга 16, перемещаясь вниз, поворачивает рычаг 14, при этом один конец рычага 14 перемешает вправо втулку 6 и колесо 8, а другой его конец растягивает пружину 32, а флажок 30 выводится из взаимодействия с выключателем 31. Одновременно рычаг 29 с упорами 15 также перемещается вниз и выводит из взаимодействия с поверхностью клиньев 20 и 24 упоры 15. При включении кнопки Пуск электрическое питание подается...
Предыдущий патент: Контейнер устройства для вибрационной обработки
Следующий патент: Гранула наполнителя для вибрационной обработки
Случайный патент: Способ наполнения баллонов сжиженным газом