Способ изготовления колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1764749
Авторы: Ващенко, Горб, Донской, Новохатний, Озимин, Староселецкий, Яковченко

Текст
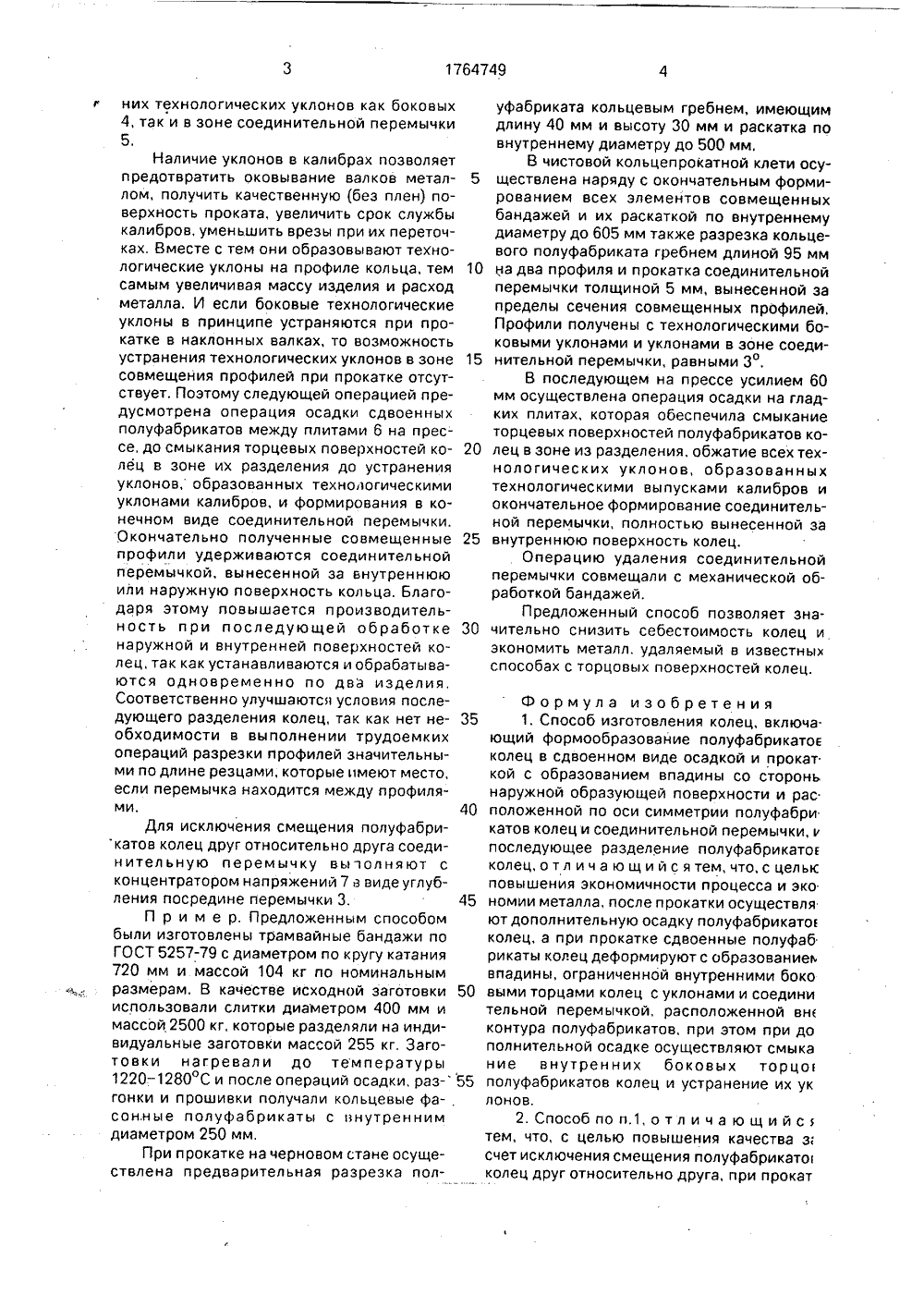
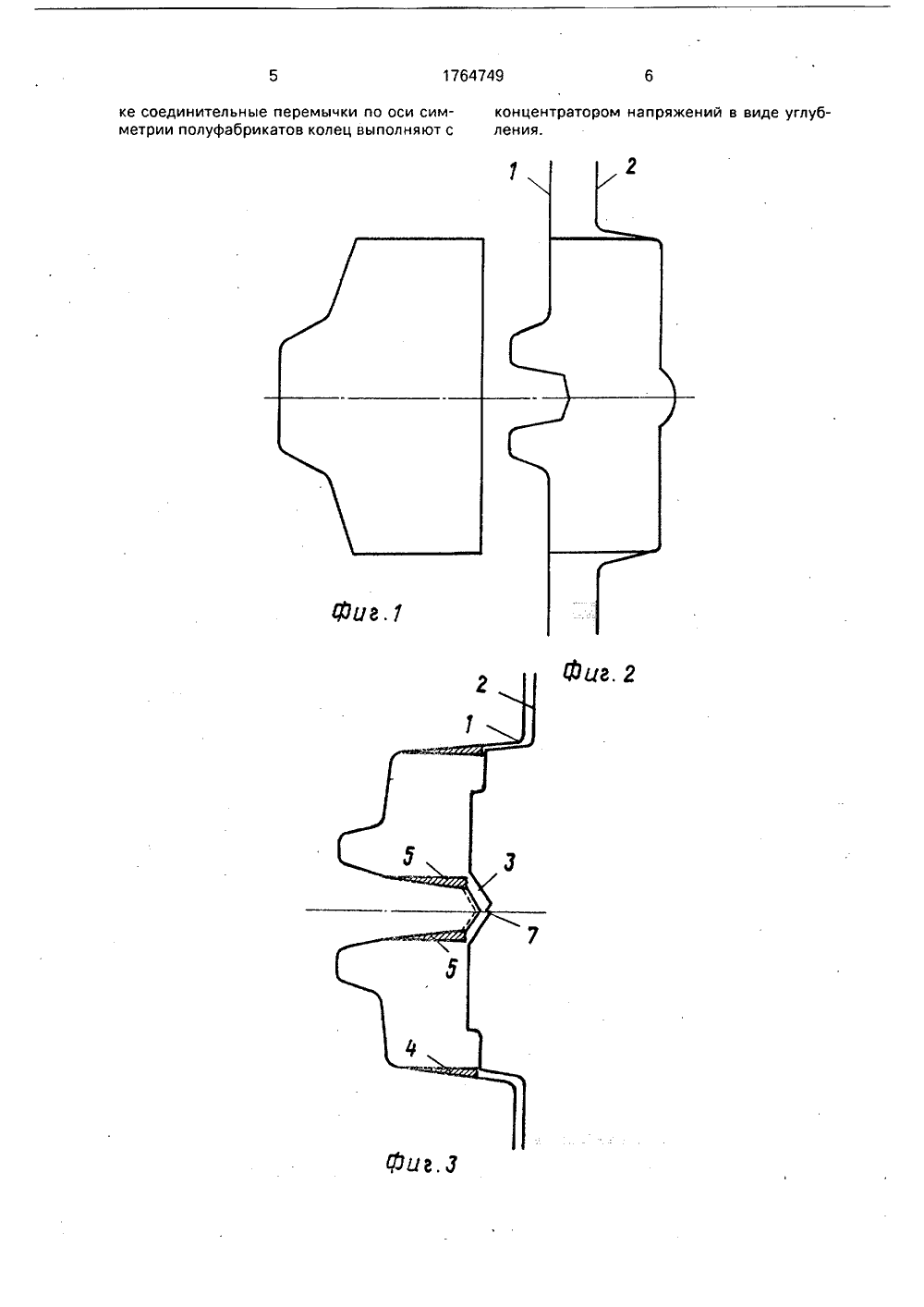
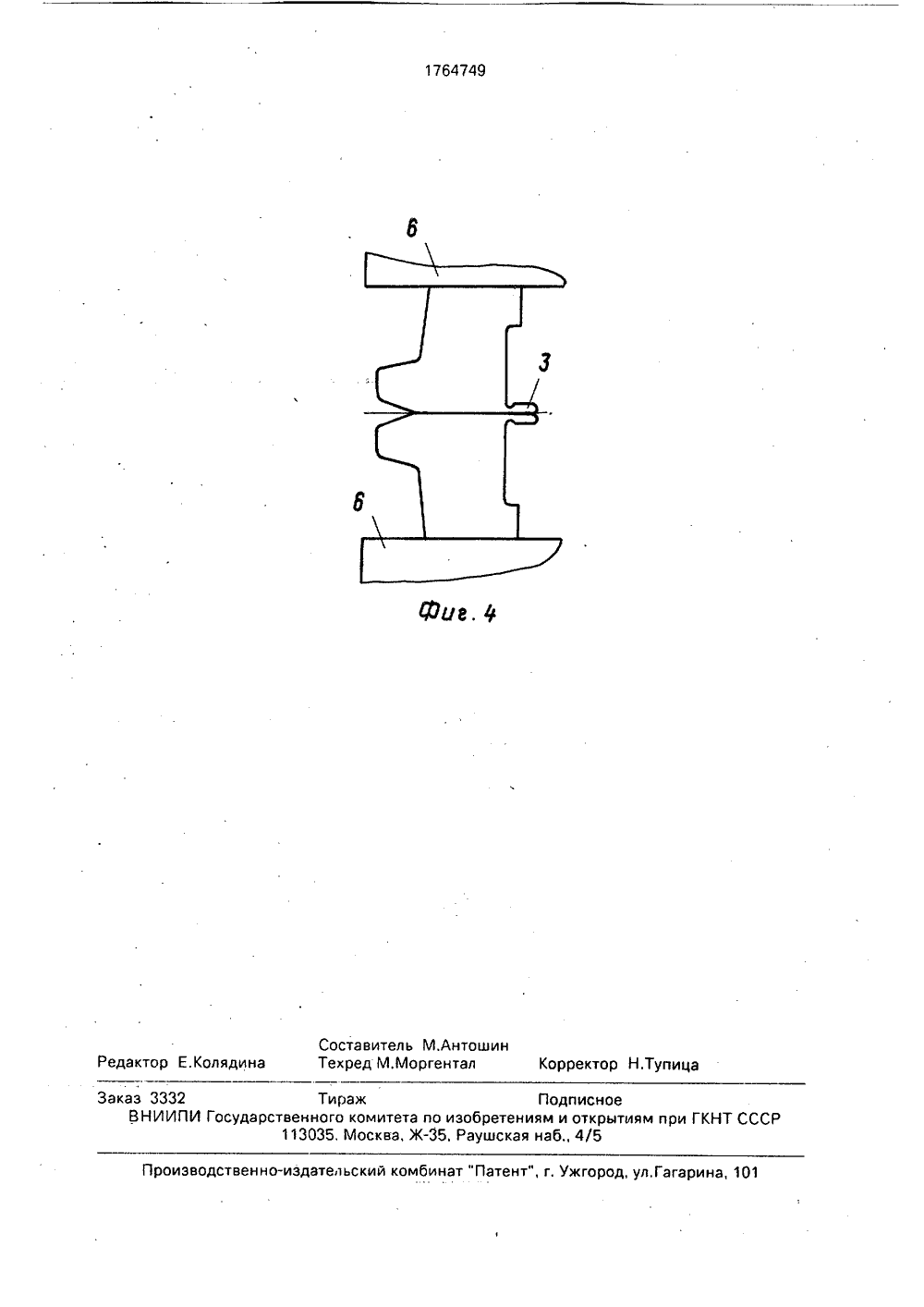
СОЮЗ СОВЕТСК ИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 1764749 515 В 21 Н 1/О ИСАНИЕ ИЗОБРЕТЕНИ ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ СССР АВТОРСКОМУ СВИДЕТЕЛЬСТ 21 4698998/2722 31.05,8946 30.09.92, Бюл, М 3671 Нижнеднепровский труб оп с окатный завод им, К,Либкнехта(56) Авторское свидетельство СССРМ 1574334, кл. В 21 Н 1/04, 1988,54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ57) Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении преимущественно Изобретение относится к обработке металлов давлением и может быть лспользовано при изготовлении колец на кольцепрокатных станах.Целью изобретения является повышение экономичности процесса л экономия металла.На фиг,1 - 4 показаны осноьные технологические операции при изготовлении колец: на фиг,1 - получение осадкой полуфабрикатов колец, например, нэ прессе; на фиг.2 - прокатка полуфабрикатов колец в черновой клети; на фиг,3 - прокатка полуфабрикатов колец в чистовой кольцепрокатной клети с образованием вынесенной перемычки; на фиг.4 - смыкание торцевых поверхностей полуфабрикатов колец, например, осадкой на прессе.Сущность способа заключается в следующем.Заготовку нагревают до температуры горячей пластической деформ ции (1150- 1280 С в зависимости от марки "тали), подмассивных колец на кольцепрокатных станах в совмещенном виде. Цель изобретения - повышение экономичности процесса и экономии металла. Полуфабрикат в виде сдвоенной кольцевой заготовки, полученный осадкой, раскатывают в валках 1,2 кольцепрокатного стана, В процессе раскатки между полуфабрикатом формируют соединительные перемычки 3, которые расположены за пределами контура полуфабрикатов, Далее осуществляют осадку со смыканием торцов колец в зоне их соединения перемычками. Осадку выполняют до момента устранения уклонов 4,5 на торцах полуфабрикатов, 1 з.п.ф-лы, 4 ил,вергают осадке, разгонке :пуансоном и прошивке. Полученную в результате этого кольцевую фасонную заготовку в виде сдвоенных полуфабрикатов колец прокатывают в черновой и чистовой кольцепрокатных клетях между приводным вертикальным валком 1 и валком 2.При прокатке сдвоенные полуфабрикаты деформируют с образованием впадины, расположенной по оси симметрии полуфабрикатов и ограниченной внутренними боковыми торцами с уклонами и соединительной перемычки, В черновой клети осуществляется предварительная разрезка заготовки кольцевым гребнем и формирование подката для чистовой клети. В чистовой кольцепрокатной клети осуществляют окончательную прокатку полуфабрикатов на два профиля и формирование соединительной перемычки 3, расположенной вне контура полуфабрикатов, Обязательным условием построения калибров, образованных валками 1 и 2, является выполнение в1220-1280 С и после операций осадки, разгонки и прошивки получали кольцевые фасонные полуфабрикаты с внутреннимдиаметром 250 мм,При прокатке на черновом стане осуществлена предварительная разрезка полних технологических уклонов как боковых 4, так и в зоне соединительной перемычки 5.Наличие уклонов в калибрах позволяет предотвратить оковывание валков металлом, получить качественную (без плен) поверхность проката, увеличить срок службы калибров, уменьшить врезы при их переточках, Вместе с тем они образовывают технологические уклоны на профиле кольца, тем самым увеличивая массу изделия и расход металла. И если боковые технологические уклоны в принципе устраняются при прокатке в наклонных валках, то возможность устранения технологических уклонов в зоне совмещения профилей при прокатке отсутствует. Поэтому следующей операцией предусмотрена операция осадки сдвоенных полуфабрикатов между плитами 6 на прессе, до смыкания торцевых поверхностей колец в зоне их разделения до устранения уклонов, образованных технологическими уклонами калибров, и формирования в конечном виде соединительной перемычки. Окончательно полученные совмещенные профили удерживаются соединительной перемычкой, вынесенной за внутреннюю или наружную поверхность кольца. Благодаря этому повышается производительность при последующей обработке наружной и внутренней поверхностей колец, так как устанавливаются и обрабатываются одновременно по два изделия, Соответственно улучшаются условия последующего разделения колец, так как нет необходимости в выполнении трудоемких операций разрезки профилей значительными по длине резцами, которые имеют место, если перемычка находится между профилями,Для исключения смещения полуфабрикатов колец друг относительно друга соединительную перемычку выполняют с концентратором напряжений 7 в виде углубления посредине перемычки 3.П р и м е р, Предложенным способом были изготовлены трамвайные бандажи по ГОСТ 5257-79 с диаметром по кругу катания 720 мм и массой 104 кг по номинальным размерам, В качестве исходной заготовки использовали слитки диаметром 400 мм и массой 2500 кг, которые разделяли на индивидуальные заготовки массой 255 кг, Заготовки нагревали до температуры 5 10 15 20 25 30 35 40 45 50 уфабриката кольцевым гребнем, имеющим длину 40 мм и высоту 30 мм и раскатка по внутреннему диаметру до 500 мм,В чистовой кольцепрокатной клети осуществлена наряду с окончательным формированием всех элементов совмещенных бандажей и их раскаткой по внутреннему диаметру до 605 мм также разрезка кольцевого полуфабриката гребнем длиной 95 мм на два профиля и прокатка соединительной перемычки толщиной 5 мм, вынесенной за пределы сечения совмещенных профилей, Профили получены с технологическими боковыми уклонами и уклонами в зоне соединительной перемычки, равными 3.В последующем на прессе усилием 60 мм осуществлена операция осадки на гладких плитах, которая обеспечила смыкание торцевых поверхностей полуфабрикатов колец в зоне из разделения, обжатие всех технологических уклонов, образованных технологическими выпусками калибров и окончательное формирование соединительной перемычки, полностью вынесенной за внутреннюю поверхность колец.Операцию удаления соединительной перемычки совмещали с механической обработкой бандажей.Предложенный способ позволяет значительно снизить себестоимость колец и экономить металл, удаляемый в известных способах с торцовых поверхностей колец,Формула изобретения 1. Способ изготовления колец, включа. ющий формообразование полуфабрикатое колец в сдвоенном виде осадкой и прокат кой с образованием впадины со сторонь наружной образующей поверхности и рас положенной по оси симметрии полуфабри катов колец и соединительной перемычки,последующее разделение полуфабрикато колец, о т л и ч а ю щ и й с я тем, что, с цельк повышения экономичности процесса и эко номии металла, после прокатки осуществля ют дополнительную осадку полуфабрикато колец, а при прокатке сдвоенные полуфаб рикаты колец деформируют с образованиеь впадины, ограниченной внутренними боко выми торцами колец с уклонами и соедини тельной перемычкой, расположенной вн контура полуфабрикатов, при этом при до полнительной осадке осуществляют смыка ние внутренних боковых торца полуфабрикатов колец и устранение их ук ланов.2. Способ по п.1, о т л и ч а ю щ и й стем, что, с целью повышения качества з счет исключения смещения полуфабрикато колец друг относительно друга, при прокатке соединительные перемычки по оси симметрии полуфабрикатов колец выполняют с концентратором напряжений в виде углубления.1764749 Составитель М.АнтошинРедактор Е.Колядина Техред М,Моргентал Корр Н.Тупи Заказ 3332 ВНИИПИ Государст Тираж Подписноевенного комитета по изобретениям и открытиям при ГКН 113035, Москва,Ж, Раушская наб 4/5 Произво но-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101
СмотретьЗаявка
4698998, 31.05.1989
НИЖНЕДНЕПРОВСКИЙ ТРУБОПРОКАТНЫЙ ЗАВОД ИМ. К. ЛИБКНЕХТА
ЯКОВЧЕНКО АЛЕКСАНДР ВАСИЛЬЕВИЧ, ОЗИМИН ВИКТОР МИХАЙЛОВИЧ, СТАРОСЕЛЕЦКИЙ МИХАИЛ ИЛЬИЧ, ГОРБ ЕВГЕНИЙ ВАСИЛЬЕВИЧ, ДОНСКОЙ АНАТОЛИЙ ИВАНОВИЧ, НОВОХАТНИЙ ВЛАДИМИР АКИМОВИЧ, ВАЩЕНКО КОНСТАНТИН АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B21H 1/04
Метки: колец
Опубликовано: 30.09.1992
Код ссылки
<a href="https://patents.su/4-1764749-sposob-izgotovleniya-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец</a>
Клеть для прокатки панелей радиаторов

Номер патента: 721134
Опубликовано: 15.03.1980
Авторы: Галеев, Гашинов, Рохлин, Чемезов
МПК: B21B 31/00
Метки: клеть, панелей, прокатки, радиаторов
...в станине, Корпус 8 каждой червяч ной передачи З,жестко соедььььь и с полу муфтой 9 соответствующего карл ььььього вала 2, червяки 10 устаьсов;ьеььиь и иор3 .72пусах 8, а червячные колеса 11 закреплены на осях 12 соответствующих профильных рабочих валков 4-7,Клеть работает следуюшим образом.Крутящий момент от привода 1 передается через карданные ирлы 2 на корпус 8 и через зацепление червячныхлередач 3 на оси 12 профипьных рабочих валков 4-7, 8. Профильные рабочиевалки 4-7 начинают вращаться, при этомчервяк 1:О и червячное колесо 11 неподвижны относительно друг друга.При смешении профилей валков 4 и 5,6 и 7 относительно друг друга клетьостанавлйвают, раздвигают валки и вращая червяк 10 соответствующего валкасъемной...
Клеть для прокатки сортовых профилей

Номер патента: 1251986
Опубликовано: 23.08.1986
Авторы: Выдрин, Дубинский, Федосиенко
МПК: B21B 13/00
Метки: клеть, прокатки, профилей, сортовых
...сил, развиваемых его гидроцилиндрами, сохраняет примерно постоянное направление. При этом она расположена н плоскости осеигидроцилиндров и в своем среднем положении направлена от середины проекции на эту плоскость сливной канавки распределительного кольца, сидящего на шестеренном валке, к середине проекции его напорной канавки. Равнодей 40 стнующая сил, развиваемых гидроцилиндрами 3, прижимает прокатные валки 4 и 5 их внутренними поверхностями к шейкам шестеренных валков, смещая оси прокатных валков относительно осей шестеренных валков в направлениях действия равнодействующих. Так 45 как направление равнодеиствующих сил, развиваемых гидроцилиндрами шестеренхраняет в пространстве примерно постоянное положение. Под...
Устройство для замера осевых усилий в образцах металла между клетями при прокатке

Номер патента: 221351
Опубликовано: 01.01.1968
Авторы: Всесоюзный, Гул, Киктенко, Конструкторско, Пащенко, Савкин, Слюсаренко, Технологический, Черный, Шевченко
МПК: G01L 1/04
Метки: замера, клетями, между, металла, образцах, осевых, прокатке, усилий
...изображено предла гаемое устройство; на фиг, 2 - разрез по А - Л на фиг. 1; на фиг, 3 - продольный разрез мессдозы; на фиг. 4 - разрез по Б - Б на фиг. 3.Направляющая 1 выполнена в виде труб ки, изогнутой таким образом, что в каждой клети стана она проходит сбоку от калибра на уровне зазора между валками 2. Эта трубка имеет разрез 3 в сторону ручья 4. Направляющая обеспечивает продвижение водила 6 ЗО гоняется с передним 8 и задпосредством специальныхнок 11.В углублении мессдозы наклеены датчики 12, которые закрыты свободно вращающимся на мессдозе кожухом 13, выполненным в виде полого хомута с выступающей частью 14 для запаса проводов 15, обеспечивающего необходимое вращение замкнутого контура без нарушения электрической связи...
Прокатная клеть для прокатки с электроконтактным нагревом

Номер патента: 631222
Опубликовано: 05.11.1978
Автор: Климов
МПК: B21B 13/00
Метки: клеть, нагревом, прокатки, прокатная, электроконтактным
...большой расход на электроэнергию для нагрева.С целью одновременного использования прокатных валков в качестве генератора электрического тока .для нагрева прокатываемого металла и уменьшения расхода 15 электроэнергии на нагрев прокатываемой заготовки валки предлагаемой клети снабжены размещенной внутри них обмоткой электромагнита, соединенной с внешним источником питания, а скользящие контакты на осях рабочих валков соединены между собой электропроводной перемычкой.На чертеже изображена предложенная прокатная клеть, общий вид. Прокатная клеть содержит верхний рабочий валок 1, в котором размещена обмотка электромагнита 2. Скользящий контакт 3 соединяет ось 4 верхнего валка через перемычку 5 с осью нижнего валка 6. Между рабочими...
Трехвалковая клеть винтовой прокатки

Номер патента: 780913
Опубликовано: 23.11.1980
Авторы: Волчков, Потапов, Терентьев, Финагин
МПК: B21B 19/02
Метки: винтовой, клеть, прокатки, трехвалковая
...механизмов нижних барабанов выполнено 45 в виде расположенных диаметральнона барабане пары рычагов, вэаимоО Трехвалковая клеть стана винто вой прокатки содержит станину, составленную иэ основания 1 и крышки 2, дванижних валка 3 с барабанами 4 и 5, расположенными между основанием икрышкой станины, один верхний валок 6 с барабаном 7, размещенным в расточке крышки, винтовые нажимные механизмы соответственно верхнего и нижнего валков, имеющие винты Ю и Ус гайками 10 и 11 соответственно для верхних и нижних валков, уравновешивающее устройство верхнего барабана с валком, включающее траверсу 12 со смонтиронанной в ней дополнительной гайкой 13, которая зафиксирована относительно крышки станины посредством направляющих пазов а крышки, стяжек 14...
Предыдущий патент: Устройство для маркировки
Следующий патент: Способ изготовления кольцевых изделий
Случайный патент: Устройство для крепления оси ролика