Способ изготовления прутка с конусным концом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1754255
Автор: Демин
Текст
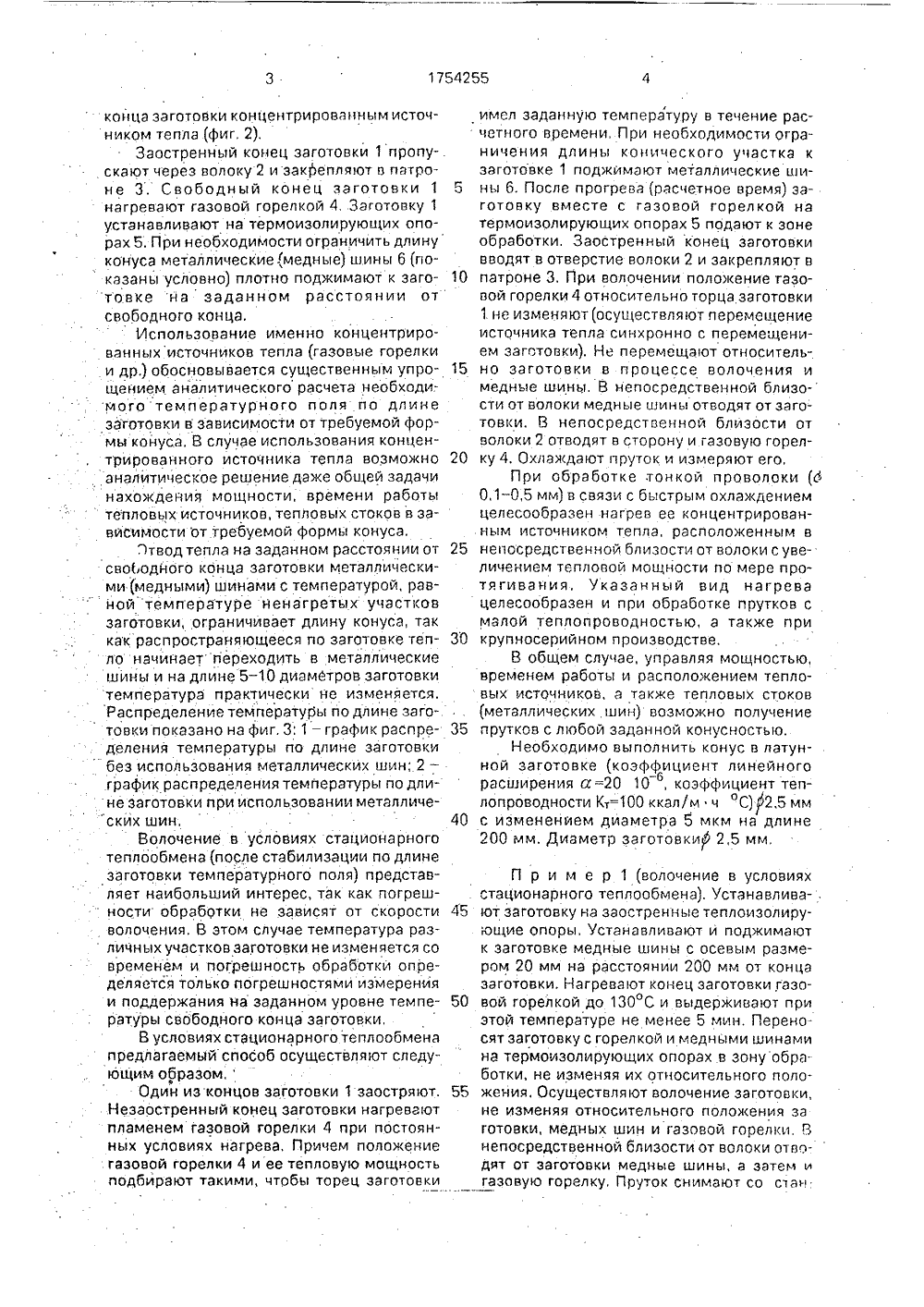
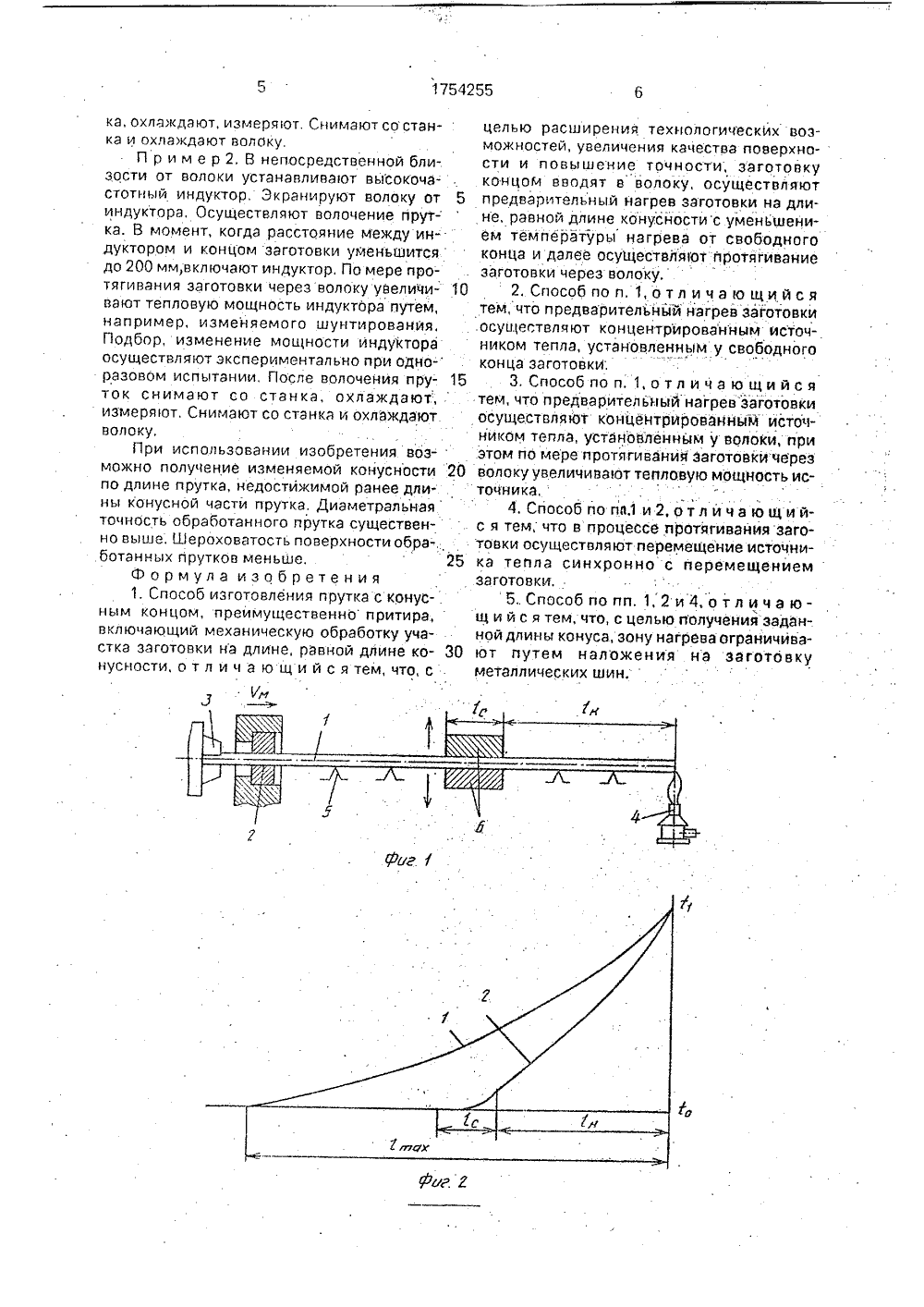
СОЮЗ СОВЕ ГГКИХСОЦИАЛИСТИЧЕСКИРЕСПУВЛИК 1754255 51)5 В 21 С 1(0 РЕТЕНИЯ Кг 30 научно-исследовательий институт трумент для волочениаллургия, 1974, с. 58,РУТКА С ОТОВЛ ГНИОМретения: оагрев заготнусности, снагрева от существляютовки на длиуменьше свободн ни- огомашиностроеложет быть исмеханической ии прецизионс малой конусстоовлерутко ет по- ти нии ой к этапное получе- г. 2 - технологиия способа; на ературы подли- использованйи На ние кон ческая фиг,3 -не прут металл Поэ щим обфиг. 1 показано по усного прутка; на п схема осуществле распределение темг ка при отсутствии и ических шин.тапно способ разом (фиг, 1) ю ОСУГцЕС 1 ВЛ ле ГОСУДАРСТВЕННЫЙ КОМИ П.ТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОПИСАНИЕ ИЗОК АВТО РС КОМУ СВИДЕТЕЛЬСТВ(54) СПОСОБ ИЗГКОНУСНЫМ КОНЦ(57) Сущность изопредварительный нне, равной длине кем температуры Изобретение относитсянию, приборостроению ипользовано в облаобработки при изгот нныхметаллических и вность ю,Цель изобретения является расшние технологических возможностей заувеличения длины конусности, а такжевышение качества поверхности и точнпрутков,Сущность способа состоит в волочепрутка с увеличивающейся температурсвободному концу его. 2конца, далее - протягивание заготовки через волоку, Предварительный нагрев заготовки осуществляют концентрированным источником тепла, установленныму свободного конца затотовки, при этом в процессе протягивания заготовки перемещают источник тепла синхронно с перемещением заготовки, Зону нагрева ограничивают путем наложения на заготовку металлических шин, Кроме того, предварительный нагрев заготовки осуществляют концентрированным источником тепла, установленным-у волоки, при этом по мере протягивания заготовки увеличивают тепловую мощность источника, 4 з, и, ф-лы, 3 ил,На обработку поступает цилиндриче ский пруток с постоянной по его длине тем-пературой (этап А), Нагревают свободный конец прутка. При этом диаметр прутка по его длине увеличивается пропорционально в увеличению температуры. Фактически образуется конусный пруток с максимальным диаметром со стороны нагреваемого конца (этап Б), После прохождения через волоку диаметр прутка постоянен, однако по его. длине существует температурный градиент. И Этот этап в значительной степени показан Ц 3 условно, так как волочейие происходит с конечной скоростью, а после прохождения волоки происходит охлаждение прутка (этап В). Через определенное время после волочения пруток остывает и его температура выравнивается. В результате охлаждения более нагретые участки прутка в большей степени уменьшают свой диаметр, Возникает конусность и рутка (этап Г).Предлагаемый способ осуществляютнаиболее просто нагреванием свободного15 35 40 50 конца заготовки концентрированным источником тепла (фиг, 2),Заостренный конец заготовки 1 пропу-.скают через волоку 2 изакрепляют в патроне 3. Свободный конец заготовки 1 5нагревают газовой горелкой 4. Зэготовку 1устанавливают на термоизолирующих опорах 5, При необходимости ограничить длинуконуса металлические-,медные) шины 6 (показаны условно) плотно поджимают к заготовке на заданном рэсстоянии отсвободного конца,Использование именно концентрировэнных источников тепла (газовые горелкии др.) обосновывается существенным упрощением аналитического расчета необходимого температурного поля по длинезаготовки в зависимости от требуемой формы конуса, В случае использовэния концентрированного источника тепла возможно 2аналитическое решение даже общей задачинахождения мощности, времени работытепловых источников, тепловых стоков в завйсимости от требуемой формы конуса,;1 твод тепла на задэнном расстоянии от 2свободного конца заготовки металлическими (медными) шинами с температурой, равной температуре ненагретых участковзаготовки, ограничивает длину конуса, таккэк распространяющееся по зэготовке тепло начинает переходить в метэллическиешины и на длине 5 - 10 диэметроа заготовкитемпература практически не изменяется,Распределение температуры по длине заготовки показано нэ фиг, 3; 1 - график распределения температуры по длине заготовкибез использования металлических шин; 2 -график распределения темперэтуры по дли не заготовки при использовании металлических шин,Волочение в условиях стационарноготеплообменэ (после стэбилизации по длинезаготовки температурного поля) представляет наибольший интерес, тэк как погрешности обработки не зависят от скорости 4волочения, В этом случае температурэ различных участков заготовки не изменяется современем и погрешность обработки определяется только погрешностями измеренияи поддержания на заданном уровне температуры свободного конца заготовки,В условиях стэционэрного теплообменапредлагаемый способ осуществляют следующим образом,Один из концов заготовки 1 заостряют. 5.Незэостренный конец заготовки нагреваютпламенем газовой горелки 4 при постоянных условиях нагрева, Причем положениегазовой горелки 4 и ее тепловую мощностьподбирают такими, чтобы торец заготовки имел заданную температуру в течение рэсчетного времени, При необходимости ограничения длины конического участка к заготовке 1 поджимают металлические шины б, После прогрева (расчетное время) заготовку вместе с гэзовой горелкой на термоизолирующих опорах 5 подают к зоне обработки. Заостренный конец заготовкивводят в отверстие волоки 2 и закрепляют в патроне 3. При волочении положение газовой горелки 4 относительно торца заготовки 1 не изменяют(осуществляют перемещение источника тепла синхронно с перемешением заготовки). Не перемещают относительно заготовки в процессе волочения и медные шины, В непосредственной близости от волоки медные шины отводят от заготовки. В непосредственной близости отволоки 2 отводят в сторону и газовую горелку 4, Охлаждают пруток и измеряют его,При обработке тонкой проволоки (6 0.1 - 0,5 мм) в связи с быстрым охлаждением целесообразен нагрев ее концентрированным источником тепла, расположенным в непосредственной близости от волоки с увеличением тепловой мощности по мере протягивэния, Указанный вид нагревацелесообразен и при обработке прутков с малой теплопроводностью, э также прикрупносерийном производстве.В общем случае, управляя мощностью, временем работы и расположением тепловых источников, а также тепловых стоков(металлических шин) возможно получениепрутков с любой заданной конусностью.Необходимо выполнить конус в латунной заготовке (коэффициент линейного расширения а=20 10, коэффициент теп-бпопроподности Кт=100 ккал/м к С) К 2,5 мм с изменением диаметра 5 мкм на длине 200 мм. Диаметр зэготовкиф 2,5 мм,П р и м е р 1 (волочение в условияхстационарного теплообменэ), Устэнэвливают заготовку на заостренные теплоизолирующие опоры, Устанавливают и поджимают к заготовке медные шины с осевым размером 20 мм на расстоянии 200 мм от конца заготовки. Нагревают конец заготовки газовой горелкой до 130 С и выдерживают при этой температуре не менее 5 мин. Переносят заготовку с горелкой и медными шинаминэ термоизолирующих опорах в зону обрэ. ботки, не изменяя их относительного положения, Осуществляют волочение заготовки,не изменяя относительного положения за готовки, медных шин и газовой горелки. В непосредственной близости от волоки отводят от заготовки медные шины, а затем и газовую горелку, Пруток снимэют со стэн.ка, охлэкдают, измеряют. Снимают состанка и охлакдают волоку,П р и м е р 2, В непосредственной близости от волоки устанавливают высокочастотный индуктор, Зкранируют волоку от 5индуктора, Осуществляют волочение прутка. В момент, когда расстояние между индуктором и концом заготовки уменьшитсядо 200 мм,включают индуктор, По мере протягивания заготовки через волоку увеличивают тепловую мощность индуктора путем,например, изменяемого шунтирования,Подбор, изменение мощности индуктораосуществляют экспериментально при одно-разовом испытании, После волочения пруток снимают со станка, охлаждают,измеряют, Снимают со станка и охлаждаютволоку,При использовании изобретения возможно получение изменяемой конусности 20по длине прутка, недостижимой ранее длины конусной части прутка, Диаметральнаяточность обработанного прутка существенно выше. Шероховатость поверхности обра-.ботанных прутков меньше. 25Формула изобретения1. Способ изготовления прутка с конус-.ным концом, преимущественно притира,включающий механическую обработку участка заготовки на длине, равной длине конусности, о т л и ч а ю щ и й с я тем, что, с .м3 целью расширения технологическйх возможностей, увеличения качества поверхности и повышение точности, заготовку концом вводят в волоку, осуществляют предварительный нагрев заготовки на длине, равной длине конусностис уменьшением температуры нагрева от свободного конца и далее осуществляот протягивание заготовки через волоку.2, Способ по и, 1, о т л и ч а ю щи й с я тем, что предварительный нагрев заготовки осуществляют концентрированным источником тепла, установленным у свободного конца заготовки,3. Способ по п, 1, о т л и ч а ю щи й с я тем, что предварительный нагрев заготовки осуществляют концентрировэнным источником тепла, установленным у волоки, при этом по мере протягивания заготовки через волоку увеличивают тепловую мощность источника,4. Способ по пп 1 и 2,отл ича ющийс я тем; что в процессе протягивания заготовки осуществляют перемещение источника тепла синхронно с перемещением заготовки,5,. Способ по пп. 1, 2 и 4, о т л и ч а ющ и й с я тем, что, с целью получения заданной длины конуса, зону нагрева ограничивают путем наложения на заготовку металлических шин.1754255 Составитель А,ДаниловскийТехред М.Моргентал,Корректор А, Ворович дактор Е.Копч водственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина. 101 аказ 2844 ВНИИП Тираж дарственного коми 113035, Моск) Дл =Солю л =Я Подписноепо изобретениям и открытиям при ГКН Т СССЖ, Раушская наб 4/5
СмотретьЗаявка
4767633, 12.12.1989
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ
ДЕМИН СЕРГЕЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B21C 1/00
Метки: конусным, концом, прутка
Опубликовано: 15.08.1992
Код ссылки
<a href="https://patents.su/4-1754255-sposob-izgotovleniya-prutka-s-konusnym-koncom.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления прутка с конусным концом</a>
Способ заправки переднего конца проволоки в волоку вдавливанием

Номер патента: 2003445
Опубликовано: 30.11.1993
Автор: Лысяный
МПК: B21C 23/26, B23K 20/04
Метки: вдавливанием, волоку, заправки, конца, переднего, проволоки
...волокой снижается вследствие одно-ф временного приложения к сердечнику проволоки при вдавливании растягивающего усилия, направление которого совпадает с направлением усилия вдавливания. Уменьшение сжимающих напряжений при вдавливании проволоки в волоку снижает вероятность подъема металла оболочки перед волокой и повышает продольную устой. чивость участка проволоки между зажимом и волокой, увеличивая тем самым степеньдеформации при вдавливании.Предлагаемый способ схематично показан на фиг.1 (в исходном) и фиг. 2 (в рабочемсостояниях),Композиционная проволока, состоящаяиз сердечника 1 и оболочки 2, упирается вволоку 3. Передний конец проволоки, представляющий собой сердечник без оболочки,10 пропущен через волоку, Зажим 4...
Способ скоростного нагрева длинномерных прутков с концами переменного сечения

Номер патента: 1770391
Опубликовано: 23.10.1992
Авторы: Валяев, Инглези, Исхаков, Розов
МПК: C21D 1/40
Метки: длинномерных, концами, нагрева, переменного, прутков, сечения, скоростного
...2 и 3 заявленный способ заключается в том, что на нагревательной установке 1 прутки 2 располагаются на нагревательных позициях П 12,з,4 таким образом, что зона постоянного сечения прутка Ь располагаются между конактами 3, а зоны 1 и 2 концов переменного сечения эа контактами, т,е, вне зоны прохождения по прутку токовой нагрузки. С последней позиции нагрева П 4 прутки методически шаговой балкой 4 по склизу 5 перемещаются в термостате 6, где они при помощи шаговой балки 7 перемещаются в тепловое пространство термостата и проходят его в направлении, перпендикулярном продольной оси термостата с шагом, приближенно равным диаметру прутка, при этом каждый пруток в состоянии компактного пакета 8 таких же прутков проходит зону нагрева "Н" и,...
Приспособление для точечной сварки длинных прутков на стыковой машине

Номер патента: 68780
Опубликовано: 01.01.1947
Автор: Леви
МПК: B23K 11/10
Метки: длинных, машине, прутков, сварки, стыковой, точечной
...с таким расчетом, чтобы нижний пруток б (фиг. 3) лежал поперек щели, образованной между двумя зажимами сварочной машины, а верхний - параллельно краю щели.Поверхность одного зажима 8 (левого) покрыта сверху слоем изоляции О, а другого 70 (правого) оголена для того, чтобы нижний пруток б мог свободно с ним соприкасаться и находиться под его электрическим напряжением,На внутреннюю оголенную боковую поверхность другого зажима 8 наложена медная пластина 5 (фиг, 3 и 4) с упором 5 а (фиг. 3),Рычаг 3 заводится в щель так, чтобы нижний пруток б проходил через его вилку У, которая при этом сцепляется с упором 5 а медной пластины 5, соприкасаясь в то же время с поверхностью последней,Башмак 2 (фиг. 1, 2 и 3) рычага при этом ложится на верхний...
Способ разделения двуслойной заготовки поперечно-винтовой прокаткой

Номер патента: 1036413
Опубликовано: 23.08.1983
Авторы: Козерадский, Кравченко, Лунев, Потапов
МПК: B21B 19/02
Метки: двуслойной, заготовки, поперечно-винтовой, прокаткой, разделения
...завершающем этапе винтовой прокатки.Прокатку можно с допущениями рассматривать как процесс обжатия полой заготовки на жестком недеформируемом серДечнике, После начала деформаций и образования контактной поверхности между валками 1 и металлом наружного слоя - оболочки 2 образуют ся зоны 3 затрудненной деформации, которые вдавливаются в заготовку и расширяют боковые слои металла оболочки. Это возможно вследствие того, что величина зазора между направляющим инструментом ч превышает величину зазора между рабочими валками в 1,15- 1,20 раза (отношение этих величин определяется коэффициентом овалиэации). Кроме того, тугоплавкий стержень - внутренний слой 5 внедряется в наружную оболочку на равную с каждой стороны величину, тем самым увеличивая...
Валковое устройство для отделения цилиндрической заготовки от прутка

Номер патента: 1738454
Опубликовано: 07.06.1992
Авторы: Мальцев, Свириденко, Солодянников
МПК: B21H 8/02
Метки: валковое, заготовки, отделения, прутка, цилиндрической
...изображено валковое устройство; на фиг,2 - вид А на фиг,1,Валковое устройство для отделения цилиндрической заготовки от прутка с одновременным образованием фаски на торце содержит приводные рабочие валки 1 и 2 с гиперболическими боковыми рабочими поверхностями 3 и 4. На рабочем валке 1 выполнены деформирующая реборда 5, расположенная по винтовой линии более одного витка с углом подъема а, и выходной участок в виде усеченного конуса 6 с большим основанием, пересекающимся с боковой рабочей поверхностью 3 по винтовой линии 7, являющейся продолжением винтовой линии деформирующей реборды 5.На рабочем валке 2 выполнен выходной участок в виде усеченного конуса 8, сопряженного с его боковой рабочей поверхностью 4 меньшим своим основанием.Оси...
Предыдущий патент: Кантователь сортового проката
Следующий патент: Способ изготовления высокопрочной проволоки
Случайный патент: Узел защиты токоведущих частей аккумуляторной батареи