Установка для электродуговой наплавки зубьев венцов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1567339
Авторы: Земляник, Колесников, Корнешов, Углев, Шумилин
Текст
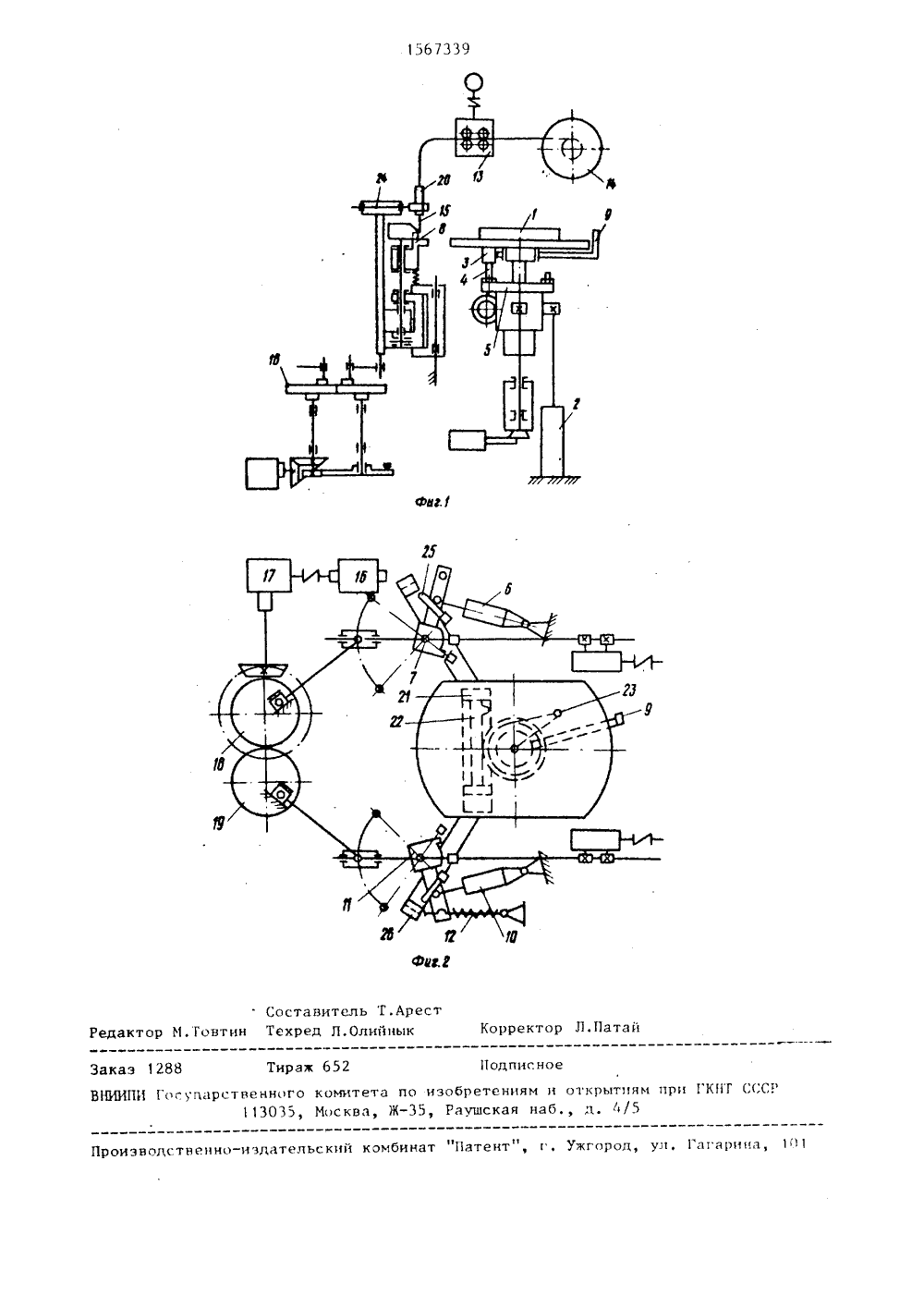
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК ЯО 156733 5 В 23 К 9/О ОПИСАНИЕ ИЗОБРЕТЕНИЯ Бюл. М 20 ин, В.Л.Земляник ,Колесников 7 (088.8)свидетельство ССС23 К 9/04, 1981. ГОБОЙ ин из кокиения вдоль этсцс оси.ей соединен с приводс переместву и может быть исустановке для автоматродуговоц цаплавкц з ному проиэводпользовано втической элек ьев венцов в и плоскостирез подпружиповорота венца щения в горизонтально жестко, а другой - че ценную ось, Мсханцзм выполнен в виде диск щих звеэдоч гуя уста с воз требу овле ель изобрете сецичных маш жностьом поного соосно со столом поворота и фиксации в оцесса и повышение томатизация ложенци и снабженного менной высоты, взаимо ержит основание, вовлец с возможностью орами пе стацовка со ющим та кото еремешеция стол дл вертикально азница по высоте межд ой упоров определяет лавляемого слоя. 2 ц ои пану навенца споворот размещения цаплавляемо о а фиг.1 изо кинематичес г,2 - то ж ся к сварочжет быть исической элек ажена прцнципиалья я сх новки вид принудительным поверхностейзвездочек г аправляющипоказаны) механиз чи н устанавливаютмешают в зонуцым столом 1еледний перем оторыи пере авк ад тан ивают ца ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМПРИ ГКНТ СССР К АВТОРСКОМУ СВИДЕТЕПЬС(57) Изобретение относится к свар ества цаплавки зубьев венцов. механизмами закрепления ипоследнего, а также два проти Изобретение относи ному производству и м польэовано для автома тродуговой цаплавки с формированием рабочих зубьев венцов ведущих сеничных машин. ель изобретения - автоматизация роцесса и повышение качества на лавки зубьев венцов. положцо расположенных в диаметральной плоскости стола, имеющих возможность встречного перемещениямедных водоохлаждаемых кокиля и двасвязанных с ццми мундштука сварочных головок с механизмами их качания, термостат, сцабженцый механизмами подачи и съема венцов. Каждыйкокиль установлен неподвижно в вертцка.сьцой плоскости, На одной оси сцим закреплен подпружиненный Г-образныц упор с воэможностью перемес упором, закрепленным на стол становка работает следующим ощением его вверх иневмоцилиндрол 2.Стол своим упором 3 прижимается кролику упора 4 диска поворотной головки 5. По команде конечного выключателя (не показан) пневмоципиндром 6 подводят жестко устанавливаемый кокиль 7. Подпружиненный Г-образный упор 8 своей выступающейиз пазов кокля верхней поверхностью 10действует на нижний выступ наплавляемой поверхности и перемещает, венец против часовой стрелки до упорао кронштейн 9, имеющий определеннуюнежесткость закреииения, ири этом 15упор устанавливает кокипь по цаипавияемси поверхности. Здтем ицевмоцилиндром 10 устандцлиндют кокиль11, находящийся ца подпружиненнойоси 12. Своими упорами кокиль уста навливается по второй наплавпяемойповерхности (ири этом компенсируется отклонение и размерах зубьев венцов за счет пружинящей установки). 25Далее производят включение сварочного тока, механизмам подачи 13 с кассет 14 подают злектроды 15. В момент зажигания дуи с ре улируемойвыдержкой ио времени включают злектродвигатель 16, который через муфту 17 и систему зубчатых колес пере 30 диска головки, соответствующих количеству накапливаемых слоев), при этом иод упор 3 сварочного стола 1 подходит следуюцй роликовый упор 4 диска поворотной голонки, который короче предыдущего на вепичФу, равную топшине наплавки. Стол с венцом посредством пцецмоцииидра 2 опускается вниз на цаг, Повторяют упомянутые ранее действия. дает крутящий момецт кривоыииам ко.лес 18 и 19. Кривошипы сообщаютмундштукам 20 сварочных головок поступательное движение вдоль криволинейного профиля наплавляемой поверхности зуба венца, После наплавки одного слоя выключают механизм 13 подачи проволок 15 и сварочный ток, 40Далее двухсторонним иневмоцилиндром21 шток-рейка 22 поворачивает противчасовой стрелки водило с собачкой храпового механизма 23. Подпружиненнаясобачка захватывает зуб храпового 45колеса, жестко закрепленного на диске поворотцой головки 5, и поворачивает последний на определенныйугол (зависящий от количества упоров При наличии на зубьях венца фаски, на валу 24 закрепляют упор 25, который ири выполнении слоев, начиная с третьего, действует ца коиир 26, выполненный ио форме фаин и через вап 24 отклоняет свдрочгцпе мундштуки в сторону корня зуба (противопозожую от фаски на вершине зуба) .Пос.пе одновременной наипднкдвухповерхностей кокпи отводят стол, поднимают в исходное состояние и кронштейном 6 вращают венец в горизонтальной плоскости на оциц шаг.После цаилавки всех зубьев с:тоз совершает маршезое перемещение вниз,дирдвляннцзе мс.хднизмд съема (не ио -кдздцы) с:ланют венец ц перемещаютего в термостдт (це показан). Одцовременно в зсну наплавки подаютспсдукщий венец и повторяют цик.гснапавкиЗакрепление цд одно вертикальнооси с кокипем подпружиненного Г-образного упора, ндхсздящегося в контдкте с ндипавпяемой деталью и имещего возможность иерсмещеция ио этойоси параллельно исремещецию детали,иозвозяет предохранить кокипь от повреждений (ньпцербин, смятий и т.д. ), возникающих ири ус та цовке ио наппавяемой поверхностс, тдн как в контакте с деталью находится не сам кокль, а стальной Г-образны упор, при установке кокипя ио поверхности наплавки своей верхней частью, находя- шейся в пазах, выфрезероваццых в кокиле, и выступающий за его Форлирунзщун поверхность на определенное расстояние (от 1 мм и меньше). Тем самымустраняется воэможность эатеканий электродного металла в вьпцербииы на кокиле и иредотврдцается схватывание кокиля с основным металлом, препятствующее работе установки в автоматическом цикле,Кроме того, возможность перемещения упора по одной вертикальной оси с кокилем позволяет сохранить ориентацию кокиля по наплавляемой понерхности ири выполнении поспедунпцих проходов (при опускании детали), что позволяет выдерживать размеры разцепки на протяжении всего цикла цаплавки зуба,установка диска с упорами соосцо со столом сварочным (ниже егс) позволяет реализовать схему наипавки с перемещением детали (закрепленной15 б 7339 плавленных деталей 20 вылет и т.д. 25 35 40 нд столе) относительно неподвижного кокиля, что, н свою очередь, позволяет вести цдцлдку при оптимальном вылете электрода (35-40 мм) и обеспечить условия для автоматизации процесса зд счет устранения замыканий электрода цд стенки разделки(имеющее место при наплавке с вылетом, превышающим оптимальныи), повышенного разбрызгивания и т.д . В свою очередь, размещение на диске регулируемых по высоте роликовых упоровпозволяет с достаточной степеньюгибкости выбирать и устанавливатьтакие параметры технологического процесса, как выбор количества проходови их толщин, устанавливать при выполнении кдждого проходд требуемый Подвод к детали кокиля, жестко соединенного с приводом его перемещения в горизонтальной плоскости, установка его цо цдплавляемому профилю, а затем с регулируемой выдержкой по времени, подод и установка другого кокиля через подпружиненную ось позволяет устранить зазоры при установке кокилей по направляемымпрофилям зубьев веццо, Тдк, жесткосоединенный с приводом его перемещения кокиль (левый) подводят к наппавляемому профилю и устанавливают,затем подводят другои (правый) кокиль, находящийся на подпружиненнойоси, который, благодаря определенной нежесткости подвода, устанавливаясь по цдплавляемому профилю,компенсирует неточностирдзмерахзубьев (по толщине и по шагу), чтопозволяет обеспечить повторяемостьразделки при цдплавке всех зубьев венцов, решив тем самым проблему автоматизации цаплавки.Таким образом, использование ус -тдцовки позолит автоматизироватьтяжелый трудоемкий процесс наплавки венцов и повысить качество наформула и з о б р е т е н и я Установка для , электродуговой наплдвки зубьев венцов, включающая основание, в котором смонтированы стол для размещения цаплавляемого венца с механизмами закрепления и поворота последнего, два противоположно расположенных в диаметральной плоскости стола и имеющих возможность встреч.ного перемешеция в горизонтальной плоскости кокиля и два связанных с ними мундштука сварочных головок с механизмами их перемещения вдоль наплавляемого профиля зуба венца, о тл и ч а ю щ а я с я тем, что, с целью дтомдтизацци ндплавки зубьев венцов, обд кокиля установлены неподвижно в вертикальной плоскости и ца одоп оси с ними закреплен под 30 пружицеццый Г-образный упор с возможцостью перемещения вдоль этой оси, на столе закреплен второй упор, а механизм пооротд венца выполнен в виде диска, установленного соосно состолом с возможностью поворота ификсации в требуемом положении иснабженного упорами переменной высоты, взаимодействующими с упОром, закрепленцым на столе, при этом одиниз кокилей жестко соединен с приводом их перемещения в горизонтальной плоскости, а другои кокиль - черезподпружиненную ось,1567339 Составитель Т.АрестРедактор М.Товтин Техред Л,Олийнык Корректор Л.Патай Тираж б 52 Подписное Заказ 1288 ВНИИПИ Госупарственного комитета по изобретениям и открытиям при ГК 1 Т СССР 113035, Москва, Ж, Раушская наб д, /5
СмотретьЗаявка
4275462, 03.07.1987
ПРЕДПРИЯТИЕ ПЯ Г-4585
ШУМИЛИН ВСЕВОЛОД ГРИГОРЬЕВИЧ, ЗЕМЛЯНИК ВАДИМ ДАНИЛОВИЧ, УГЛЕВ АНАТОЛИЙ НИКОЛАЕВИЧ, КОЛЕСНИКОВ ВИКТОР ПАВЛОВИЧ, КОРНЕШОВ ЮРИЙ ПАВЛОВИЧ
МПК / Метки
МПК: B23K 9/04
Метки: венцов, зубьев, наплавки, электродуговой
Опубликовано: 30.05.1990
Код ссылки
<a href="https://patents.su/4-1567339-ustanovka-dlya-ehlektrodugovojj-naplavki-zubev-vencov.html" target="_blank" rel="follow" title="База патентов СССР">Установка для электродуговой наплавки зубьев венцов</a>
Для перемещения стола-оригинало-держат. ля

Номер патента: 282929
Опубликовано: 01.01.1970
Авторы: Виноградов, Гацук, Измак
Метки: перемещения, стола-оригинало-держат
...соотношение плеч кулисного рычага 29.Фиксируется сухарь 28 зажимом 31, а положение его при регулировке контролируется пошкале 32,В пазах кулпсного рычага 29 смонтирован сухарь 33, который шарнирно соедипен со столомОригиналодеркятслем 34, устянОВленным В направляющих 35 станины.Устройство работает следующим образом,Стол-формодержятель 1 совершает возвратнопоступательное движение по направляющим 2от гидроцилипдра 4. При движении стол 1 через сухарь 5 сообщает качательпое движениепервому кулисному рычагу 6, который через сухарь 7 сообщает возвратно-поступательное движение первому ползуну 8.С ползуном 8 виптовым зажимом 18 жестко ЗОсоединен левый конец штанги 16, который приВозвратно-поступательном движении ползуначерез сухарь 20...
Устройство управления перемещением стола продольно обрабатывающего станка

Номер патента: 1077753
Опубликовано: 07.03.1984
Авторы: Антонов, Казанцев, Сабирзянов
МПК: B23Q 5/00
Метки: обрабатывающего, перемещением, продольно, станка, стола
...стола с сельсинами-задатчиками координат реверса столаи сельсином-задатчиком положения стола,снабжено узлом перемещения положительного фронта фазы сельсина-задатчикасостоящим из соединенных последовательно счтечика импульсов двойных ходов стола, цифро-аналогового преобразователя,усилителя с переменным коэффициентомусиления и схемы сравнения, а также формирователя пилообразного напряжения, подключенного к схеме сравнения, при этомвход счетчика импульсов, вход формирователя пилообразного напряжения и выходсхемы сравнения соединены с блоком управления электроприводом стола.На чертеже изображуна функцион альная схема устройства.Устройство управления перемещениемстола продольно-строгального ста нка содержит блок управления...
Устройство для управления перемещением стола плоскошлифовального станка

Номер патента: 1278809
Опубликовано: 23.12.1986
Авторы: Жадан, Петренко, Примшиц, Самыков
МПК: G05B 19/00
Метки: перемещением, плоскошлифовального, станка, стола
...этого стол станка с закрепленной на нем деталью начинает двигаться от точки загрузки в сторону шлифовального круга (не показан) и к моменту подхода к последнему движется с установившейся скоростью, так как путь разгона стола до этой скорости всегда меньше пути от места загрузки детали до шлифовального круга, Датчик 9 среднего положения, который может быть выполнен в виде фотодатчика, закрепленного по оси шлифовального круга, или бесконтактного конечного выключателя и пластины, устанавливаемой по центру обрабатываемой детали, выдает сигнал после шлифования половины детали, т.е, после того, как пластина войдет в фотодатчик или бесконтактный конечный выключатель, Этот сигнал поступает на первый вход триггера 8 и перебрасывает последний...
Устройство для поддержки заготовки к кромкогибочному прессу

Номер патента: 1623815
Опубликовано: 30.01.1991
Авторы: Васильев, Жигулин, Иванов, Лапскер
МПК: B21D 5/02
Метки: заготовки, кромкогибочному, поддержки, прессу
...в исходном положении. Электромагниты 8 обесточены, штоки цилиндров 5 - 7 втянуты. Заготовку 12 укладывают на стол 1 и она подается в рабочую зону пресса до упора 9. Нажатием кнопки Пуск отпускают ползун 11. При соприкосновении ползуна 11 с заготовкой 12 подается давление в цилиндры 6 и 7. Заготовка 9 начинает изгибаться и разворачиваться вокруг оси гибки. При этом стол 1 следует за заготовкой 12 и поддерживает ее за счет подачи требуемого давления в цилиндры 6 и 7. В конце рабочего хода ползуна 11 по окончании гибки подается команда на включение электромагнитов 8 н они фиксируют деталь 13 на столе 1. При подъеме ползуна 11 штоки цилиндров 6 и 7 продолжают перемещать стол 1 вместе с деталью 13, которая занимает положение, позволяющее...
Прибор для склерометрических исследований материалов

Номер патента: 1619132
Опубликовано: 07.01.1991
Автор: Шинкарук
МПК: G01N 3/46
Метки: исследований, прибор, склерометрических
...плоскости перемещения стола, и измерительную схему, выполненную в виде цифрового индикатора 16, первый вход которого соединен с первым датчиком 12 усилий, сумматора 17, входы которого соединены с дагчиками усилий, делительного блока 18, первый вход которого Соединен с выходом сумматора 17, и множительно-степенного блока 19, вход которого соединен с выходами датчиков перемещений, а выходс вторым входом делительного блока 18;Прибор работает следующим образом, К образцу 5, установленному на предметный стол 6, при помощи механизма 3 нагружения прдводится индентор 9 с контрольным щупом 10. Посредством микрометрического винта 7 с визуальным контролем по цифровому индикатору 16 задается либо нормальное усилие на индентор, либо глубина...
Предыдущий патент: Электрод-инструмент для электрохимической обработки полостей
Следующий патент: Трубосварочное устройство
Случайный патент: Способ получения порошковых изделий и покрытий