Способ изготовления рельсов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
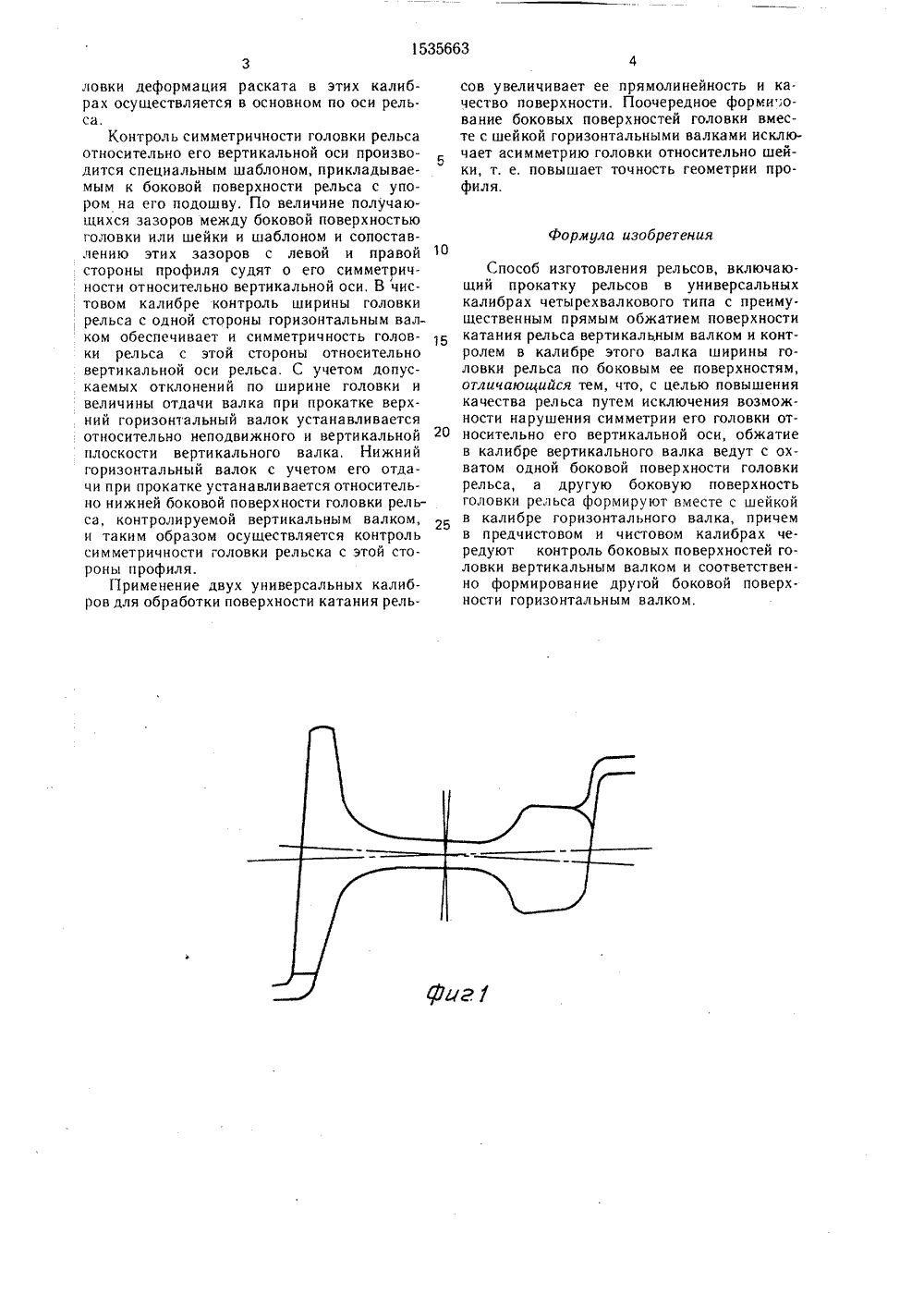
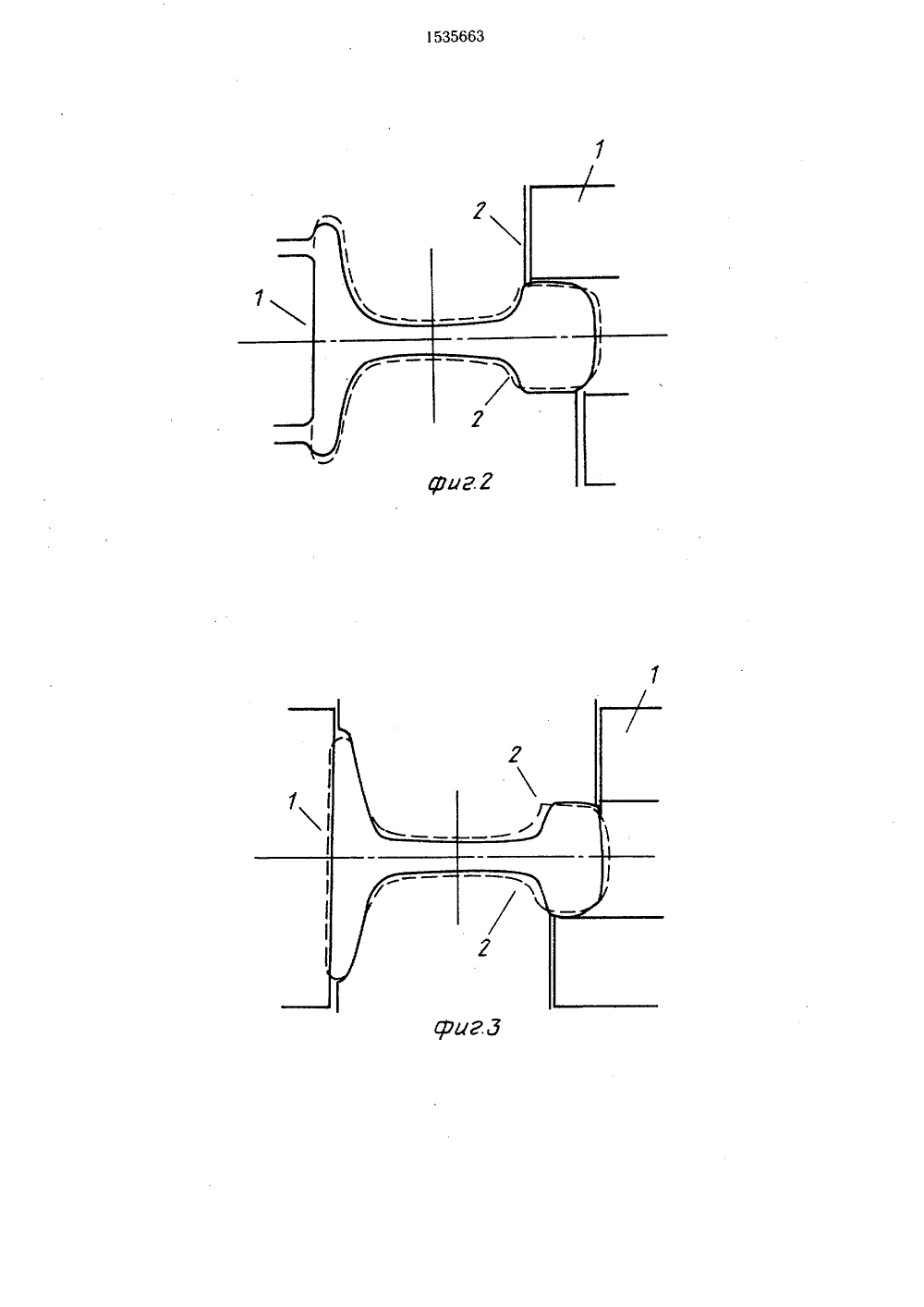
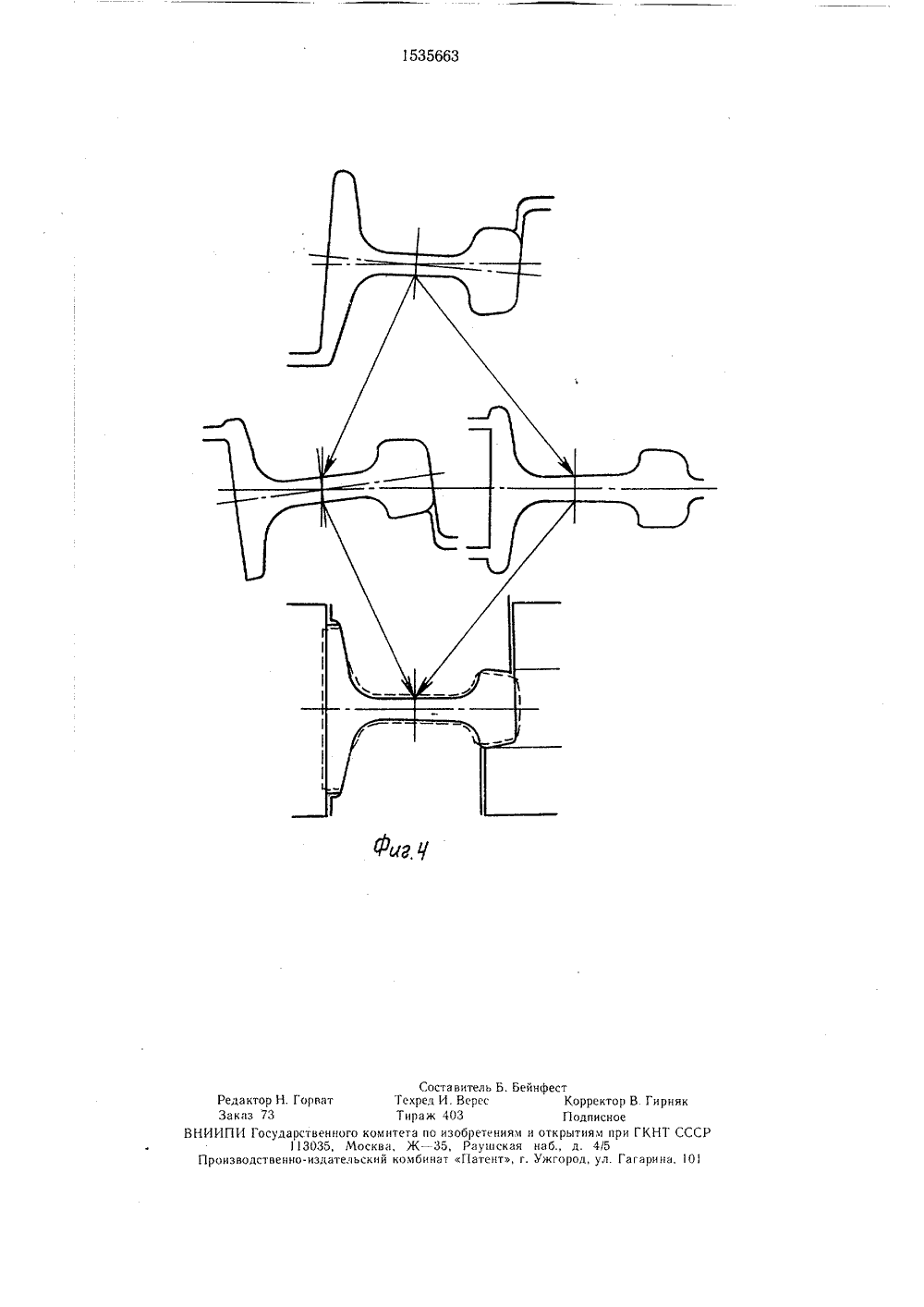
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИН1535663 А 1 51)5 В 21 В 1/О ЗОБРЕТЕНИЕТЕЛЬСТВУ ПИ АВТОРСКОМУ ческий комбинат Шарапов-технической инфургия, 1983,тво СС /10, 19 ЛЕНИЯ РЕЛЬ СО (5 бретение относи ству и может б тке рельсовых пр - повышение каче ия возможности н тся к прокати ыть использов офилей, Цель и ства рельса пу арушения сим производпри прокретенияискл юче зо -Изобретение относится к прокатному производству и может быть использовано при прокатке рельсовых профилей.Целью изобретения является повышение качества рельса путем исключения возможности нарушения симметрии его головки относительно его вертикальной оси.На фиг. 1 представлен двухвалковый рельсовый калибр; на фиг. 2 - предчистовой универсальный калибр; на фиг. 3 - чистовой универсальный калибр; на фиг. 4 представлена схема калибровки рельса как вариант реализации способа при формировании головки рельса в предчистовом калибре только горизонтальными валками.Предчистовой и чистовой калибры образованы двумя вертикальными валкамии двумя горизонтальными валками 2. ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ СССР(56) Бюллетень научйомации Черная металл(54) СПОСОБ ИЗГО 2рии его головки относительно его вертикальной оси. Прокатку рельсов по данному способу осуществляют в универсальных четырехвалковых предчистовой и чистовой клетях. При этом в каждой клети вертикальны м валком осуществля. ют прямое обжатие головки по поверхности катания и одновременно контролируют одну из боковых поверхностей головки рельса в ручье этого валка, а вторая боковая поверхность головки при этом формируется вместе с шейкой в ручье горизонтального валка. Обе боковые поверхности головки поочередно формируются в ручьях горизонтальных валков предчистовой и чистовой клетей вместе с шейкой, благодаря чему поочередно контролируется размер определяющий положение боковых поверхностей головки относительно шейки, чем достигается высокая точность геометрии профиля. 4 ил. Горизонтальные валки в этих калибрах обрабатывают шейку, внутреннюю поверхность накладочной пазухи рельса со стороны подошвы и головки и, кроме того, нижний горизонтальный валок предчистового калибра и верхний - чистового калибра контролируют боковую поверхность головки. Верхний и нижний валки предчистового калибра имеют специальные выемки для контроля ширины подошвы рельса. Вертикальные валки обрабатывают подошву и головку рельса. Вертикальные валки, обрабатывающие поверхность катания головки рельса, контролируют также боковые поверхности головки (в предчистовом калибре - верхнюю, в чистовом - нижнюю). Пунктиром на калибрах показано положение раската, полученного из предыдущего калибра. В области го 1535663ловки деформация раската в этих калибрах осуществляется в основном по оси рельса.Контроль симметричности головки рельса относительно его вертикальной оси производится специальным шаблоном, прикладываемым к боковой поверхности рельса с упором на его подошву. По величине получаюнихся зазоров между боковой поверхностью головки или шейки и шаблоном и сопоставлению этих зазоров с левой и правой стороны профиля судят о его симметричности относительно вертикальной оси. В чистовом калибре контроль ширины головки рельса с одной стороны горизонтальным валком обеспечивает и симметричность головки рельса с этой стороны относительно вертикальной оси рельса. С учетом допускаемых отклонений по ширине головки и величины отдачи валка при прокатке верхний горизонтальный валок устанавливается относительно неподвижного и вертикальной плоскости вертикального валка. Нижний горизонтальный валок с учетом его отдачи при прокатке устанавливается относительно нижней боковой поверхности головки рельса, контролируемой вертикальным валком, и таким образом осуществляется контроль симметричности головки рельска с этой стороны профиля.Применение двух универсальных калибров для обработки поверхности катания рельсов увеличивает ее прямолинейность и ка.чество поверхности. Поочередное форми,ование боковых поверхностей головки вместе с шейкой горизонтальными валками исключает асимметрию головки относительно шейки, т. е. повышает точность геометрии профиля,Формула изобретения10Способ изготовления рельсов, включающий прокатку рельсов в универсальных калибрах четырехвалкового типа с преимущественным прямым обжатием поверхности катания рельса вертикальным валком и контролем в калибре этого валка ширины головки рельса по боковым ее поверхностям, отличающийся тем, что, с целью повышения качества рельса путем исключения возможности нарушения симметрии его головки от носительно его вертикальной оси, обжатиев калибре вертикального валка ведут с охватом одной боковой поверхности головки рельса, а другую боковую поверхность головки рельса формируют вместе с шейкой в калибре горизонтального валка, причем в предчистовом и чистовом калибрах чередуют контроль боковых поверхностей головки вертикальным валком и соответственно формирование другой боковой поверхности горизонтальным валком.. Бейнфе ям и откр ая на б., , г. Ужго Производств Редактор Н Заказ 73НИИПИ Госуд Составитель БГорват Техред И. ВерссТираж 403арственного комитета по изобретен113035, Москва, Ж - 35, Раушсно-издательский комбинат Г 1 атент орректор В. Гирнякодписноетиям при ГКНТ СССРд. 4/5од, ул. Гагарина, 1 О 1
СмотретьЗаявка
4327148, 13.11.1987
КУЗНЕЦКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ ИМ. В. И. ЛЕНИНА
КУЗНЕЦОВ АЛЕКСЕЙ ФЕДОРОВИЧ, ШАРАПОВ ИГОРЬ АЛЕКСАНДРОВИЧ, КРАВЧЕНКО ЕВГЕНИЙ ЛОГИНОВИЧ
МПК / Метки
МПК: B21B 1/10
Метки: рельсов
Опубликовано: 15.01.1990
Код ссылки
<a href="https://patents.su/4-1535663-sposob-izgotovleniya-relsov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления рельсов</a>
Прибор для построения в ортогональных проекциях теней, падающих на поверхности вращения с вертикальной осью

Номер патента: 770849
Опубликовано: 15.10.1980
Автор: Востоков
МПК: B43L 13/00
Метки: вертикальной, вращения, ортогональных, осью, падающих, поверхности, построения, прибор, проекциях, теней
...вращения, образованных 20 каждым лучом прн его вращении вокруг общзй оси 7. Лучи и очерки пронумерованы, соответствующие номера нанесены на нижнюю кромку окна 4. Прозрачная платина 3 имеет прорезь 8, рас положенную в направлении фронтальной проекции луча света, и вспомогательные горизонтальные линии 9.Для построения теней точку 0 на линии 10 основания 1 совмещают с 30 2горизонтальной проекцией оси вращения и запоминают номер. горизонтальной проекции луча света, проходящего через точку, от которой строится тень. Пластину 3 устанавливают в направляющих 2 в такое положение, чтобы кромка 11 прорези 8 проходила через соответствующую точку нижней кромки окна 4 основания 1, затем ось 7 прибора совмещают с вертикальной осью поверхности вращения...
Система прямополочных калибров для прокатки рельсов
Номер патента: 869869
Опубликовано: 07.10.1981
Авторы: Грицук, Изотов, Кулак, Левченко, Приходько
МПК: B21B 1/08
Метки: калибров, прокатки, прямополочных, рельсов
...настане балок, профилей подкладок иТеДаКонструктивное исполнение обжимных калибров во взаимосвязи с черновыми, в которых максимальная глубина врезов, расположенных по обе 1 Остороны гребней, ограничена однойгоризонталью, позволяет увеличитьдеформацию головки рельса и, какследствие, получить мелкозернистуюоднородную структуру металла и по эвысить эксплуатационные характеристики рельсов. Это также исключаетвозникновение осевых смещений валков, упрощает и конструктивное исполнение самих калибров и их расположение в монтажнЬЙ схеме повышает стабильность процесса. При этомвыполнение участков, формующих шей"ку, с наклоном к врезам, деформирующим головку рельсов, упрощает:и вал зкоеую арматуру. Благоприятные условия стабильности...
Индикаторная головка для контроля относительного расположения многоступенчатых поверхностей изделий и, в частности, валиков

Номер патента: 82681
Опубликовано: 01.01.1950
МПК: G01B 3/22, G01D 13/02, G01D 5/02
Метки: валиков, головка, индикаторная, многоступенчатых, относительного, поверхностей, расположения, частности
...всех индикаторных систем, участвующ в контроле, совмещены на одной оси с общей шкалой отсчета.На фиг, 1 изображена индикаторная головка (вид сбоку) для одновременного контроля двух ступеней вала барабана карманных и ручных часов; на фиг. 2 - индикаторная головка, вид сверху.Укрепленная на стойке индикаторная головка 1 снабжена двумя самостоятельными индикаторными системами, контактные штифты 2 и 3 которых через поворотные рычаги 4 и 5 входят в контакт с контролируемыми ступенчатыми поверхностями валика б. На одной оси головки совмещены две указательные стрелки 7 и 8 обеих индикаторных систем. Шкала отсчета показаний является общей для обеих стрелок,Индикаторные системы построены так, что при нажиме на штифты 2 и 3 указательные стрелки...
Контейнер трубопроводной пневмотранспортной системы со стабилизацией положения относительно вертикальной оси трубопровода

Номер патента: 965917
Опубликовано: 15.10.1982
Автор: Томаев
МПК: B65G 51/06
Метки: вертикальной, контейнер, оси, относительно, пневмотранспортной, положения, системы, стабилизацией, трубопровода, трубопроводной
...и внутренней стенкой трубопровода 12 имеется зазор ОУплотнительное кольцо 6 манжетыимеет внутренний диаметр больше внутреннего диаметра поддерживающего кожуха 8 как минимум на величину 2-Д,35либо поддерживающему кожуху придаюовальную конфигурацию. Таким образом,уплотнительная манжета выполнена какбы "плавающей" а поддерживающем ко жухе 8.Контейнер работает следующим образом.В исходном положении контейнера(фиг. 1) ведущее колесо 3 опираетсяна трубопровод 12, поддерживающие ко 45леса ч и 5 размещены по отношению квнутренней стенке трубопровода 12 сзазоромПри движении контейнер теряет равновесие и корпус контейнера поворачивается относительно продольной осии отклоняется, например, вправо, В результате колесо 1 отклоняется от...
Калибр валков для пилигримовой прокатки труб

Номер патента: 1017396
Опубликовано: 15.05.1983
Авторы: Буга, Гамерштейн, Горбунов, Дуплий, Живцов, Попов, Тимошенко, Чуб
МПК: B21B 21/02
Метки: валков, калибр, пилигримовой, прокатки, труб
...благоприятствует заполнению подобных выпусков, так какпо мере уменьшения поперечного сечениятрубы образуется увеличивающимся радиусом.На фиг. 1 представлен калибр, общийвид; на фиг. 2 - развертка ручья по ширине калибра, общий вид; на фиг. 3 - сечение А - А на фиг. 2; на фиг. 4 - сечение Б - Б на фиг. 2; на фиг. 5 - сечениеВ - В на фиг. 2.Калибр валков для пилигримовой прокатки труб составлен двумя ручьями 1 и 2.Каждый ручей имеет по длине его разверткизоны редуцирования 3, обжатия 4 и калибрования 5 с уменьшающимся поперечным сечением, профиль которого образован центральной дугой ГД с центром радиусаминавертикальной оси о - о калибра и симметричными дуговыми выпусками ГЕ и ДЖ.По всей длине ручья величина радиуса Ккаждого выпуска...
Предыдущий патент: Резервуар для нефти и нефтепродуктов
Следующий патент: Способ изготовления труб с кольцевыми гофрами и устройство для его осуществления
Случайный патент: Каротажный подъемник