Способ формования полых полимерных изделий раздувом в форме
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1691123
Авторы: Аникин, Вепринский, Залесский, Скляревский, Соломенко


Текст
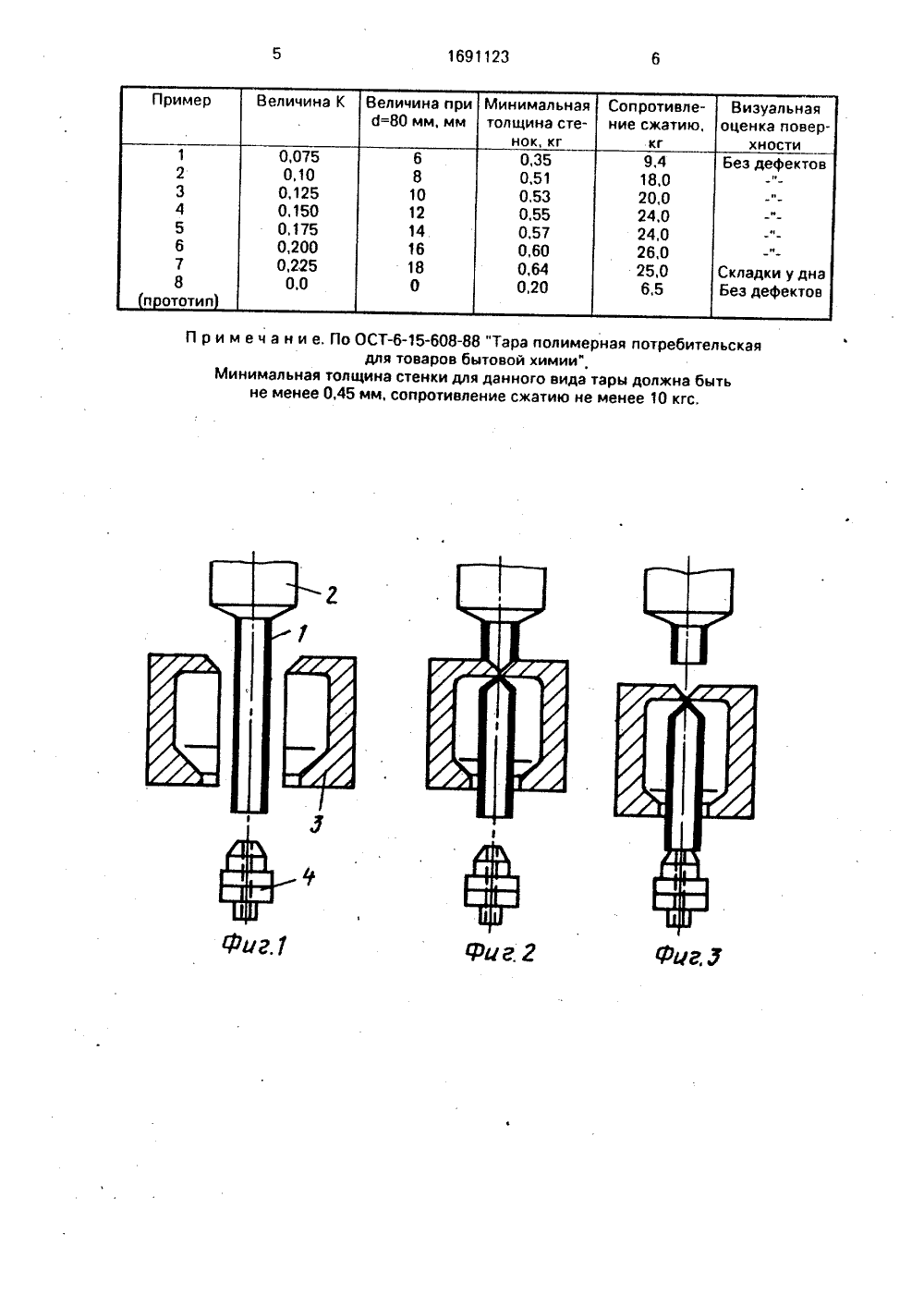
(51)5 В ТЕНИЯ ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОПИСАНИЕ ИЗОБ АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(71) Всесоюзный научно-исследовательскийи проектный институт химической промышленности(56) Патент ФРГ Рв 1259090,кл, В 29 С 17/07, 1968.(54) СПОСОБ ФОРМОВАНИЯ ПОЛЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ РАЗДУВОМ В ФОРМЕ(57) Изобретение относится к переработкеполимерного термопластичного материалаиз трубчатых заготовок. Цель иэобретения -повышение качества изделий за счет упрочнения донной части при изготовлении из Изобретение относится к переработке полимерных материалов, в частности к технологии изготовления полимерной тары из узкой заготовки, получаемой на агрегатах с нижним раздувом, и может быть использовано в отраслях промышленности, связанных с переработкой полимерных материалов.Цель изобретения - повышение качества иэделий за счет упрочнения.донной части при изготовлении из равнотолщинной заготовки на агрегатах с нижним раздувом,На фиг.1-6 схематично показаны этапы формования изделий. Способ осуществляют следующим обрезом. равнотолщинной заготовки на агрегатах с нижним раэдувом. Для достижения цели изобретения после отделения заготовки со сваркой в донной части до начала раэдува ниппель вводят в контакт с нижним концом заготовки, выступающим за нижний торец формы, и осуществляют ее вертикальный подъем ниппелем на расстояние 1= К б, где К - поправочный коэффициент, равный 0,1 - 0,2, б - диаметр изделия, мм. Затем производят раздув заготовки в форме, при этом в первую очередь формование происходит в верхней части заготовки, т,е. в той части, которая имеет более высокую температуру, чем остальная часть заготовки, эа счет чего основной избыток материала, который об- Я раэовался в форме при подъеме заготовки, будЕт 1 г 1 СПОЛЬЗОВатЬСя дЛя фОрМОВаНИя дОН- ной части. 1 табл.,6 ил. 9Полимерный материал в виде рукава экструдируется из кольцевой экструзионной головки 2 (фиг.1). Затем при замыкании выдувной.формы 3 заготовку 1 необходимой длины отделяют от головки 2 с одновременной сваркой верхнего ее конца (фиг.2). При СА этом нижний торец заготовки 1 свободно располагается а межформном пространст. аа ве, выступая эа нижний торец формы 3 а (фиг,3);Раздувной ниппель 4 при подъеме касается нижнего торца трубчатой заготовки 1 (фиг.3), причем благодаря тому, что диаметр ниппеля больше диаметра заготовки, при его дальнейшем подъеме усилие воздействует на заготовку 1 в осевом направлении и .приводит к увеличению длины части заго1691123 50 товки, которая размещается в полости формы (фиг,4),на величинупо сравнению с ее длиной на фиг,3, При этом возможно ее искривление и некоторое утолщение заготовки в зоне, прилегающей к верхней части 5 формы (фиг.4).Затем после подъема ниппеля на расстояние 1=К д через него начинают подавать сжатый воздух, который образует воронкообразное расширение заготовки(фиг.5). Это 10 позволяет ввести ниппель в заготовку, сформовать горловину, а затем осуществить раздув заготовки в изделие(фиг.6). При этом в первую очередь формуется донная часть изделия из верхней части заготовки, кото рая имеет более высокую температуру (на 15 - 20 С выше), чем другая часть заготовки, и которая имеет меньшую вязкость. Поэтому основной избыток материала, получаемый при подъеме заготовки ниппелем,будет 20 использоваться при формовании донной части.Предлагаемый способ был опробован при получении полимерных обьемных иэделий - банок из полиэтилена высокого давле ния (ПЭВД) емкостью 0,5 л на экструзион но-выдувном автомате "Ходос 04728" при работе на четырехручьевой экструзионной головке и четырехместной пресс-форме, 30Высота получаемого изделия составляет 125 мм, диаметр 80 мм, диаметр горловины 55 мм, диаметр трубчатой заготовки 35 мм, время цикла 24 с, исходное расстояние от ниппеля до нижней кромки формы 90 мм, 35 ,диаметр проходного отверстия, в ниппеле 8 мм, давление сжатого воздуха в системе 4 атм.Воздух на раздув подавался после подь. ема ниппелем заготовки на расстояние 4 С =К б, где К в различных экспериментах изменяли от 0,075 до 0,225, С исгольэованием данного способа изготовлена партия изделий в количестве 420 шт, При каждой величине направочного коэффициента было 45 изготовлено по 60 банок. Затем каждая партия банок была подвергнута визуальнОму осмотру, в них была определена минимальная толщина стенок (ОСТ 6-15-608-88 "Тара полимерная потребительская для товаров бытовой химии", и, 4.8 и сопротивление сжатию, там же, п,4,9),Для обеспечения возможности сравнения,была получена партия банок по способу-прототипу. Технологические параметры работы агрегата такие же, как в примере, но .подачу воздуха на раздув начинают до контакта ниппеля и заготовки, т.е. подъем заготовки ниппелем не осуществляется,Данные экспериментов сведены в таблицу.Как видно из приведенных в таблице данных, показатели тары, получаемой по предлагаемому способу с подьемом заготовки на расстояние ог 8 до 16 мм (К = 0,1 - 0,2; примеры 2 - 6), характеризуются значениями требованиям стандарта. Подъем заготовки ниппелем на расстояние менее 8 мм (пример 1) не обеспечивает требуемого качества изделия, Увеличение подъема заготовки на величину более 16 мм (пример 7) приводит к появлению дефектов поверхности - у дна появляются складки.Формула изобретения Способ формования полых полимерных изделий раэдувом в форме, включающий подачу трубчатой заготовки из формующего устройства в выдувную форму, отделение ее со сваркой в донной части, воронкообразное расширение выступающего за нижний торец формы конца заготовки воздухом, подаваемым для раэдува из ниппеля, последующее механическое расширение горловины и формование изделия под воздействием давления воздуха, о т л и ч а ю щ и й с я тем, что. с целью повышения качества изделий за счет упрочнения донной части при изготовлении из равнотолщинной заготовки на агрегатах с нижним раздувом, до начала подачи воздуха для раэдува ниппель вводят в контакт с нижним концом заготовки и осуществляют ее вертикальный подъем ниппелем на расстояние = Кб. где б - диаметр изделия, мм; К = 0,1 - 0,2 - поправочный коэффициент, установленный эксперимен. тально.П р и м е ч а н и е. По ОСТ-15-608-ВВ "Тара полимерная потребительская для товаров бытовой химии",Минимальная толщина стенки для данного вида тары должна быть не менее 0,45 мм. сопротивление сжатию не менее 10 кгс.1691123Составитель И,фролова едактор М,Кобылянская Техред М,Моргентал Корректор С.Черни аказ 3893 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ С113035, Москва, Ж, Раушская наб., 4/5роизводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
СмотретьЗаявка
4714645, 03.07.1989
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
ВЕПРИНСКИЙ ЮРИЙ ИЛЬИЧ, АНИКИН ПАВЕЛ ВЕНИАМИНОВИЧ, СОЛОМЕНКО МАРАТ ГЕОРГИЕВИЧ, СКЛЯРЕВСКИЙ РОМАН ИСАКОВИЧ, ЗАЛЕССКИЙ ВЛАДИСЛАВ ИВАНОВИЧ
МПК / Метки
МПК: B29C 49/04
Метки: полимерных, полых, раздувом, форме, формования
Опубликовано: 15.11.1991
Код ссылки
<a href="https://patents.su/4-1691123-sposob-formovaniya-polykh-polimernykh-izdelijj-razduvom-v-forme.html" target="_blank" rel="follow" title="База патентов СССР">Способ формования полых полимерных изделий раздувом в форме</a>
Погрузчик непрерывного действияизвестны погрузчики непрерывного действия с рабочим органом, выполненным в виде шнека, имеющего в заборной части коническую форму, переходящую в цилиндрическую. заборная часть шне

Номер патента: 174127
Опубликовано: 01.01.1965
Авторы: Анспакс, Галван, Стравинский
МПК: B65G 65/22
Метки: виде, выполненным, действия, действияизвестны, заборная, заборной, имеющего, коническую, непрерывного, органом, переходящую, погрузчик, погрузчики, рабочим, форму, цилиндрическую, части, часть, шне, шнека
...В зоне выгрузкишнек представляет собой радиальную лопатуа, параллельную его оси, переходящую в обратный виток шнека. Шнек монтируется в под 5 шипниках 5 и б и приводится во вращениецепной передачей 7 от вала 8 через реверсивный редуктор 9, цепную передачу 10 и карданную передачу 11 от вала отбора мощноститрактора. Он размещен в кожухе 12, который10 имеет окно б для выгрузки груза и вырез в,в заборной части, выполненный по всей длинепоследней, Кожух соединен с рамой 13 погрузчика при помощи оси 14, установленной наклонно относительно вертикальной и горизон 15 тальной плоскостей,В рабочем положении погрузчикется гидроцилиндром 15, который ч ехранительный клапан 1 б соедине г рстемой трактора,20 Рама 13 с рабочим органом навешивается...
Устройство для изготовления частей литейной формы с горизонтальной плоскостью разъема

Номер патента: 1630603
Опубликовано: 23.02.1991
МПК: B22C 15/22
Метки: горизонтальной, литейной, плоскостью, разъема, формы, частей
...4. Прорезь имеет длину, равную длидлине Формовочной камеры, и ширинупредпочтительно в пределах 30-90 мм,В боковых сторонах контейнера сприданной конусностью клиновиднойформы (типа Ч) предусмотрены впускрону модельной плиты 5, которая несет полумодель. Контейнер 1 имеетконусность клиновидной формы (Ч) внижней части 6 в направлении прорези7 по всему его продольному направлению, Поток воздуха поперек скошенныхбоковых сторон контейнера в направлении нижней прорези 7 снижает трениемежду формовочным материалом и контейнером во входном устройстве. 1 ил,ные отверстия 8, которые закрыты защитной пластиной 9 внутри контейнера;Между защитной пластиной 9 и стенкойконтейнера предусмотрены воздушныепрорези 10, из которых воздух подается к прорези 7...
Устройство для навивки армирующего шнура на трубчатую заготовку

Номер патента: 1141060
Опубликовано: 23.02.1985
Авторы: B29K 19:00, B29L 23:00, Борцов, Горошилов, Журов
МПК: B29D 29/10, B65H 81/06
Метки: армирующего, заготовку, навивки, трубчатую, шнура
...является сложность его конструкции в связи с необходимостью иметь дополнительный шаблонный учас ток, дополнительный специальный вал для обеспечения постоянства положения шнура на шаблонной части и 060 1двуплечий шарнирный компенсатор,Кроме того, наличие жесткого двуплечего компенсатора приводит квоспроизводству на трубчатой заготовке колебания натяжения шнура, сходящегося с питающей катушки, Например,при увеличении натяжения кордшнура,связанного с неравномерностью егоукладки на питающей катушке, онглубже погружается в поверхность шаб.лонной части, за счет чего его линейная скорость снижается и вызываетрост натяжения шнура на трубчатойзаготовке и наоборот. Это приводитк снижению качества навивки,Цель изобретения - повышение качества...
Установка для изготовления полимерных изделий

Номер патента: 1409462
Опубликовано: 15.07.1988
МПК: B29C 43/04, B29C 67/04
Метки: полимерных
...5 в камеру 2 при помощи силового ци-:. линдра 10, у которого вместо опорного диска 12 установлен технологический диск (не показан), Этот диск не действует на элементы 14. Через разгрузочное окно "Ъ"пресс-формы 5 цилиндром 1 О набираются в стопку. При обратномходе плунжера цилиндра 10 стопка удерживается элементами 14. После неполного заполнения камеры 2 технологический диск снимается и устанавливается опорный диск 12, который своей боковой поверхностью воздействует на элементы 14, Камера 2 заполняется до такой степени, чтобы сверху осталось место для одной 1пресс-формы, поступающей из камеры 1, Аналогично заполняется камера 1.Опорный диск 11 не воздействует на элементы 13, Пресс-формы 5 загружаются через загрузочное окно "а" и...
Заготовка для тары шестигранной формы

Номер патента: 1016227
Опубликовано: 07.05.1983
МПК: B65D 5/02
Метки: заготовка, тары, формы, шестигранной
...16, расположенные параллельно одна другой под углом60 к линии перегиба клапанов, при этом10 все клапаны 10 - 15 имеют ромбическуюформу,На сторонах ка зго клапана, образующих свободный остры" угол ю, выполненыполукруглые вырезы 17 и 18, соединенныемежду собой дополнительной линией 19 перегиба, а на плоскостях клапанов выполненыпрорези 20 длиной, равной длине дополнительной линии 19 перегиба, и шириной, равной толщине материала, из которого изготовлена загоговка.Прорези 20 по отношению к линии 9перегиба клапанов выполнены под угломер,равным углам наклона у, образуемым линиями 19 дополнительного перегиба к просечкам 16, образующим клапаны.Поперек прямоугольников, образующих5 боковые грани 2 - 7 тары, вдоль заготовкипо всей ее, длине...
Предыдущий патент: Экструзионная линия
Следующий патент: Способ изготовления комбинированного уплотнительного кольца
Случайный патент: Способ контроля толщины пленки в процессе ее нанесения на изделие