Установка для непрерывного изготовления листовых полимерных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 497027 4 В 29 С 43 КОМИТЕТОТКРЫТИЯМ ГОСУДАРСТВЕН НПО ИЗОБРЕТЕНИЯПРИ ГКНТ СССР О АНИЕ ИЗОБРЕТЕНИЯ У(54) УСТАНОВКА ИЗГОТОВЛЕНИЯ НЫХ МАТЕРИАЛ (57) Изобретение для покрывного изделий из полимер быть использовано линейных арочных йствам стовых может кривоь изобВТОРСКОМУ СВИДЕТЕЛ(71) Центральная экспериментально-исследовательская конструкторско-технологическая лаборатория химизации сельского хозяйства(56) Авторское свидетельство СССР297493, кл. В 29 С 43/22, 1968. ДЛЯ НЕПРЕРЫВНОГО ЛИСТОВЫХ ПОЛИМЕР ОВотносится к устро изготовления ли ных материалов и при изготовлении конструкций. Цел ретения - повышение качества изделии и обеспечение получений изделий с криволинейным профилем. Для этого в установке формующее устройство выполнено в виде двух криволинейных направляющих 3 с различными радиусами кривизны и двух приводных валков 4, расположенных один под другим. Большие основания 5 приводных валков 4 расположены в одной вертикальной плоскости, Причем отношение диаметра большего основания каждого из валков 4 к диаметру его меньшего основания 6 прямо пропорционально отношению большего и меньшего радиусов кривизны криволинейных направляющих 3, установленных по обеим торцовым сторонам 8 приводных валков 4. Для оформления ребер жесткости на изделии 13 на конических поверхностях валков 4 э выполнены диаметрально расположенные выемки 7 с наклоном в противоположные стороны. 1 з.п.ф-лы, 5 ил.Изобретение относится к переработке полимерных материалов, более конкретно к устройствам для непрерывного изготовления листовых изделий из полимерных материалов, и может быть использовано при изготовлении криволинейных арочных конструкций из полимерных материалов, обладающих повышенной прочностью.Цель изобретения - повышение качества изделий и обеспечение получения изделий криволинейного профиля.На фиг, 1 изображено устройство для непрерывного изготовления листовых изделий из полимерных материалов, вид сверху; на фиг. 2 - сечениеА - А на фиг. 1; на фиг. 3 - листовое изделие из полимерных материалов, полученное с помощью предложенного устройства; на фиг. 4 - разрез Б - Б на фиг. 3; на фиг. 5 - сечение В - В на фиг. 3.Установка содержит последовательно установленные механизм 1 подачи полимерных материалов, выполненный, например, в виде шнекового питателя, калибрующие вальцы 2 и формирующее устройство, выполненное в виде двух криволинейных направляющих 3, имеющих различный радиус кривизны и установленных один над другим двух приводных валков 4, имеющих коническую форму. Большие основания 5 конусных приводных валков 4 расположены в одной вертикальной плоскости. Отношение диаметра основания 5 конуса каждого из приводных валков 4 к диаметру меньшего его основания 6 прямо пропорционально отношению большего и меньшего радиусов кривизны криволинейных направляющих 3. На конических поверхностях приводных валков 4 выполнены диаметрально расположенные выемки 7 с наклоном в противоположные стороны для формирования ребер жесткости с обеих сторон получаемых листовых изделий. Криволинейные направляющие 3 удалены друг от друга на расстояние, равное длине приводных валков 4, и расположены по обеим торцовым сторонам 8 валками 4. Кроме того, установка снабжена опорными валками 9 с системой охлаждения для поддержания изготовленного листового изделия. Опорные валки 9 установлены по всей длине криволинейных направляющих 3 и расположены они в зоне выхода сформированного листового изделия из приводных валков 4. Количество опорных валков 9 зависит от длины получаемого листового изделия и выбирается из такого рассчета, чтобы не было провисания листового изделия. Калибрующие вальцы 2, приводные валки 4 и опорные валки 9 кинематически связаны между собой и имеют общий привод 10. Опорные валки 9 также, как калибрующие вальцы 2 и приводные валки 4, попарно установлены друг над другом. Для удаления газов из полимерных материалов, из которых изготовляют листовые изделия, между механизмом 5 10 15 20 25 30 35 40 45 50 55 1 подачи полимерных материалов и калиб.рующими вальцами 2 установлена дегазационная камера 11. Для получения листового изделия нужной длины между криволинейными направляющими 3 установкаснабжена механизмом 12 резки. Приводныевалки 4 на торцовых сторонах 8 выполненыпродольными для формирования на листовомизделии 13 верхнего пояса 14 и нижнегопояса 15.Установка работает следующим образом.Полимерный материал в пластическом состоянии механизмом 1 подачи полимерныхматериалов поДается через дегазационнуюкамеру 11 в калибрующие вальцы 2. В дегазационной камере 11 из полимерного материала, например, вакуумным способом удаляются пузырьки газа. Однородная масса полимерного материала без газовых включений выходит из калибрующих вальцов 2 ввиде плоской калиброванной заготовки впластическом состоянии. Это обеспечиваетдальнейшее формирование требуемого профиля листового изделия 13 без краевыхотходов.В дальнейшем плоская калиброваннаязаготовка в пластическом состоянии захватывается приводными валками 4, которыеформируют листовое изделие 13. При этомформируются его стенки в форме равнобоковой трапеции, а также верхний пояс 14,нижний пояс 15 и ребра 16 жесткости.Благодаря такой форме листового изделия 13упрощается процесс изготовления несущихстроительных конструкций арочных сооружений,Ввиду того что приводные валки 4 имеютконическую форму, то получаемое листовоеизделие 13 в процессе его формированияприобретает изогнутую по радиусу форму,Причем существует прямая зависимостьмежду соотношением диаметров большего именьшего оснований 5 и 6 конусных приводных валков 4 и соотношением наружногои внутреннего радиусов кривизны получаемого листового изделия 13, т. е, если ддиаметр большего основания 5 конусногоприводных валков 4, дг - диаметр меньшего основания 6 конусных валков, а Янаружный радиус кривизны получаемого листового изделия 13 или больший радиус кривизны криволинейных направляющих 3, аЯ - внутренний радиус кривизны получаемого листового изделия 13 или меньший радиус кривизны криволинейных направляющих 3, то - =.А йгДля того, чтобы получить листовое изделие 13 (арку) требуемой кривизны, нужноустановить соответствующие ей приводныевалки 4 и криволинейные направляющие 3,так как изменение величины конусности приводных валков 4 автоматически приводит кизменению радиусов кривизны получаемого1497027 Формула изобретения А-А фШ 2. 2 листового изделия 13 и криволинейных направляющих 3.Сформованное листового изделие 13, непрерывно выходя из проводных валков 4, движется по криволинейным направляющим 5 3, поддерживаемое опорными валками 9 с системой охлаждения. По мере дальнейшего продвижения листового изделия 13 оно режется механизмом 12 обрезки на нужную длину. Далее цикл повторяется.10Использование устройства для непрерывного изготовления листовых изделий из полимерных материалов предложенной конструкции позволит получить листовые изделия с криволинейным профилем, обладающих повышенной прочностью за счет придания лис товым изделиям формы трапеции с ребрами жесткости на боковых сторонах. 201. Установка для непрерывного изготовления листовых полимерных материалов, включающая последовательно установленные механизм подачи полимерных материалов, калибрующие вальцы и формующее устройство, отличающаяся тем, что, с целью повышения качества изделий и обеспечения получения изделий с криволинейным профилем, формующее устройство выполнено в виде двух криволинейных направляющих, имеющих различный радиус кривизны, и установленных один над другим двух приводных валков конической формы, причем большие основания валков расположены в одной вертикальной плоскости, а криволинейные направляющие расположены по обеим торцовым сторонам валков, при этом отношение диаметра большего основания конуса каждого из приводных валков к диаметру меньшего его основания прямо пропорционально отношению большего и меньшего радиусов кривизны криволинейных направляющих. 2. Установка по и. 1, отличающаяся тем, что, с целью формования ребер жест. кости на обеих сторонах формуемого изделия, на конических поверхностях приводных валков выполнены диаметрально расположенные выемки с наклоном в противоположные стороны.1497027 Фи Редактор А. ДолиничЗаказ 4384/20НИИПИ Государственног113035, МПроизводственно-издател СосТех реТиракомитетасква, Жкий ком авитель И. Фроловд И. Верееж 535по изобретениям и- 35, Раушскаяи нат Пате нт, г. Корректор Т. МалецПодписноеоткрытиям при ГКНТ СССна 6 д 4/5Ужгород, ул. Гагарина, 1 О
СмотретьЗаявка
4333226, 25.11.1987
ЦЕНТРАЛЬНАЯ ЭКСПЕРИМЕНТАЛЬНО-ИССЛЕДОВАТЕЛЬСКАЯ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКАЯ ЛАБОРАТОРИЯ ХИМИЗАЦИИ СЕЛЬСКОГО ХОЗЯЙСТВА
КУСТАРЕВ ВЛАДИМИР ПАВЛОВИЧ, СУББОТИН ЮРИЙ АНАТОЛЬЕВИЧ, ЛИБЕРМАН СЕМЕН МИХАЙЛОВИЧ
МПК / Метки
МПК: B29C 43/22
Метки: листовых, непрерывного, полимерных
Опубликовано: 30.07.1989
Код ссылки
<a href="https://patents.su/4-1497027-ustanovka-dlya-nepreryvnogo-izgotovleniya-listovykh-polimernykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Установка для непрерывного изготовления листовых полимерных материалов</a>
Способ получения листового армированного полимерного композита

Номер патента: 1609713
Опубликовано: 30.11.1990
Авторы: Комиссарова, Миронов, Скрябин, Юркевич
МПК: B29D 9/00, B32B 27/12
Метки: армированного, композита, листового, полимерного
...К для ПЭВП,503 К для ПП и 523 К для ПА, Равнотолщинность композита характеризовали разбросом толщины получаемых после прессования образцов материала Лд/Е%, гдеМ=Й - Й,Й - средняя толщина материала25 по результатам не менее 25 измерений вразных местах 5 образцов каждого материала; А - толщина материала в -й точке(=1,2,25), Прочность при растяженииопределяли по ГОСТ 1262-80. Испытания на .растяжение проводили на разрывной машинеРМУ - 0,05-1 при скорости перемещения нижнего зажима 0,17 мм/с. Формула изобретения тродом и стальной подложкой варьируют от 25 до 00 мм. Подачу рубленого волокна на заряжающую сетку осуществляют из виб,робункера со специальным дозатором. Скорость перемещения подложки изменяют в пределах 0,510 мм/с. Обработку в...
Способ изготовления приводных ремней из полимерных продуктов

Номер патента: 676464
Опубликовано: 30.07.1979
Авторы: Зайцев, Мартынов, Шабанов
МПК: B29D 29/00
Метки: полимерных, приводных, продуктов, ремней
...кольцо из полиэтилентерефталатной пленки толщиной 35 - 40 мкм по мещают на формовочное устройство с вращающимися валиками, Одновременно на кольцо подают нагретый до температуры 300 С газ. При тепловом деформировании в течение 10 - 20 мин совершается процесс 25 одновременной усадки - растяжения диаметров кольца, При этом кольцо разворачивается на 90 так, что его поверхность переходит в поверхность полого цилиндоа (ремня).Перед съемом с устройства полый цп676464 4формула изобретения Составитель В, ВерченкоТехред А. Камышникова Корректор А, Степанова Редактор И, Грузова Заказ 1679/13 Изд.465 Тираж 780 Подписное НПО Поиск Государственного комитета СССР по Мелам изобретений и открытий 113035, Москва, Ж, Раушская наб., д....
Литьевая форма для изготовления изделий с поднутрениями из полимерных материалов

Номер патента: 887221
Опубликовано: 07.12.1981
Автор: Юхновецкий
МПК: B29C 5/00
Метки: литьевая, поднутрениями, полимерных, форма
...ней матрицей 2,В которую запрессована направляющаявтулка 3. Пуансон 4 закреплен в подвижИОЙ С 5, ,становленной ня подвижноосновании 6, в котором запрессованы паправляощие колонки 7, по которым навтулках 8 перемещается плита 9 съема,имс 10 щ 251 упоры 10, В Оформл 5 ющую 110 лость матрицы 2 через отверстия в плите 9сьема в.одят фиксирующие стержни 11 споднутрснием, которые закреплены на подпружиненной относительно основания 6планке 12 и удср киваются от выпа;енияпз формы т 5 Гам 1 3.Мс)1;1) пляпкой 12 и ОспОВянисм 6 В со:,кпуОй пресс-форме имеется зазор а.В и;зах плить съема размсщсГы ползупы 14, па Оторьх закрсплспы резьбовыеВкладыши 15. Полз, ны под;каты пружипамп 16. Вели:шпя усилия пру)кпн 16 рсгулируется пробками 17. На пуансоне 4...
Дробилка для измельчения листовых отходов полимерных материалов
Номер патента: 1491569
Опубликовано: 07.07.1989
Авторы: Зацаренко, Левчук, Тихонцов
МПК: B02C 18/14
Метки: дробилка, измельчения, листовых, отходов, полимерных
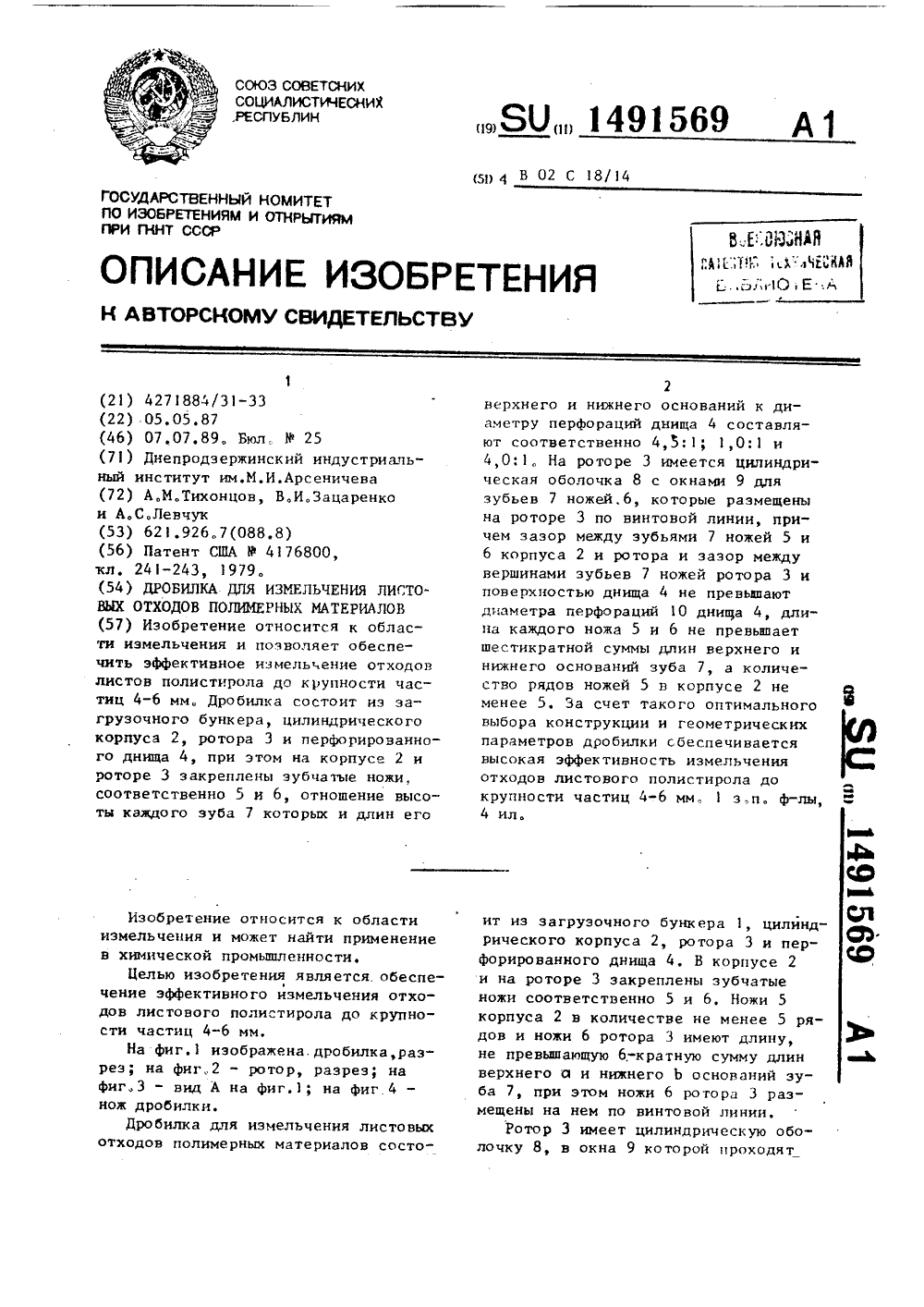
...2 в количестве не менее 5 дов и ножи 6 ротора 3 имеют длину, е превышающую 6;кратную сумму дли верхнего а и нижнего Ь оснований з ба 7, при этом ножи 6 ротора 3 раз мещены на нем по винтовой линии.Ротор 3 имеет цилиндрическую лочку 8, в окна 9 которой прохз14ножи 6 ротора 3, при этом они выступают над поверхностью оболочки 8 навысоту Ь зуба 7. Зазор между зубьяминожей 5 корпуса 2 и ножей 6 ротора 3,а также зазор мвкду вершинами зубьев7 ножей 6 ротора 3 и поверхностьюперфорированного днища 4 не превышают диаметра д перфораций (отверстий)10 днища 4.Отношение высоты Ь каждого зуба7 ножей 5 и 6 корпуса 2 и ротора 3 ндлин его верхнего с 3 и нижнего Ь оснований к диаметру д перфораций днища 4 равно соответственно 4,5:1,1,0:1 и 4,0:3,Дробилка...
Способ изготовления изделий сложной формы из полимерных материалов

Номер патента: 1810290
Опубликовано: 23.04.1993
Авторы: Адамян, Восканян, Ленский, Манвелян, Петросян
МПК: B29C 49/08
Метки: полимерных, сложной, формы
...резины марки Кпутем литья под давлением 250 10 Па (кгс/см ) в литьевой форме и с последующей вулканизацией при 170 С в течение 7 ч. Внутренний перфорированный сердечник выполнен с осевой полостью, соединенной с радиальными отверстиями - перфорациями для подачи воздуха. При этом давление воздуха при ориентировании перчатки составило 3,2 10 Па (кгс/см ).Время охлаждения 1 мин, длительность первого цикла, изготовления термоусаживаемой перчатки 10 мин, последующих 3,3 мин.П р и м е р 2 (по изобретению), Нагревание заготовки изделия проводят в камере нагрева до 200 С при активном ступенчатом перемешивании воздуха при помощи вентилятора. При этом время разогрева изделия составляет З.мин, Ориентирование проводят с использованием эластичной...
Предыдущий патент: Устройство для отливки и укладки брусков пластичного материала в коробки
Следующий патент: Клапанное устройство материального цилиндра литьевой машины
Случайный патент: Способ образования межсекционных швов в сооружениях