Способ управления процессом электронно-лучевой сварки и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
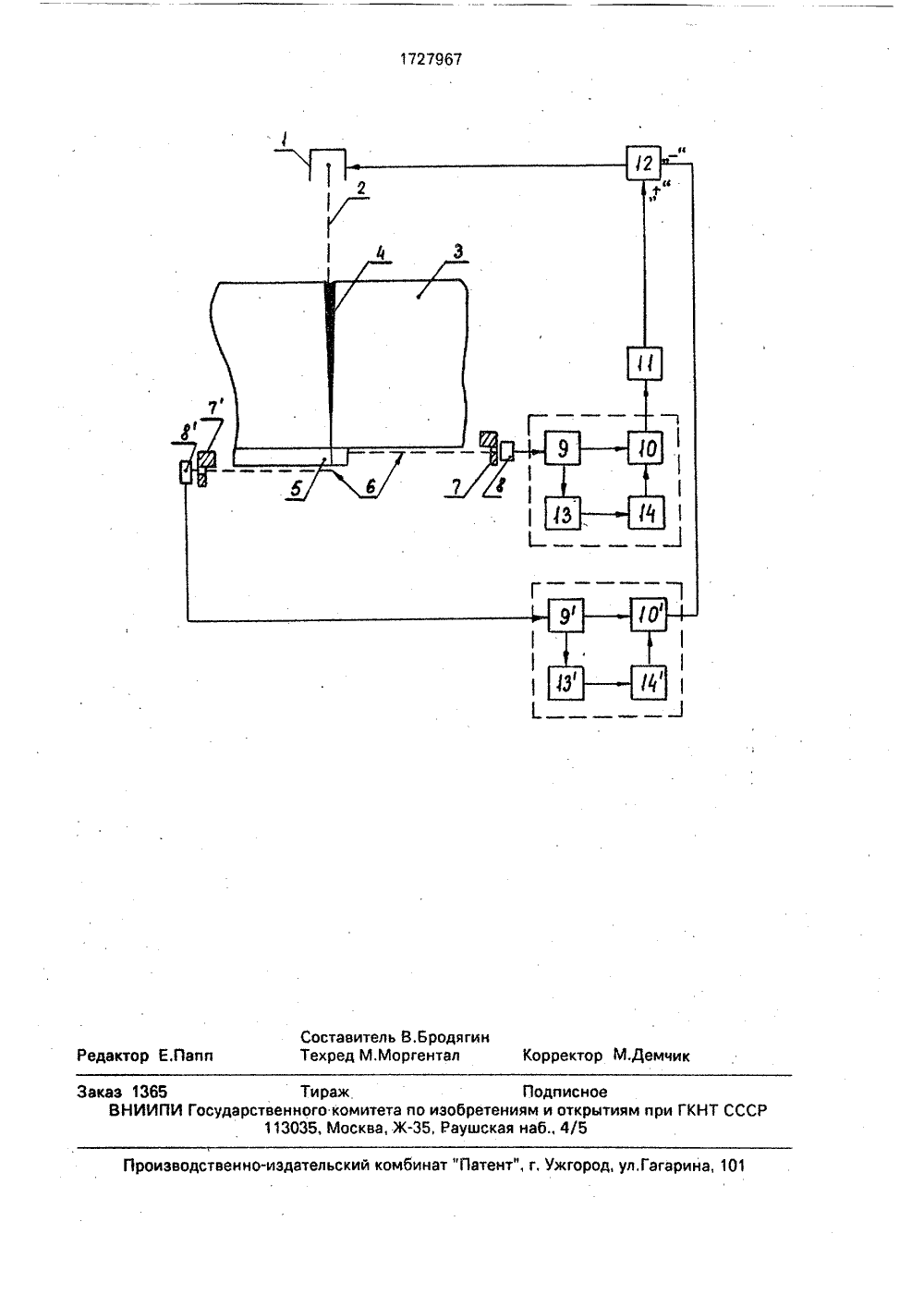
ти ин нко и И.М.РубиГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБРК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(56) Авторское свидетельство СССР В 1260142, кл, В 23 К 15/00, 1984,(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, (57) Изобретение относится к машиностроению и предназначено для электронно-лучевой сварки, управляемой по результатам контроля рентгеновского излучения, возникающего в процессе сварки. Цель изобретения - повышение качества сварки путем увеличения точности стабилизации режима сквозного проплавления, Способ включает регистрацию рентгеновского излучения, возникающего в процессе сварки со стороны свариваемых изделий, противоположИзобретение относится к технике электронно-лучевой сварки (ЭЛС), управляемой по результатам нераэрушающего контроля качества сварки, а именно путем использования рентгеновского излучения, возникающего в процессе ЭЛС, и может быть использовано в автоматизированной системе управления технологическим процессом ЭЛС в масштабе реального времени.Цель изобретения - повышение качества сварки путем увеличения точности стабилизации режима сквозного проплавления. 727967 А 1 ной вводу электронного луча, в стороне от плоскости свариваемого стыка и распространяющегося перпендикулярно лучу. Затем контролируют глубину проплавления и управляют лучом по результатам контроля. Устройство содержит два датчика рентгеновского излучения, расположенных со с ны свариваемых изделии, противоположной вводу электронного луча, и в стороне от плоскости свариваемого стыка по касательной к внутренней и наружной поверхностям подкладки. Они соединены с двумя блоками определения глубины проплавления, блоком управления глубиной проплавления и инвертором, К увеличивающему входу блока управления глубиной проплавления подключен через инвертор первый блок определения глубины проплавления, а к уменьшающему входу - второй блок определения глубины проплавления, которые выполнены в виде переключаемых амплитудного и частотно-амплитудного дискриминаторов. Изобретение позволяет защитить шов от сквозного прожога путем управления режимом проплавления на подкладке,2 с.и 1 з,п, ф-лы, 1 ил,Поставленная цель достигается тем, что согласно способу управления процессом ЭЛС, заключающемуся в регистрации рентгеновского излучения со стороны, противоположной вводу электронного луча, и управлении током луча по результату контроля, регистрируют рентгеновское излучение в стороне от плоскоси свариваемого стыка и перпендикулярно оси электронного луча.Поставленная цель достигается также тем, что устройство для управления процессом ЭЛС, содержащее последовательно соединенные датчик рентгеноьского излучения, расположенный с обратной вводу элек" тронного луча поверхности свариваемых изделий, блок определения глубины проплавления, а также прибор управления лучом и алек гронно-лучевую пушку, снабжено инвертором, вторым датчиком рентгеновского излучения и вторым блоком определения глубины проплавления, причем выход второго датчика соединен через второй блок с вторым входом прибора управления лучом, первый вход которого через инвертор присоединен к выходу первого блока определения глубины проплавления. Кроме того, в устройстве для управления процессом ЭЛС блок определения глубины проплавления содержит последовательно соединенные усилитель-ограничитель, частотный детектор, амплитудный дискриминатор и коммутатор, причем второй выход усилителя-ограничителя связан с вторым входом коммутатора, выход которого является выходом блока определения глубины проплавления, входом которого является вход усилителя-ограничителя.Отличительным признаком предлагаемого способа от известного является регистрация рентгеновского излучения в стороне от плоскости свариваемого стыка и распространяющегося перпендикулярно оси электронного луча по поверхности свариваемых изделий и за их пределами (из подкладки, либо из вытекающего из зазора стыка расплавленного металла). Регистрация такого излучения позволяет регистрировать моменты сквозного проплавления стыка свариваемых изделий, выхода электронного луча на их поверхность, противоположную его вводу,Отличительными признаками предлагаемого устройства являются наличие дополнительных блока определения глубины проплавления и датчика рентгеновского излучения, выход которого соединен с входом дополнительного блока определения глубины проплавления, выход которого соединен с уменьшающим входом блока управления глубиной проплавления, причем дополнительный датчик расположен дальше от выходной поверхности, чем первый; наличие инвертора, вход которого соединен с выходом первого блока определения глубины проплавления, а выход - с увеличивающим входом блока управления глубиной проплавления; блок определения глубины проплавления выполнен в виде переключаемых амплитудного и частотно-амплитудного дискриминаторов.При таком боковом расположении детекторое рентгеновского излучения под 5 10 15 20 25 30 35 40 45 50 55 корнем шва сам факт появления сигнала отних свидетельствует о том, что контролируемая величина глубины проплавления достигла требуемого значения для сквозногопроплавления и наоборот - отсутствие сигнала свидетельствует о режиме сварки с непроваром под корнем шва (например, прирегистрации излучения, распространяющегося по поверхности свариваемых изделий),В случае колебания глубины проплавленияпри приближении режима сварки к сквозному проплавлени 1 о сигнал на детекторе будетто появляться, то исчезать, Причем из-эаразброса величины амплитуд колебанияглубины проплавления частота появлениясигнала на детекторе будет увеличиваться сприближением средней линии колебания квыходной поверхности свариваемых изделий и при совпадении с ней частота будетмаксимальной при дальнейшем увеличенииглубины частота будет уменьшаться),На чертеже изображена схема процессаи структурная схема предлагаемого устрой-ства, реализующего способ управленияпроцессом ЗЛС,Схема содержит электронно-лучевуюпушку 1, излучающую электронный луч 2,свариваемое изделие 3, свариваемый стык4 с каналом проплавления, подкладку 5,рентгеновское излучение б, распространяющееся перпендикулярно электронному лучу и со стороны свариваемых изделий,противоположной его вводу, диафрагму 7 (7)с коллимирующим отверстием, датчик 8 (8)рентгеновского излучения, усилитель-ограничитель 9 (9)(амплитудный дискриминаторс порогом срабатывания, определяемым чувствительностью), коммутатор 10 10 ) родаЗЛС, инвертор 11, прибор 12 управлениялучом (ПУЛ) с увеличивающим "+" и с уменьшающим "-"-входами управления глубинойпроплавления, частотный детектор 13 (13),амплитудный дискриминатор 14 (14) - схемувыделения заданной (максимальной) амплитуды,Устройство работает следующим образом,Электронная пушка 1 формирует и направляет электронный луч 2 на изделие 3 посвариваемому стыку 4 с подкладкой 5, Электронный луч при бомбардировке материалаиэделия генерирует рентгеновское излучение б, которое при достижении лучом подкладки режим сквозного проплавления)через коллимирующее отверстие диафрагмы 7 попадает на входное окно датчика 8,т,е. выделяют распространяющееся перпсндлкулярно оси электронного луча рентгеновское излучение, регистрируют его встороне от плоскости свариваемого стыка исо стороны, противоположной вводу луча, До тех пор, пока с этого датчика отсутствовал сигнал, на "+"-входе ПЛУ 12 присутствовал благодаря инвертору 11 потенциал и он, управляя лучом, изменял его ток, фокусировку, увеличивал глубину проплавления. С появлением излучения на входном окне сигнал с датчика поступает на вход усилителя- ограничителя 9, где усиливается до требуемого значения и, в зависимости от состояния коммутатора 10, поступает на вход инвертора 11 прямо либо через частотный детектор 13 и амплитудный дискриминатор 14. Первый случай соответствует процессу сварки без колебаний глубины проплавления, например с двойным луче- преломлением, вобуляцией луча, Второй случай предусмотрен при сварке с колебаниями глубины проплавления. Частотный детектор 13 преобразует частоту появления сигнала датчика в амплитуду, а дискриминатор 14 выделяет ее максимальное (либо определенное, наперед заданное) значение, Инвертор с появлением сигнала на его входе снимает потенциал с "+"-входа ПУЛа, ПУЛ поддерживает режим сварки, при котором электронный луч достиг внутренней поверхности подкладки 5, В случае сквозного прожога (луч достигает внешней, наружной поверхности подкладки) аналогично работает дополнительный канал регистрации и обработки сигнала 7 , 8, 9, 10, 13 и 14, только сигнал поступает без инверсии на уменьшающий "-"-вход ПУЛа, который уменьшает глубину проплавления до исчезновения сигнала на его входе с датчика 8 . Благодаря описанной работе устройства оно стабилизирует режим сварки, при котором электронный луч достигает точки сквозного проплавления, соответствующей моменту появления сигнала на датчике 8, либо колебание его с определенной (например, максимальной) частотой.Таким образом, предлагаемый способ управления процессом ЭЛС и устройство для его осуществления позволяют контролировать и стабилизировать режим сквозного проплавления свариваемого стыка с защитой от сквозного прожога благодаря жесткой("да - нет") причинно-следственной связи моментов достижения режимов сквозного проплавления и прожога и моментов появления сигналов на датчиках. Настраивая датчики на различные точки с разными пространственными координатами по глубине относительно точки на поверхности свариваемых изделий (в телеподкладки, изменением ее толщины) регулируют режимы сквозного проплавления от частичного до сплошного. Также регулируют режим сварки установкой порога амплитудного дискриминатора 14. Помимо перечисленного надежность, точность стабилизации обеспечиваются большим отношением сигнал/шум: сильный сигнал на датчиках в моменты сквозного проплавле 10 ния (и прожога) и полное его отсутствие в 50 55 15 20 25 30 35 40 режиме непровара под корнем шва. Все это в совокупности повышает качество сварки,Формула изобретения 1. Способ управления процессом электронно-лучевой сварки, заключающийся в регистрации рентгеновского излучения со стороны, противоположной вводу электронного луча, и управлении током луча по результату контроля,отл ич а ющи йс я тем, что, с целью повышения качества сварки путем увеличения точности стабилизации глубины проплавления, регистрируют рентгеновское излучение в стороне от плоскости свариваемого стыка, и перпендикулярно к оси электронного луча.2. Устройство для управления процессом электронно-лучевой сварки, содержащее последовательно соединенные датчик рентгеновского излучения, расположенный с обратной вводу электронного луча поверхности свариваемых иэделий, блок определения глубины проплавления, а также прибор управления лучом и электронно-лучевую пушку,отличающееся тем,что, с целью повышения качества сварки путем увеличения точности стабилизации глубины проплавления, оно снабжено инвертором, вторым датчиком рентгеновского излучения и вторым блоком определения глубины проплавления, причем выход второго датчика рентгеновского излучения соединен через второй блок определения глубины проплав-ления с вторым входом прибора управления лучом, первый вход которого через инвертор присоединен к выходу первого блокаопределения глубины проплавления. 3. Устройство поп,2, отл ича ю ще ес я тем, что блок определения глубины проплавления содержит последовательно соединенные усилитель-ограничитель, частотный детектор, амплитудный дискриминатор и коммутатор, причем второй выход усилителя-ограничителя связан с вторым входом коммутатора, выход которого является выходом блока определения глубины проплавления, входом которого являестя вход усилителя-ограничителя,1727967 Составитель В,БродягиТехред М.Моргентал ректор М.Демчи тор Е.Пап Производственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина, 1 аказ 1365 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГК 113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4820969, 07.05.1990
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ИНТРОСКОПИИ ТОМСКОГО ПОЛИТЕХНИЧЕСКОГО ИНСТИТУТА ИМ. С. М. КИРОВА
КИСС ПАВЕЛ ЭВАЛЬДОВИЧ, ПЕТУШЕНКО ВИТАЛИЙ ФЕДОРОВИЧ, РУБИНОВИЧ ИЛЬЯ МАТВЕЕВИЧ
МПК / Метки
МПК: B23K 15/00
Метки: процессом, сварки, электронно-лучевой
Опубликовано: 23.04.1992
Код ссылки
<a href="https://patents.su/4-1727967-sposob-upravleniya-processom-ehlektronno-luchevojj-svarki-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом электронно-лучевой сварки и устройство для его осуществления</a>
Датчик для контроля глубины проплавления при сварке стыков труб

Номер патента: 969478
Опубликовано: 30.10.1982
Авторы: Гаврилов, Дроздов, Фоменко
МПК: B23K 9/10
Метки: глубины, датчик, проплавления, сварке, стыков, труб
...конуса 1, фотоэлемента 2, расположенного в вершине конуса 1, В основании 3 конуса 1 выполнено отверстие 4. Диаметр отверстия 4 равен наружному диаметру трубы 5, На внутреннюю поверхность конуса 1 нанесен отражающий блой 6.Датчик работает следующим образом.Конус 1, установленный на штативе, (не показан), одевается на свариваемую трубу 5. Основание 3 конуса 1 выполнено непроницаемым для светового излучения, например из свинца. Поток излучения от зоны нагретого металла 7 под сварочной горелкой 8 попадает на внутреннюю поверхность полого конуса 1, покрытую отражающим слоем, например серебром 6, и, .переотражаясь, концентрируется в вершине конуса 1, где помещен фотоэлемент 2, преобразующий энергию светового излучения в электрический...
Датчик для контроля глубины проплавления при сварке стыков труб

Номер патента: 1009665
Опубликовано: 07.04.1983
Авторы: Гаврилов, Дроздов, Фоменко
МПК: B23K 9/10
Метки: глубины, датчик, проплавления, сварке, стыков, труб
...отражающим слоем, а основание выполнено непроницаемым для светового излучения и с отверстием для свариваемой трубы, а фотоэлемент смонтирован в 35 вершине конуса 2 .Недостатком устройстна является его низкая чувствительность.Причина низкой чувствительности заключается в слабой концентрации 4 р энергии на фотоэлементе, поскольку на него попадает только часть боковой составляющей лучистого потока эоны сварки, в то время как составляющая. излучения, направленная перпендику лярно оси трубы и имеющая в этом направлении максимальное значение, на фотоэлемент не попадает.Целью изобретения является повышение чувствительности датчика.Постанленная цель достигается тем, что датчик для контроля глубины проплавления при сварке стыков труб,...
Способ автоматического регулирования глубины проплавления при сварке неплавящимся электродом

Номер патента: 1346369
Опубликовано: 23.10.1987
Авторы: Бобылев, Гладков, Киселев, Кричевский, Ширковский
МПК: B23K 9/10
Метки: глубины, неплавящимся, проплавления, сварке, электродом
...контролируемое сечение 2,Позицией 3 показана изотерма, ограничивающая зону расплава, позицией4 - изотерма, соответствующая заданной температуре.Свариваемая лента 5 приводитсяв движение формовочными валками 6со скоростью Я. Сварочная дуга 7 возбуждается в горелке 8, питаемой отуправляемого сварочного выпрямителя 5 10 15 О скорость сварки на величину дЯ ификсируют изменение ширины контролируемой изотермы В В и отклонениекритериального параметра д К Приэтом ш,=вВ,/щ=ЛК/ЛЯВернув процессв исходное состояние, изменяют степень распределенности источника теплоты путем увеличения длины дуги.Определяют при этом отклонение критериального параметра дК. Ток сварки увеличивают так, чтобы добитьсятребуемой величины проплавления,ширина контролируемой...
Способ электронно-лучевой сварки разнородных металлов с поперечными колебаниями электронного луча

Номер патента: 937116
Опубликовано: 23.06.1982
Авторы: Гавринцев, Зорихин, Кочармин, Павлюков, Филатов
МПК: B23K 15/00
Метки: колебаниями, луча, металлов, поперечными, разнородных, сварки, электронно-лучевой, электронного
...пучка на деталь 2.Колебания под углом сс.к стыкуобеспечивают тепловой баланс в зоне 30 соединения за счет устранения взаим937116 ного смещения зон нагрева свариваемых металлов.П р и м е р. Осуществляют сварку стли Э 10-Ш с бронзой БРКМц 3-,1. Производят измерение диаметра пучка методом вращающегося зонда. Величина диа метра фокального пятна составляет 0,66 мм.Определяют скорость сварки по Формуле; 1 О 2,1 НдР(стЧ,) 15 де д = 0,056 А П = 22500 В ток сварки;ускоряющее напряжние; огда Ос 05622600б 375 О 48 6 3 О 381 109 Ъ 95 48.8 4с 381 1080+205 с с сс Ч.е 7 22 4 0о=агс 1 д 15 =агсФд 2,4 е темыают по с отклоугол с няют да 5. ектронн рмуле:. 2 Х 2Е д позво 2я )с,по рмула изобретен Способ электрон 50 разнородных металл колебаниями...
Способ автоматического регулирования глубины проплавления при сварке

Номер патента: 1655681
Опубликовано: 15.06.1991
Авторы: Будник, Буцько, Герасимов, Никитюк, Стебловский
МПК: B23K 9/00
Метки: глубины, проплавления, сварке
...При ЬО = Од - Од 0Упр = Упрсе= 1(Од)св,При ЬО = Од+ Од=ОУпр = Упрсв = 1 свПри ЬО = Од - Од 0Упр=(од) Уяр1 св = свФормула изобретения Способ автоматического регулирования глубины проплавления при сварке неплавящимся электродом, заключающийся в стабилизации положения горелки, относительно изделия и в стабилизации напряжения на дуге за счет изменения параметров сварочного процесса, о т л и ч а ю щ и й с я тем, что, с целью повышения качества сварных соединений при превышении величины текущего напряжения на дуге над заданной, увеличивают скорость подачи присадочной проволоки по заданной зависимости и поддерживают на заданном уровне сварочный ток, а при величине текущего напряжения на 30 35 дуге, меньшей относительно заданной,...
Предыдущий патент: Устройство для сварки арматурных сеток
Следующий патент: Машина для сварки трением
Случайный патент: 154676