Способ регулирования профиля и формы полосы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1752464
Авторы: Горяинов, Сафьян, Свириденко

Текст
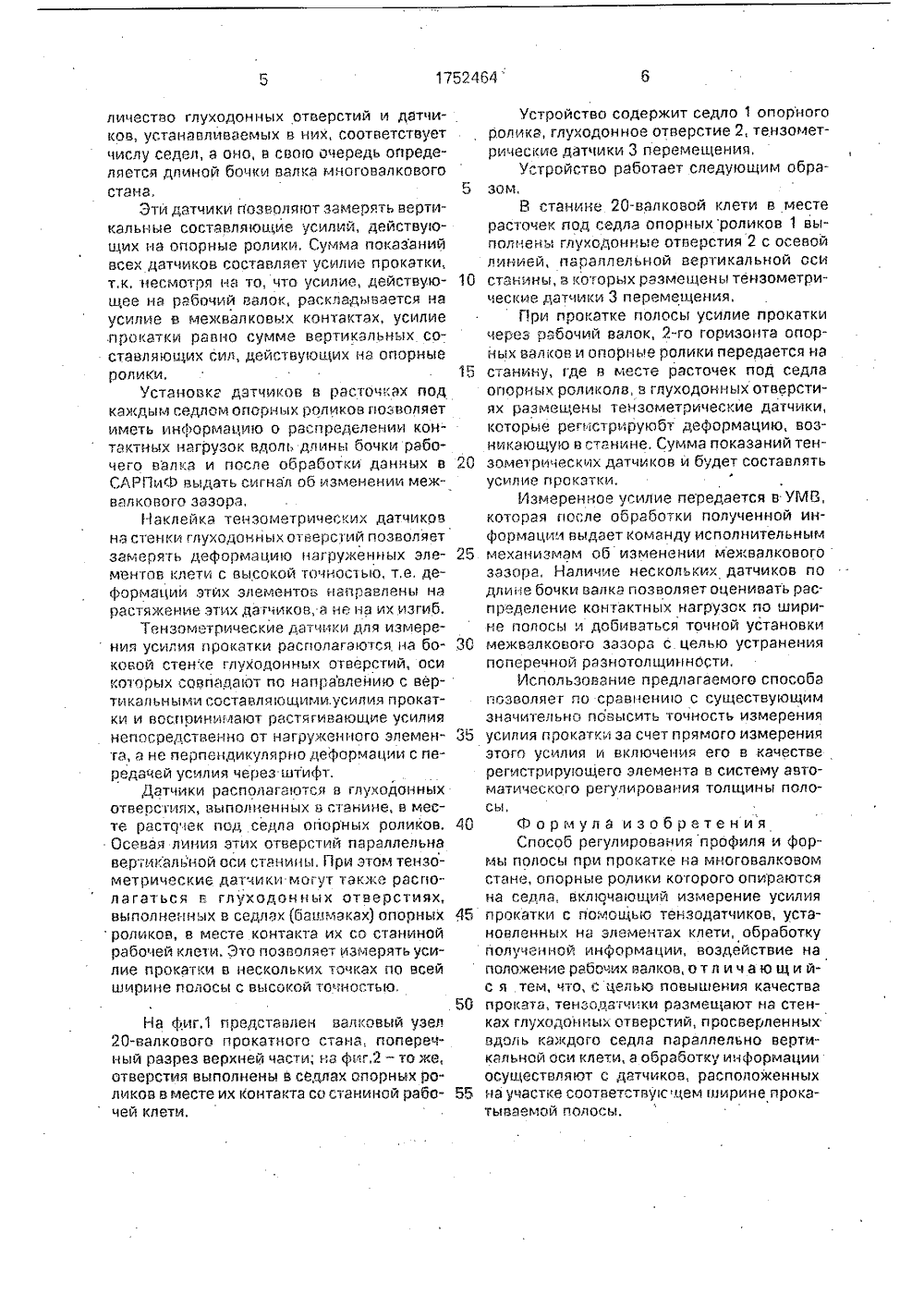
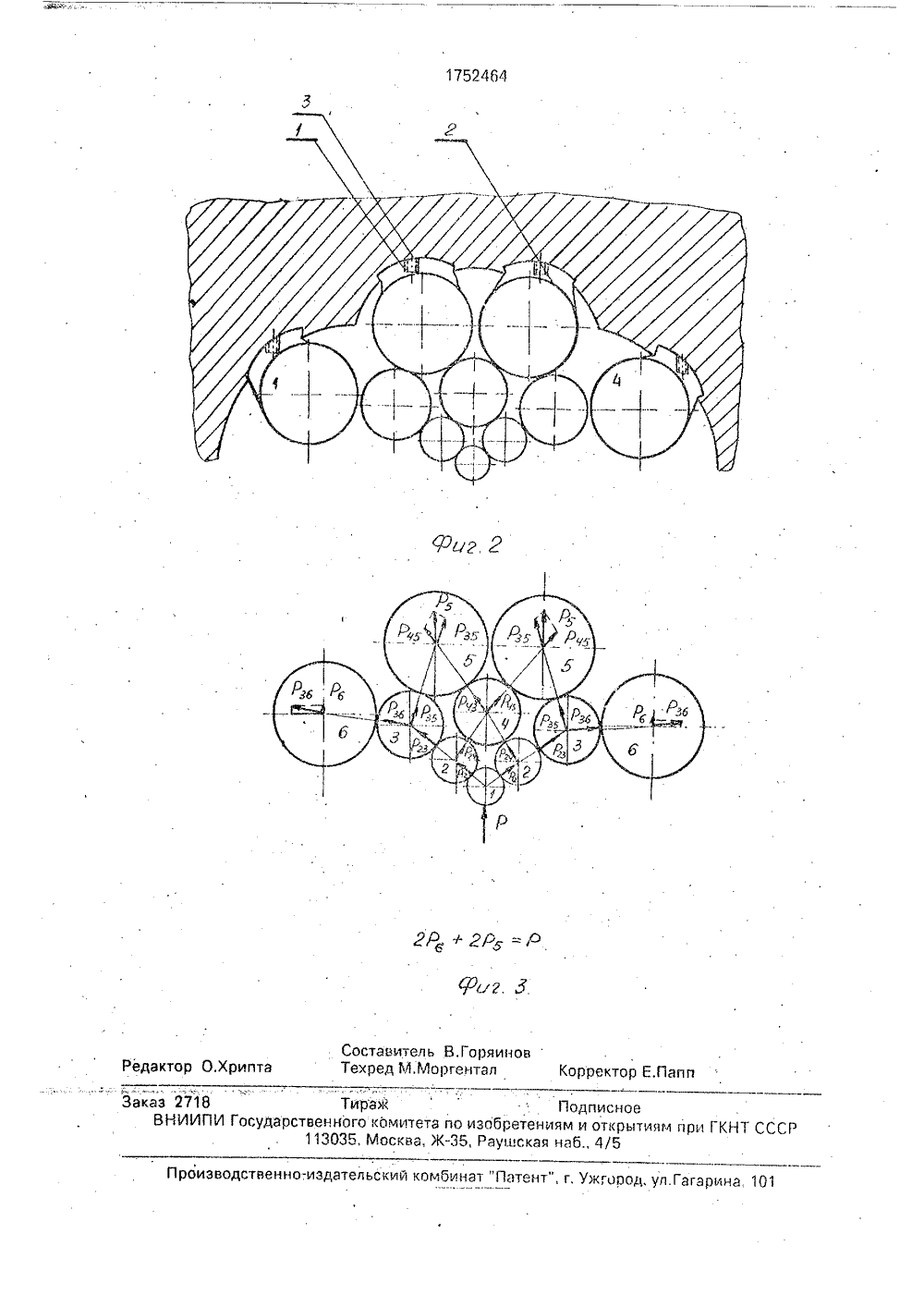
,Свириденко и А,Го ретическое и эк ание условий пр станах, Дис, на ехн, наук, Инстит епропетровск, 19 тельство СССР В 37/04, В 21 С спери" окатки соиск, утчер,1/О ОСУДАР СТ 8 Е ННЫ Й КОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТКРЫТИРИ ГКНТ СССР КОМУ СВИДЕТЕЛЬСТВУ(56) А.М.Сафьян, Теоментальное исследовна двадцэтивалковыхучен степени канд. тной металлургии, ДнАвторское сеиде(54) СПОСОБ РЕГУЛИРОВАНИЯ ПРОФИЛЯ И ФОРМЫ ПОЛОСЫ(57) Использование: прокатное производство, Сущность изобретения: в станине клети, в месте расточек под седла опорных роликов 1, выполнены глуходонные отверстия 2 с осевой линией, параллельной вертикальной оси станины, в которых размещень тензометрические датчики 3. Тензометрические датчики перемещения могут располагаться в глуходонных отверстиях, выполненных в седлах (башмаках) опорных роликов, в месте контакта их со станиной рабочей клети, 3 ил.Изобретение относится к прокатномупроизводству, в частности к способу регугирования профиля и формы полосы при прокятк 8 ня мговялсковом стане, например, иядвадцатсивалковом стане, 5Г 3 араметром, определяощим регулированйе профиля и формы полос, являетсяусилие Грокатки. В станах кварто оио измергется месдозями, ОС 1 сг 10 лага 01 димися, кякправило, между нажим;Ыми винтами и по- ОДсссссУЯ 11 И 1,ПОРЦЫХ ВЯЛКОВ Ко.СТРУКЦИЯ Ра .бочих клетей 20-валковцх станов смонолитными станинами не позволяет изМЕРЯГЬ ссиЛИ 6 ГРОКЯТКИ УПОМЯНУТЫМИ ТРЯДИЦИО,НЫМ СПОСОбом. 15Известна констоукция рабочей клети. ДВЯДЦЯТИВЯЛКОГ 1 ОГО ГсРОКацсОга Стаиа тИПЯ"ЯВГ 1 Ф 1 пг", В которой об усилии прокаткиСУсд 5 Т КОСвен 10 ПО УСИЛИ 10, ДСЙСТВУ 01 ДВМУНа ПовсШВНЬ ГИВраВЛИсОСКОГО ЦИЛИНдра С 235счетом п(спепатос 131 с 1:( Отношений иа эссбсг 1 ТОМ СВГМЕ 1 ТЕ И СОСТЗВЛЯОсИХ УСИЛИЙ, ДейСТВ 5 сюЦИХ са СРВД 1 ИВ ОПОРНЬЕ РОЛИКИ, Г 1 ПИсэтом исходят из условия равенства работы,К ОруЮ СоверШЯЮТ ГссрСМ 81 цаюДиеся ВО 25В 158 М 51 рЕГуЛИрОВЯНИЯ ТОсЛщ 11 Ы ПОЛОСЬ рабочий Валок и 151 токи Гидгсавлических цили 1дров нс 3)К 1 мОГО устро 1 ства,Это устройство предусматривает измервние усиЛИГс Про ЯГП(И гсифферсенциа 53 Ицс 1 331МЯУОМЕТООМ По РЯЭНРс.,Тс 1 ДЯВЛеиий Г 1 агсосГЖИДКОСТИ В НЯДПЛУИЖЕРНОИ И ГОДП 11 сснжеР"1( й ПОЛОСТЯУ ГИЯРООИЛИНЛГсОВДифд)ере .с,1 с 1 ЯЛЬЬЙ 1 Ма 1 ОМетр НажИМНОГО устрос 1 с 1 СТВЯ ДЯВТ ПОКЯЗЯНИЯ В З.Ътехнических ат,:осферах, а усилие прокаткипринятО ОцениВять в тоннах, поэтому покаЗЯ, Ия диффер 3 с 11 с 51 Л 1 1 О О Масос 16.ра 516 ОбхОдимо Гересчитывать Вусилие прокатки,Недостатком известной констр/(ции 49ЯВЛЯ 6 ТС 51 00 сл ЬШЯЯ 3 ДО сО /о) ПОГРЯШ НОСТЬ ИЗМВРЯЦИЙ УСИЛ 11 Я спсР(;КЯТКИ ИЭ-Эа ЩСТ 6 РЕЗ 11- Са, ВЬ 1 ЭВЯНИОГО гОтеРЯМИ Ца тРЕЦИЕ ВГидряг 1 личсес Их цилиндрах и эубчатьсх сеГ 3 Л 83 ТВХ. /СТЯНОВЛ 6 ИЫ( На ОСЯХ ОПОРНЬХ РО" 1,3ЛИКОВ,Изврлтр 31 ТЯКсКг СГ 10 соб ИЭМЕреНИЯ 1 сгсилия прокатки ца 20-валковых отаиа 3( с поМОЩ 1,сО тессЗОМВ ГРИЧЕ(.с(ИХ Датссс 1(ОВ,цяклеиваемых на отдельных элементах ра" мОбОЧВЙ КЛЕТИ: НЯ СтаИИИЕс ОПОРЯХ 1 баМЯКЯХОГЗСР 31 ЫХ РОЛИКОВ) ИЛИ ДРУГИХ Деталях., ИСПБТЦВасоЩИХ ЦЯГРУЗКИНесдОСТЯТКОМ ИЗЗВСТНОГО СПОСОбз ЯВЛЯВсся большая сг,15 Г 1 ОГрешность измереИйс уссИ 41 ИЯ Пр 01 с с 1 КИ Гсахс 18 И 3 сас 1 И 3 сТСг 1 эомеТОИЧВСКИХ ДЯТЧИКОВ 3 а сЯружЫЕповерхности деталей, исгЫтыва;01 цих б:ль Шсие НЯГРУЗКсс 1, ИМевт СЛес 1 У 05 сИе Ог:сОгс 3 сЬсссе .3 ОСГЯГУИ 31 ИЗ 1 ГР сУВС ВАТВЛЬ 1 ОГГ 1 Ь Так как дефорМация монолитной станины дажепри больших усилиях весьма мала; низкаято иОсть; не учитывается выборка зазоров в13 злах клети; при малых усилияу (до 515 т)Деформация рабочей клети не прямо пропорциональна усилию прокатки.Наиболее близким к предлагаемому потехнической сущности и достигаемому результату является способ измеренля сплюЩс 11 ВЯ 11 ИЯ ВЯЛКОВ ПРОКЯТНОГО СТЯНЯ, ПРИкотором В тяпе валка по его диаметру Вытачивают отверстие для установки В него жесткого штифта,0 Осевое отверстие Валка вставляютдатчик с чувствительным элементом, который представляет собой упругуо пластинкуС сЯКЛЕЕННЫМ На НЕЕ ПРОВОЛО ЦЫМ ДатЧИком, Включенным в схему измерительногомоста, Пробка прижимает датчик к поверхНОСТИ ОСВВОГО ОТВЕОСТИЯ В ВЯЛК 8.При сплющивании валка штифты передают перемещение поверхностногослоя бочки Валка на датчик, Вкл 10 ченныйв измерительный ко 3 пур, позволяОщий определить Величину меха 1 ического перемеценил, процсходящего в указанном слоеВ 11 Л УЯ.Недостатком данного способа являетсято, что он лишь косвенно позволяет судитьо Величиц 8 усилия прокатки, а это, В сВОООгЕРОДЬ, УВЕЛИЧИВЯОТ ПОГРЕШНОСТЬ ОПРЕДЕле 1;и 5 регулирующего (Рактора в процессеуправления системами регулировя 1 ия про(15 ИЛЯ И фОРМЦ,Целью изобретения является повыц 3 ение качества проката за счет повышениятосНости измеренсля усилия прокатки,Цель достигается тем, что в станинепредварительно вдоль каждого седла опорного ролика параллельно вертикальной оси. клети просверливают глуходоннце отверСТИ 51 с ТВНЗОМЕТОИ 8 СКИЕ ДЯТЧИКИ УСТЯНЯВЛИВают на стенках этих отверстий, Я обработкуинфоомяции Осуществля 10 т с тех датчиков,которые расположень на участке, соответстВу 01 цем ширине прокаты ВЯ 8 МОЙ полОГы,При этом тензометрические датчики перемедения могут также располагаться в глуходоиньх отверстиях,.выполненных в седлах(башмаках) опорных роликов в место конта(та их со стани 1 юЙ рабочей клети,С 5 пориый ролик представляет собосй ось,вращаюшуОся В подшипниках качения, заКРВПЛ 813 ЫЫХ В ССДЛЯХ сПРОМ 58 Хс(УТОЧНЫХ ОПОрах). На ось плотно насажецы на шпонкиТОЛСТОСТ 8 Ьссыс Г"ТЯЛЬНЫ 8 ЭЯКЯЛВННЕ ЬОЛ 1 сЦа, 1(01.1 с ЯКТИРУО ЦсЛ 8 СО ВТОРЫМ с с РсоМ 85 КУТО 1 НЫМ ВЯЛ КОМ И ПЕРЕДЯ 30 Ь 5 ссие ЧЕРЕЗ51 од 11 ипцики и седла, 3 епосредс венно опиря 101 иеся на станину; усилие прОкатки. Ко35 личество глуходанных отверстий и датчиков, устанавливаемых в них, соответствует числу седел, а оно, в свою очередь определяется длиной бочки валка многовалкового стана,Эти датчики йозроляют замерять вертикальные составляющие усилий, действующих на опорные ролики, Сумма показаний всех датчиков составляет усилие прокатки, т,к, несмотря на то, что усилие, действующее на рабОчий Ралок, раскладыва 8 тся на усилие в межвалковых контактах, усилие прокатки равно сумме вертикальных составляющих сил, действующих на опорные ролики,Установка датчиков В расточках пОдкаждым седлом опогных роликов позволяет иметь информацию о распределении контактных нагрузок вдоль длины бочки рабочего валка и после обработки даннь 1 х в САРПИЭ выдать сигнал об изменении межвалковаго зазора,Наклейка тензометрических датчиков на стенки глуходонных отверс 1 ий позволяет замерять деформация нагруженных элементов клети с ВысОкОЙ точнос 1 ью, т,8, д 8- формации этих элементов направлены на растяжение этих датчиков, а не на их изгиб.Тенэометрические датчики для измерения усилия прокатки располагаются на боковой стен се глуходанных отверстий, оси которых совпадают по направлению с вертикальными составляющими. усилия прокатки и воспоинимают растягивающие усилия непосредственно от нагруженного элемента, а не перпендикулярно деформации с передачей усилия черезштифт.Датчики располагаются в глуходанных отвеосгиях, выполненных в станине, В месте расточек под седла опорных роликов, Осевая линия этих отверстий параллельна вертикал,ной оси станины, При этом тензометрические датчики могут также располагаться в глуходоннгях отверстиях, выполненных в седлах башмаках) опорных роликов, в месте контакта их са станиной рабочей клети. Это позволяет измерятьусилие прокатки в нескольких точках по всей ширине полосы с высокой точностью,На фиг.1 представлен валковый узел 20-валкового прокатного стана., поперечный разрез верхней части; на фиг,2 - то же, отверстия выполнены в сЕдлах опорных роликов в месте их контакта со станиной рабочей клети,Устройство содержит седло 1 опорного ролика, глуходонное отверстие 2, тензометрические датчики 3 перемещения,Устройство работает следующим образом,В станине 20-валковой клети в месте расточек под седла опорныхроликов 1 выполнены глуходонные отверстия 2 с осевой линией, параллельной вертикальной оси станины, в которых размещены тензометрические датчики 3 перемещения,При прокатке полосы усилие прокатки через рабочий валок, 2-го горизонта опорных валков и опорные ролики передается на станину, где в месте расточек под седла опорных роликолв., в глуходанных отверстиях размещены тенэометрические датчики, которые регистрируюбт деформацию, возникающую в станине, Сумма показаний тензометрических датчиков и будет составлять усилие прокатки.Измеренное усилие передается в УМВ, которая после обработки полученной информация выдает Команду исполнительным механизмам об изменении межвалкового зазора, Наличие нескОльких датчиков по длине бочки валка позволяет оценивать распределение контактных нагрузок по ширине полосы и добиваться точной установки меквалкового зазора с целью устранения поперечной разнотолщинности,Использование предлагаемого способа позволяег по сравнениа с существуащим значительно повысить точность измерения усилия прокатки за счет прямого измерения этого усилия и включения его в качестве регистрирующего элемента в систему автоматического регулирования толщины полосы,Формула изобретения Способ регулирования профиля и формы полосы при прокатке на многовалковом стане, опорные ролики которого опираются на седла, включающий измерение усилия прокатки с помощью тензодатчиков, установленных на элементах клети, обработку полученной информации, воздеЙствие на положение рабочих валков, о т л и ч а ю щ и йс я тем, что, с целью повышения качества проката, тензодатчики размещают на стенках глуходанных отверстий, просверленных вдоль каждого седла параллельно вертикальной оси клети, а обработку информации ОсущестВляют с датчикОВ, расположенных на участке соатветствус цем ширине прока- тываемОЙ пОЯОсы.1752464 г. Х едактор О,Хрипта Производственно-.издательский комбинат "Патент", г, ужгород, ул.Гагарина 1 Заказ 2718 ВНИИПИ Г Составитель В.ГоряиновТехред М;Моргентал Тйраж Подписноедарственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4844721, 25.06.1990
ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ
САФЬЯН АЛЕКСАНДР МАТВЕЕВИЧ, СВИРИДЕНКО ВАДИМ НИКОЛАЕВИЧ, ГОРЯИНОВ ВИТАЛИЙ АЛЬБЕРТОВИЧ
МПК / Метки
МПК: B21B 37/04
Опубликовано: 07.08.1992
Код ссылки
<a href="https://patents.su/4-1752464-sposob-regulirovaniya-profilya-i-formy-polosy.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования профиля и формы полосы</a>
Способ регулирования поперечной формы полосы при прокатке в клети с опорными валками

Номер патента: 275961
Опубликовано: 01.01.1970
Авторы: Авербух, Гарбер, Грачев, Зиновьев, Редькин, Треть, Химич
МПК: B21B 27/10, B21B 37/32
Метки: валками, клети, опорными, полосы, поперечной, прокатке, формы
...8 контроля температуры или формы валков, исполнительный механизм 9 для 0 охлаждения опорных, валков, исполнительныймеханизм 10 для охлаждения рабочих валков, коллекторы 11 секционного охлаждения опорных и рабочих валков. Регулирование поперечного по предложенному способуледующим образом.При установившемся режиме прокатки и и отсутствии отклонений от требуемой геотрии полосы поступающие на блоки усиления логической обработки сигналы от отдельных датчиков контроля формы полосы равны между собой. Сигналы, подаваемые далее из блока 7 усиления на механизмы 1, 4 и 9, пропорциональны разности сигналов крайних и реднего датчиков 6 полосы и равны нулю, При этом в цилиндрах гидроотгиба 4 поддерживается постоянное давление, расход жидкости через...
Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто

Номер патента: 1080893
Опубликовано: 23.03.1984
Авторы: Ильин, Каретный, Один, Пономарев, Сахаров
МПК: B21B 31/10
Метки: валков, кварто, клети, опорных, прокатной, рабочих, смены, универсальной
...валков; на Фиг.4- разрез А-А на фиг. 1; на фиг. 5 разрез Б-Б на фиг. 1; на фиг, б разрез В-В на фиг, 1;на фиг. 7 - раз. рез Г-Г на фиг. 1; на фиг. 8 - разрез Д-Д на фиг. 4; на фиг.9 - разрез Е"Е на фиг. 2; на фиг. 10 разрез Ж-Ж на фиг. 3;на фиг, 11 разрез 3-З на фиг. 3; на фиг. 12 разрез И-И на фиг. 10. 20Устройство состоит из гидроцилиндра 1 для вывалки и закалки ра-бочих валков и гидроцилиндра 2 для вывалки и завалки опорных валков. Гидроцилиндр 1 закреплен снизу на 25 подъемно-опускающейся плите З,снабженной рычажно-гидравлическим механизмом 4 подъема. Шток гидроцилиндра 1 соединен с крюковой кареткой 5 для сцепки с подушками рабочих валков, а шток гидроцилиндра 2 - с крюковой кареткой б для сцепки с салазками опорных валков....
Прокатная клеть кварто с противоизгибом опорных валков

Номер патента: 401093
Опубликовано: 05.12.1977
Авторы: Краузе, Леонов, Якимушкин
МПК: B21B 1/22, B21B 37/28
Метки: валков, кварто, клеть, опорных, прокатная, противоизгибом
...Балки 11 и 12 вместе с подвешенными на них валками 7 и 9 уравновешиваются гидравлическим цилиндром 27, установленным на корпусе нажимного устройства 5.йУстройство для противоизгиба 28 нижнего опорного валка 8 содержит две балки 29 и 30, установленные в окнах станины между подушками нижнего опорного валка 8 и плоскостями окон ста нины. На шейках валков 8 установлены две дополнительные подшипниковые опоры 31 и 32, расположенные с внешних сторон от главных подшипников 33 и 34 опорного валка, и две внутренние опо- М ры 35 и 36. Балки 29 и 30 соединяются между собой траверсами 37 и 38 с помощью осей 39, В траверсах 3 и 38 расположены гидравлические цилиндры 40 и 41 системы противоизгиба нижнего 30 опорного валка. Внешние цилиндры 42 и 43...
Устройство для смены рабочих и опорных валков прокатной клети кварто

Номер патента: 1819164
Опубликовано: 30.05.1993
Автор: Один
МПК: B21B 31/10
Метки: валков, кварто, клети, опорных, прокатной, рабочих, смены
...направляющие 12 плиты 10. Кареткой 1 извлекают иэ клети на направляющие 8 стойки 7 изношенные рабочие валки; смещают тележку 3 до установки направляющих 12 по оси перевалки и вводят новые рабочие валки в клеть.При комплексной замене рабочих и опорных валков новые рабочие валки устанавливают заранее на направляющие 16 тележки 4, Опускают плиту 10 и устанавливают на направляющие 6 комплект новых опорных валков со вставкой.5 10 15 20 25 30 35 40 45 50 55 Еще одну вставку(для изношенных опорныхвалков) устанавливают на направляющие 11плиты 9, перекрывающей направляющие 5для изношенных опорных валков,Кареткой 1 извлекают из клети на направляющие 8 стойки 7 изношенные рабочие валки. Затем ходом тележки 3совмещают направляющие 11 с осью...
Устройство для перевалки опорных валков и нажимных винтов прокатной клети кварто

Номер патента: 768505
Опубликовано: 07.10.1980
Авторы: Керножицкий, Краузе, Шейман, Якимушкин, Яковкин
МПК: B21B 31/10
Метки: валков, винтов, кварто, клети, нажимных, опорных, перевалки, прокатной
...балку 4, в которой выполнены два отверстия 5 для размещения нажимных винтов. Размер отверстий больше наружнего диаметра гайки 6 нажимного винта, Оси отверстий расположены симметрично относительно вертикальной оси балки. Промежуточная балка в процессе перевалки ставится посадочными местами 7 на соответствующие посадочные места 8 подушки 9 нижнего опорного валка. Для перевалки верхнего опорного валка используют уравновешивающее устройство 10. Устройство включает рельсовый путь 11 для перемещения валков.Смена валков и нажимных винтов осуществляется следующим образом.После удаления комплекта рабочих валков с нижнего опорного валка он заменяется новым, На новый нижний опорный валок устанавливают промежуточную балку 4, закрепляя ее на...
Предыдущий патент: Способ позиционного регулирования осевого положения валка на прокатном стане
Следующий патент: Устройство для удаления смазочно-охлаждающей жидкости с поверхности полосы
Случайный патент: Автоматизированная транспортно-накопительная система