Зубодолбежный станок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1569118
Автор: Калиниченко


Текст
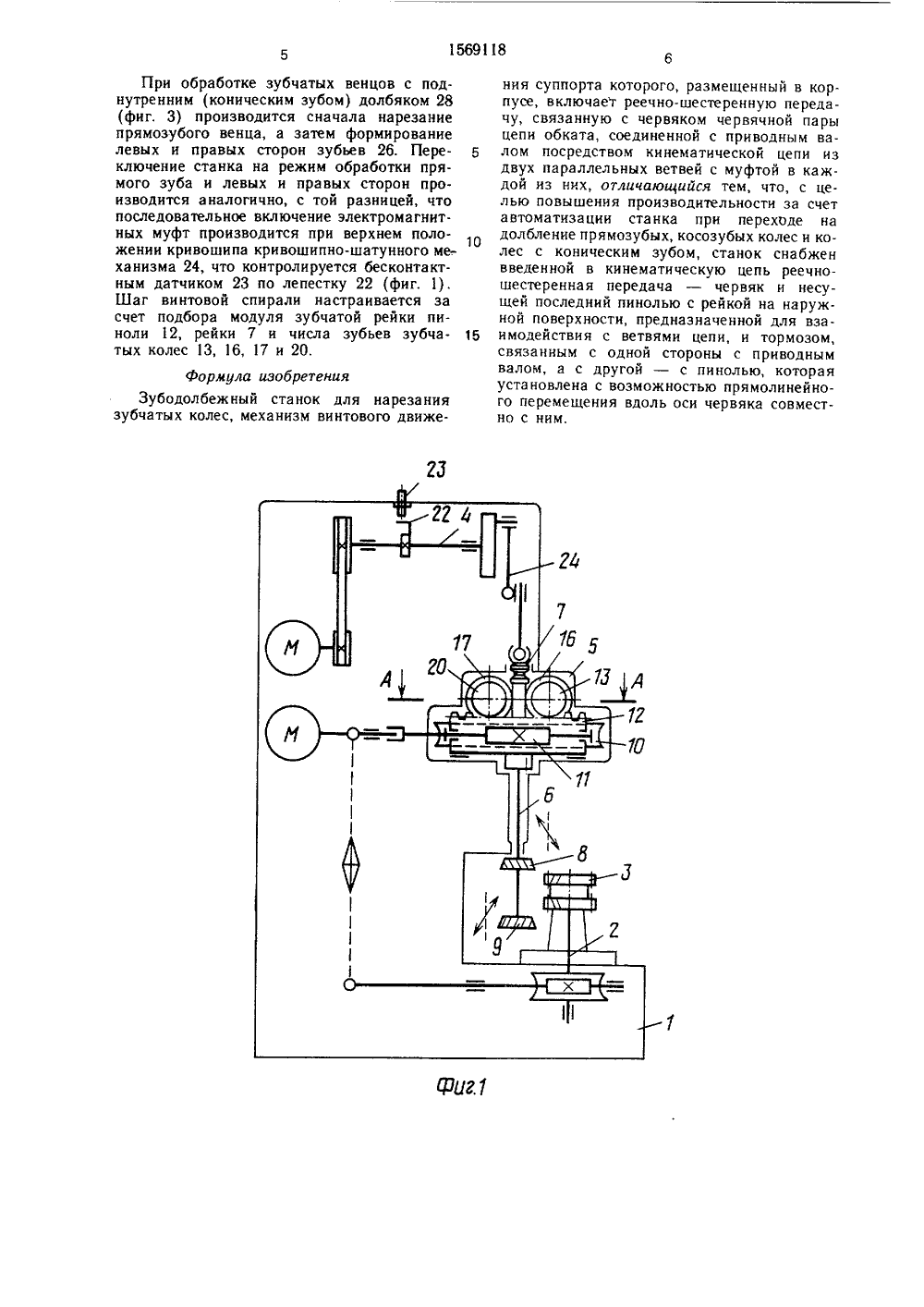
СОЮЗ СОВЕТСНИХСОЦИАЛ ИСТИЧЕСНИХРЕСПУБЛИК 51)5 В 23 Г ОМИТЕТОТНРЫТИЯМ ГОСУДАРСТВЕННЫ ИПО ИЗОБРЕТЕНИЯМПРИ ГКНТ СССР САНИЕ ИЗОБРЕТ(57) Изобретение относится к машиностроению, в частности к производству зубообрабатывающих станков, Цель изобретения -повышение производительности за счет автоматизации станка при переходе на долбление прямозубых, косозубых колес и колес сконическим зубом. Станок содержит механизм винтового движения шпинделя инструмента, выполненный в виде кольцевой рейки 7, которая зацепляется с зубчатыми колесами 17 и 16, установленными на валах18 и 14 и посредством электромагнитныхмуфт 19 и 15 соединенными с колесами20 и 13. Последние находятся в зацеплении с зубчатой рейкой пиноли 12, в которой установлен червяк 11, зацепляющийся с червячным колесом делительной пары,80156911 шпинделя инструмента. По циклу обработки с пинолью 12 может взаимодействовать тормоз 21, работа которого увязывается с положением приводного вала. При обработке прямозубых зубчатых колес пиноль 12 стопорится тормозом 21, электромагнитные муфты 19 и 15 отключаются, колеса 17 и 16 вращаются вхолостую. В случае нарезания зубчатого колеса с винтовой зубчатой спиралью тормоз 21 отключается и включается одна из электромагнитных муфт 19 или 15. Тогда через зубчатые колеса 17 или 16, 20 или 13 пиноль 12 червяку1 сообщается дополнительное осевое перемещение, которое поворачивает червячное колесо, и в сочетании с движением обката и вертикальным перемещением шпинделя инструмента задает долбяку винтовое движение. В зависимости от того, какая из муфт включена, долбяку задается левое или правое направление винтовой спирали. Шаг винтовой спирали настраивается за счет подбора чисел зубьев зубчатых колес 13 и 16, 1, 20 и модуля зубчатых реек 7 и пиноли 12. 3 ил.40 45 50 55 Изобретение относится к области машиностроения, в частности к производству зубообрабатывающих станков.Цель изобретения - повышение производительности за счет автоматизации станка при переходе на долбление прямозубных, косозубых колес и колес с коническим зубом,На фиг, 1 схематично представлен станок, общий вид; на фиг. 2 - разрез А - 4 на фиг. 1; на фиг. 3 - условная развертка зубчатого венца и долбяка.Станок содержит станину 1, в которой установлен шпиндель изделия 2 с обрабатываемой деталью 3, а также приводной вал 4 и корпус суппорта 5, В корпусе суппорта установлен шпиндель инструмента 6, на котором с одной стороны имеется кольцевая рейка 7, а с другой установлены долбяки 8 и 9, имеющие разные углы наклона винтовой линии зубьев.В корпусе суппорта 5 установлено червячное колесо 10, с которым закрепляется червяк 11, размещенный в пиноли 12, последняя в верхней части имеет зубчатую рейку, с которой зацепляется зубчатое колесо 13. Последнее установлено на валу 14 (фиг. 2) и посредством электромагнитной зубчатой муфты 15 соединяется с зубчатым колесом 16, которое входит в зацепление с кольцевой зубчатой рейкой 7, С другой стороны зубчатой рейки 7 зацепляется зубчатое колесо 17, установленной на валу 18, и посредством электромагнитной зубчатой муфты 19 соединяется с зубчатым колесом 20, входящим в зацепление с зубчатой рейкой пиноли 12. В корпусе суппорта 5 установлен также гидравлический тормоз 21, воздействующий на пиноль 12. Шпиндели инструмента 6 и изделия 2 соединены кинематической цепью деления, приводимой в движение отдельным электродвигателем.На приводном валу 4 установлен лепесток 22, который в верхнем положении кривошнпа приводного вала может взаимодействовать с бесконтактным датчиком 23. Приводной вал 4 кинематически связан со шпинделем инструмента 6 посредством кривошипно-шатунного механизма 24.На условной развертке зубчатого венца обрабатываемой детали 25 с поднутренным (коническим) зубом 26 боковые стороны последнего выполнены в виде спиралей противоположных направлений с небольшим углом наклона а (фиг. 3).Задние углы по эвольвентной поверхности зуба 27 долбяка 28 выполнены несколько большими углов наклона винтовых поверхностей а на детали 25.Станок может работать в режиме нарезания прямозубных колес и колес с правыми и левыми направлениями винтовых спиралей зубьев. 5 10 15 20 25 30 35 При обработке прямозубных зубчатых колес включается тормоз 21 (фиг. 2) и стопорит пиноль 12 от перемещения в осевом направлении. Электромагнитные муфты 15 и 19 отключаются, Включается вращение приводного вала 4, который через кривошипношатунный механизм 24 сообщает шпинделю инструмента 6 возвратно-поступательное перемещение. При этом от кольцевой рейки 7 зубчатые колеса 16 и 17 приводятся во вращение, но в связи с тем, что электромагнитные муфты 15 и 19 отключены, вращение колес 16 и 17 происходит вхолостую (движение на зубчатую рейку пиноли 12 не передается),Одновременно с включением главного привода включается привод цепи деления (движение обката), привод врезания (не показан) и производится нарезание прямозубого колеса.В случае перевода станка в режим нарезания зубчатого косозубого венца с правым направлением винтовой спирали, например верхнего венца детали 3 (фиг. 1), тормоз 21 (фиг. 2) отключается и включается электромагнитная муфта 15, При этом кольцевая рейка 7, перемещаясь совместно со шпинделем инструмента 6, приводит во вращение зубчатое колесо 16, которое через включенную электромагнитную муфту 15 передает вращение зубчатому колесу 13, сообщающему пиноли 12 движение вдоль оси, и через червяк 11 производит дополнительный проворот червячного колеса 10, шпинделя и долбяка 8.Сочетание вертикального движения с проворотом заставляет перемещаться долбяк 8 по винтовой траектории с левым направлением винтовой спирали, в результате чего на верхнем венце детали 3 образуется зубчатая нарезка с правым направлением спирали. В случае перевода станка в режим нарезания зубчатого косозубого венца с левым направлением винтовой спирали, например нижнего венца детали 3, электромагнитная муфта 15 отключается, включается тормоз 21, производится изменение зоны обработки, т, е. шпиндель инструмента с долбяком 9 перемещается вверх к нижнему венцу (устройство изменения зоны обработки на схеме не показано), после чего тормоз 21 отпускается и включается электромагнитная муфта 19.Теперь при возвратно-поступательном перемещен,.и шпинделя движение от кольцевой рейки 7 через зубчатое колесо 17, элект ромагнитную муфту 19, зубчатое колесо 20 передается пиноли 12, и дальше посредством червяка 11, червячного колеса 10, - шпинделю и долбяку 9. Долбяком 9 с правым направлением винтовой спирали производится нарезание нижнего венца детали 3 с левым направлением зубьев.1569118 цзиг, 1 При обработке зубчатых венцов с поднутренним (коническим зубом) долбяком 28 (фиг. 3) производится сначала нарезание прямозубого венца, а затем формирование левых и правых сторон зубьев 26. Пере ключение станка на режим обработки прямого зуба и левых и правых сторон производится аналогично, с той разницей, что последовательное включение электромагнитных муфт производится при верхнем положении кривошипа кривошипно-шатунного ме-. ханизма 24, что контролируется бесконтактным датчиком 23 по лепестку 22 (фиг. 1). Шаг винтовой спирали настраивается за счет подбора модуля зубчатой рейки пиноли 12, рейки 7 и числа зубьев зубца тых колес 13, 16, 17 и 20. Формула изобретенияЗубодолбежный станок для нарезания зубчатых колес, механизм винтового движения суппорта которого, размещенный в корпусе, включает реечно-шестеренную передачу, связанную с червяком червячной пары цепи обката, соединенной с приводным валом посредством кинематической цепи из двух параллельных ветвей с муфтой в каждой из них, отличающийся тем, что, с целью повышения производительности за счет автоматизации станка при переходе на долбление прямозубых, косозубых колес и колес с коническим зубом, станок снабжен введенной в кинематическую цепь реечношестеренная передача - червяк и несущей последний пинолью с рейкой на наружной поверхности, предназначенной для взаимодействия с ветвями цепи, и тормозом, связанным с одной стороны с приводным валом, а с другой - с пинолью, которая установлена с возможностью прямолинейного перемещения вдоль оси червяка совместно с ним.коваКоррект Подписи М. Максимиши Со с та в ител ь В. Сл итРедактор Н. Бобкова Техред И. ВересЗаказ 1414 Тираж 521НИИПИ Государственного комитета по изобретениям113035, Москва, Ж - 35, Рау шская1 роизводственно-издательский комбинат Гатент, г открытиям при ГКНТ СССР аб., д. 45Ужгород, ул. Гагарина, 101
СмотретьЗаявка
4338671, 07.12.1987
В. И. Калиниченко
КАЛИНИЧЕНКО ВЛАДИМИР ИОСИФОВИЧ
МПК / Метки
МПК: B23F 5/12
Метки: зубодолбежный, станок
Опубликовано: 07.06.1990
Код ссылки
<a href="https://patents.su/4-1569118-zubodolbezhnyjj-stanok.html" target="_blank" rel="follow" title="База патентов СССР">Зубодолбежный станок</a>
Абразивный инструмент для обработки зубчатых колес

Номер патента: 344978
Опубликовано: 01.01.1972
Автор: Грудинкин
МПК: B24D 7/00
Метки: абразивный, зубчатых, инструмент, колес
...стрелке А.Хон состоит из ступицы 1 и абразивного венца 2. Зубья абразивного венца выполнены концентричньви слоями с различной абразивной способностью, причем слой 3, где расположен полюс зацепления зуба, имеет самую высокую абразивную способность, слои 4 - более низкую, слои 5 - еще ниже.При зубохонинговании, кроме движения обката, обеспечивают осциллирующее движение инструмента относительно обрабатываемого колеса - продольную подачу, В процессе обработки скорость резания меняется и в полюсе зацепления равна чрактически только скорости продольной подачи, а у ножки и головки зубьев достигает максимума и равна сумме скоростей относительного скольжения профилей при обкате и продольной подаче.Абразивная способность каждого слоя подбирают...
Инструмент для упрочнения зубчатых колес (его варианты)

Номер патента: 986562
Опубликовано: 07.01.1983
Авторы: Богучарский, Врагов, Гуревич, Давыдов, Рагрин, Сысолятин, Харитонов
МПК: B21H 5/00
Метки: варианты, его, зубчатых, инструмент, колес, упрочнения
...податливость зубьев и,как следствие, улучшаются показателиадаптационных свойств, снижается шум.Особенность инструмента при исполнении эвольвентных участков, сопрягающихся с цилиндрическими, с точкой перегиба на длине, равной (0,20,5)т от места сопряжения, позволяетпри необходимости осуществить выводверхней части головки зуба (полностьюили частично) из зоны действиятехнологических нагрузок и непосредственного контакта, За счет этогопредотвращается искажение профиляи смятие вершины зубьев, улучшаютсяих виброакустические показатели,чтоособенно важно для зубчатых колесс ограничениями по заострению.Нижнее значение диапазона 0,2 тограничивается числом зубьев обрабатываемого зубчатого колеса порядка 25+35, а также условиями последовательного...
Способ снятия острых углов и заусенцев торцевых частей зубчатых колес и инструмент для осуществления способа

Номер патента: 93950
Опубликовано: 01.01.1952
Автор: Романов
МПК: B23F 19/10
Метки: заусенцев, зубчатых, инструмент, колес, острых, снятия, способа, торцевых, углов, частей
...зуочятой рейки для обработки зубчатых колес с прямьм зубом; ня сНсг. 6 - вид сбоку; на фиг. 6 - схема приспосооления для снятия острых углов и заусенцев торцовых частей зубчатых колес пнструмнтов; и 1 / - схема Обработки з 1 бчято.О олеся с внутренгпх 3 цсплснисх 1; ня фиг. 8 - схема обработки торцов зубчатого колеся инструментом; на Ц)иг. 9 - разрез по АВ фиг. 6 при обработке колсс с прямыми зубья. ми; на фиг. 10 - разрез по АВ фпг. 6 при ооработке колес со спиральными зубьями.Инструмент 1, выполненный в виде зубчатого колес, имеет зубья с рабочими поверхностями, наклонными к торцу зуба, при этом рабочие поверхности снабжены канавками, образуОпими режупсис кро".ки 3.93950 Предмет цзобретс ция 1. (.,пособ с(ятця Остры.( углов и...
Инструмент для калибровки зубчатых колес методом обкатки

Номер патента: 721209
Опубликовано: 15.03.1980
Автор: Кривошея
МПК: B21H 5/02
Метки: зубчатых, инструмент, калибровки, колес, методом, обкатки
...инструмент, общий вид; нв иг, 2 - то9п опа е й ицс тру мента (нли пелием). стола с язФормула изобретения5 1, Инструмент для калибровки .зубчатых колес методом обкатки, выполненныйв виде зубчатого колеса, боковые поверхности зубьев которого имеют,захопный,калибруюший и выходной, участки, о тл и ч а ю щ и й с я тем, что, с цельюповышения точности изделий, калибрующий участок в своей средней части выполнен с дополнительными сопряженнымимежду собой заходным и выходным участками.2. Инструмент по и, 1, о т л и ч а ю щ и й с я тем, что расстояние междуосновным заходным и основным выходным участками равно 0,05-0,4 ширинызуба обрабатываемого зубчатого колеса.Э, Инструмент по и. 1, о т л и ч аю щ и й с я тем, что, с целью упрощения...
Инструмент для обработки зубчатых колес

Номер патента: 1127713
Опубликовано: 07.12.1984
Автор: Олифиренко
МПК: B23F 21/04
Метки: зубчатых, инструмент, колес
...г, Ужгород, у Изобретение относится к металлообработке и найдет применение при производстве зубчатых колес.Известен инструмент для обработки зубчатых колес, выполненный в виде двух соосно расположенных со смещенными друг . относительно друга зубьями долбяков, окружности цилиндрических поверхностей которых не равны 1) .Однако известный инструмент имеет низкие технологические возможности и пригоден лишь для разделения обработки на чистовую и черновую. Цель изобретения - расширение технологических возможностей за счет исполь зования инструмента для полнопрофильного резанияУказанная цель достигается тем, что в инструменте для обработки зубчатых колес, выполненном в виде двух соосно расположенных со смещенными относительно друг друга...
Предыдущий патент: Способ изготовления круглых пил
Следующий патент: Устройство для снятия заусенцев с торцов зубьев зубчатых колес
Случайный патент: Способ эксплуатации трубок с фотопроводящей мишенью