Способ управления процессом подготовки к обработке асбестовых концентратов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1493315
Автор: Кибирева


Текст
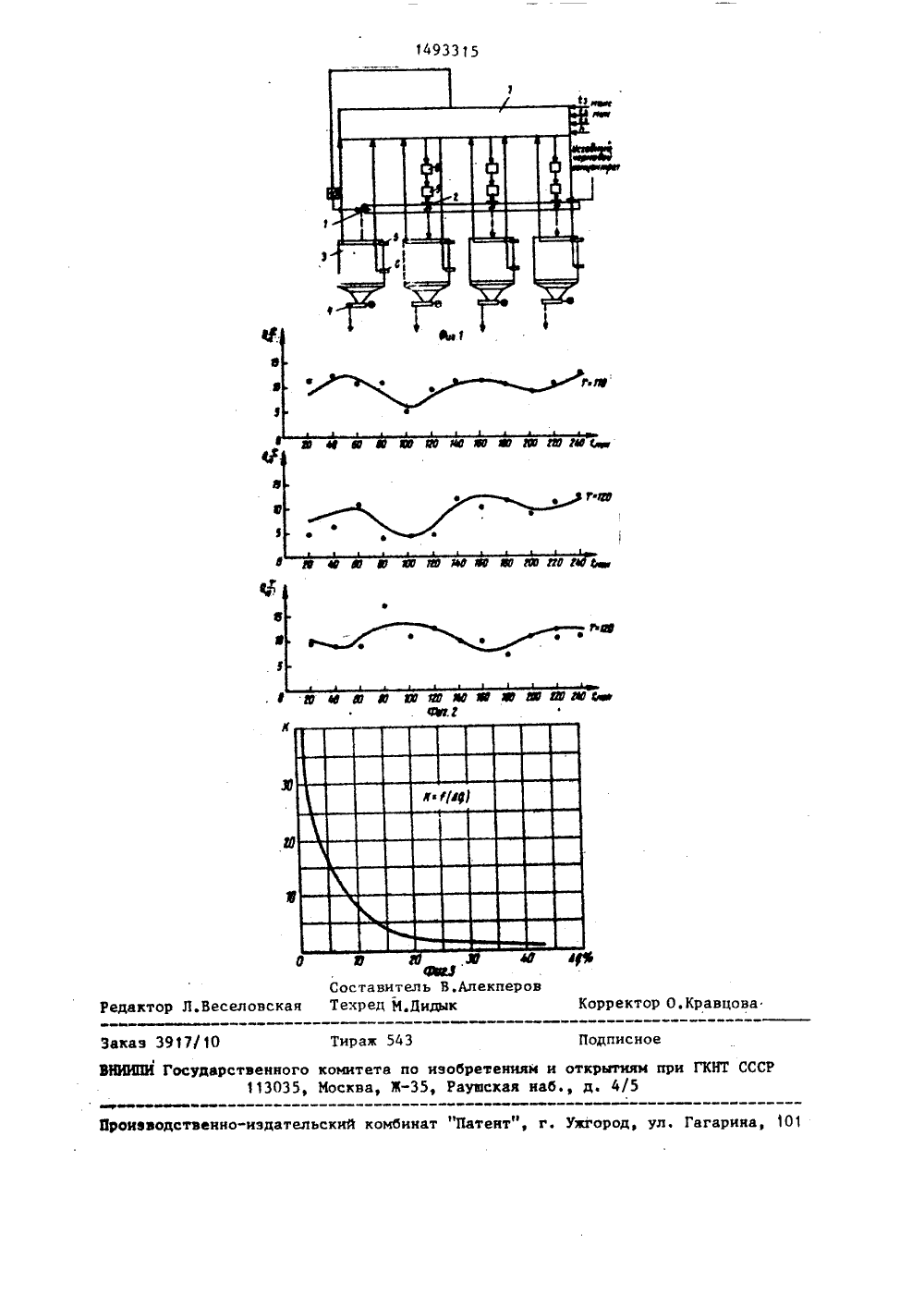
(191 (11 93 4 В 02 С 25/ СУДАРСТВЕННЫО ИЗОБРЕТЕНИЯМИ ГННТ СССР НОМИТЕТОТНРЫГИЯМ ЕТЕНИЯ ЕЛЬСТВ на фиг. 2 - фния низкочаст мене Изобретени ке к обработк нескольких паериалов в хнологиче товых кон е сыпучих ма раллельных т чества асбест поступающего щие бункера; коэффициента чины относит примеожет к обрьной,асбе ть п ких линиях именена материа центратов, и для подготов аботк рн лов в строителхимической и рудной,ях промыш личества отв последнийвого. других отр енности. Целью из вляется повыш те Способ употовки к об ентратов вкл ОПИСАНИЕ И К АВТОРСКОМУ СВИДЕ(71) Всесоюзный государственныйнаучно-исследовательский и проектныйинститут асбестовой промышпенностии Уральский горнообогатительный комбинат им. 50-летия СССР(56) Ершов Г.П, и др. Технологическая схема асбестообогатительной фабрики Р 7 комбината Ураласбест,Промышленность нерудных и неметаллических материалов. Науч,-техн,реферативный сборник, ВНИИЭСМ, 1980,вып,2, с,26-27,Авторское свидетельство СССР1( 960282, кл, В 02 С 25/00, 1980. относится к подготовние качества управления,На фиг, 1 представлена блок-схемаустановки, реализующей данный способ;(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМПОДГОТОВКИ К ОБРАБОТКЕ АСБЕСТОВЫХКОНЦЕНТРАТОВ(57) Изобретение относится к подготовке к обработке сыпучих материаловв нескольких параллельных технологических линиях, может быть использовано при подготовке к обработке асбестовых концентратов и других материалов и позволяет повысить качествоуправления. Для достижения поставленной цели измеряют уровень продуктав бункерах и фактическое время циклазагрузки, фиксируют достижение предельных уровней загрузки бункеров икорректируют время цикла загрузкипри достижении предельного уровнязагрузки в одном из бункеров, Изменяют производительность механизмовзагрузки при достижении предельныхуровней загрузки одновременно в двухбункерах и при превышении измеряемымфактическим временем цикла загрузкидопустимьж значений, 3 ил. рагменты кривых из отных колебаний колиового концентрата Я, в параллельно работаю= на фиг, 3 - зависимость стабильности К от велиельного отклонения коекаемого продукта Юц бункер относительно первления процессом подботке асбестовьж кончает следующие опера 1493315ции; последовательную загрузку бункеров с заданным циклом раздачи продукта; измерение максимального и минимальногоо уровня продукта в бункерах и получение соответствующего сигнала; определение цикла раздачи, сравнение его с заданным и корректировка времени цикла раздачи продукта в бункера при достижении максимального (минимального) уровня в одном из бункеров, при этом заданное время цикла выбирают по зависимостимин макс при этом с а Й г. 4 сгде Т - период времени колебаний количества продукта, мин,1 макс 0 мин - максимальное и минимальное значения производительности исходного асбестового концентрата в течение периода колебаний, т/ч;К - коэффициент стабильности,формирование управляющего воздействия на производительность механизмов загрузки, бункеров - изменениеколичества исходного продукта, подаваемого в бункера, в случае появления сигналов о максимальном (минимальном) уровне в двух бункерах одновременно или при выходе временицикла раздачи эа пределы допустимыхзначенийСпособ реализуется установкой (фиг1), включающей поточно-транспортную систему, состоящую иэ конвейера 1, сбрасывателей 2, и бункеров 3 с раэгруэителями 4. Бункера 3оснащены датчиками 5 и 6 максимального и минимального уровней соответственно, которые определяют рабочую зону продукта в бункере 3, Выходы датчиков 5 и 6 подключены к входу управляющей вычислительной машины 7 (УВМ), три выхода которой подключены к соответствующим блокам 8 управления исполнительными механизмами 9 сбрасьвателей 2, а четвертый выход УВМ подключен к блоку 10 управления регулируемым приводом конвейера 1,П р и м е р, Весь поток исходногопродукта, например асбестового кон 10 15 20 Для каждого потока асбестового концентрата экспериментально определяют заданный цикл раздачи продукта, . который вводится в УВМ, Например, для потока асбестового концентрата, являющегося исходным продуктом для получения асбеста 111-1 Ч групп, по 25 данным эксперимента: Т = 120 мин;ас2,1; К = 4; откуда С = 14 мин,мцй3Иэ УВМ сигнал, пропорциональныйвремени заполнения одного бункерасъ 14поступает на входы блокови 48 управления исполнительными механизмами 9 сбрасывателей 2, чем обеспечивается запас продукта в бункерах нарабочем уровне, При изменении во времени количества или качества исходного потока асбестового концентратавозможно достижение максимального(минимального) уровня в одном из бункеров, В этой ситуации сигнал, пропорциональный времени нахождения намаксимальном (минимальном) уровнеконцентрата в бункере, поступает вУВМ в виде сигнала о максимальном(агнимальном) уровне,30 35 40 45 50 55 При этом, если время цикла раздачи выходит за пределы допустимых знама кс мднченийс( ( Г), сигнал, пропорциональный отклонению времени цикла от допустимого значения, иэ УВМ поступает на вход блока 10 управления регулируемым приводом конвейера 1 и пропорционально сигналу увеличивает (уменьшает) количество исходного асбестового концентрата. центрата, поступает на раздаточныйконвейер 1 и поочередно распределяется сбрасывателем 2 в бункера 3,Деление асбестового концентрата побункерам производится равномернымипо объему порциями эа счет одинаковой продолжительности заполнениякаждого бункера, равной, где и -количество бункеров (в данном примере и = 4),Уровень продукта в бункерах необходимо поддерживать в рабочем диапазоне (междУ максимальным и минимальным уровнями, контролируемыми датчиками 5 и 6 соответственно). Количество раэгружаемого иэ бункеров концентрата постоянное, 5 493,инцмально допустимое время Никла(Т ) заполнения бункеров ограниче 9но механической надежностью технических средств, Например, при использовании плужковых сбрасывателей минимальное время загрузки одного бункера равно 2 мин. При загрузке четырехн 8Максимально допустимое время цикла заполнения бункеров обусловленонеобходимостью поддержания на уровне,не превышающем допустимое значениеотносительного отклонения количестваотсекаемого продукта в последний бункер по сравнению с первым при колебаниях производительности в периоде,маКсТак, при в в= 1,3 и К = 4 ( дмин157.) й= 21 мин,20При длительном изменении во времени исходного потока асбестового концентрата по количеству и качествувозможна ситуация, когда максимальный(минимальный) уровень продукта будет 25зафиксирован в двух бункерах одновременно, В этом случае пропорциональновремени нахождения на максимальном(минимальном) уровне концентрата вдвух бункерах одновременно сигнал из З 0УВМ поступает на вход блока 10 управления регулируемым приводом конвейера 1, в результате чего уменьшается(увеличивается) количество исходногоасбестового концентрата, подаваемогов бункера,35количества и качества исходного пропукта. Формула изобретения 1. Способ управления процессомподготовки к обработке асбестовыхконцентратов, включающий последовательную загрузку бункеров с заданнымвременем цикла загрузки, измерениеуровня продукта в бункерах, изменение производительности механизмовзагрузки бункеров и измерение фактического времени цикла загрузки, о т -л и ч а ю щ и й с я тем, что, с целью повышения качества управления,Фиксируют достижение предельныхуровней загрузки бункеров и коррек-тируют время цикла загрузки, причемкоррекцию времени цикла загрузки осуществляют при достижении предельногоуровня загрузки в одном из бункеров,а изменение производительности механизмов загрузки бункеров осуществля"ют при достижении предельных уровнейзагрузки одновременно в двух бункерахи/или при повышении измеряемым фактическим временем цикла загрузкидопустимых значений,2, Способ по п,1, о т л и ч а ю -щ и й с я тем, что заданное времяцикла загрузки определяют по зависимостиТО максК, вт.а."40 45 Применение предлагаемого способа управления процессом подготовки продукта для обработки, в частности для обогащения, обеспечит снижение качественно-количественных колебаний асбестового концентрата, что повысит стабильность качественных характеристик готовой продукции в результате того, что загрузка бункеров осуществляется равными порциями в любой ситуации, возникающей в технологическом процессе, а величина порции выбирается с учетом текущих значений Т - период времени колебаний производительности механизмов загрузки бункеров, мин; Макс майи. - максимальное и минимальное значения производительности механизмов загрузки в течение периода колебаний, т/ч;К - коэфФициент стабильности,1493315 кпе ов кав 3917(10 Тирак 54 одпи и ГКНТ ССС осударственного комитета по изобретениям и открытиям 113035, Москва, 3-35, Рауаская наб., д. 4/5 Проиэзодстзенно-издательский комбинат "Патент", г. Уагоро Гагарин Составитель В,Апе р Редактор Л.Веселовская Текред М.Дидык Корректор О.Кравцова
СмотретьЗаявка
4323479, 02.11.1987
ВСЕСОЮЗНЫЙ ГОСУДАРСТВЕННЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ АСБЕСТОВОЙ ПРОМЫШЛЕННОСТИ, УРАЛЬСКИЙ ГОРНООБОГАТИТЕЛЬНЫЙ КОМБИНАТ ИМ. 50-ЛЕТИЯ СССР
КИБИРЕВА ЛЮДМИЛА ДМИТРИЕВНА
МПК / Метки
МПК: B02C 25/00
Метки: асбестовых, концентратов, обработке, подготовки, процессом
Опубликовано: 15.07.1989
Код ссылки
<a href="https://patents.su/4-1493315-sposob-upravleniya-processom-podgotovki-k-obrabotke-asbestovykh-koncentratov.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом подготовки к обработке асбестовых концентратов</a>
Установка для получения гранулированного продукта, преимущественно кормового концентрата лизина

Номер патента: 1313496
Опубликовано: 30.05.1987
Авторы: Васкин, Востоков, Горбач, Королев, Мандрыка, Молочков, Цетович, Шипулев
МПК: B01J 2/16
Метки: гранулированного, концентрата, кормового, лизина, преимущественно, продукта
...С) дополнительного 16-20 14 21 Время сушки, мин 3 - 6 8 - 10 9-10 95-96 90-92 9 - 10 90 9-10 7,5 Из приведенных технологических показателей видно, что удельный расход теплоносителя на единицу веса продукта одинаков для известных устройств и существенно меньше для предлагаемого устройства, ПоэПроизводительность посухим гранулам, кг/ч Расход теплоносителя,м/ч, в том числеосновного Температура теплоносителя, Сосновного Потери целевого вещества (лизина) в продукте, 7. Содержание товарнойфракции в продукте, 7. Влажность продукта, 7,режения, создаваемого транспортирующим потоком теплоносителя в самой узкой его части. В диффузоре 8 дополнительный тепло- носитель, вводимый через наклонные сопла 9, на нижней стенке рассредотачивает гранулы...
Устройство для программного управления загрузкой бункеров
Номер патента: 495643
Опубликовано: 15.12.1975
Автор: Харченко
МПК: G05B 19/408, G05B 19/418
Метки: бункеров, загрузкой, программного
...осуществляющим распределение входных с 5 гналов, поступающих с промышленной частотой (50 Гц) па его вход так, что на каждом выходе распределтоля 9 слсдуют импульсы с частотой 1 Гц. Выходы распределителя импульсов 9 соединены со входами элементов И 10, 11, вторые входы которых подключены к выходам сумматора 8, Выходы элементов 10, 11 подключены ко входам счетчика импульсов 12 заданной емкости. Вь- ход счетчика импульсов 12 подключен к элементам И 4, 5, б. Выходы элементов 4, 5, б подключены ко входам элемента ИЛИ 13, а выход его соединен с коммутатором 7 и со счетчиком импульсов 12.По сигналам датчиков триггеры 1, 2, 3 устанавливаются в одно из двух положений: бункер выдал вызов на загрузку пли бункер загружен, Коммутатор 7...
Устройство для программного управления загрузкой бункеров
Номер патента: 203279
Опубликовано: 01.01.1967
МПК: G01F 13/00
Метки: бункеров, загрузкой, программного
...входам органов управления, а па выходыподключены итеративные ячейки, число которых соответствует числу загружаемых бункеров.На фиг. 1 изображена блочно-принципн 0 альная схема промежуточной управляющейячейки; на фиг. 2 изображена блочно-принципиальная схема первой управляющей ячейки; на фиг, 3 изображена блочно-принципиальная схема последней п-ячейки,5 Вторая ячейка отличается от первой тем,что в ней имеется цепь, в которой предусмотрено ручное воздействие при пуске. Пуск первой ячейки возможен только в том случае,когда все бункера свободны,20 Третья ячейка отличается от первой наличием блокировки в цепи воздействия на реагирующий элемент, воздействующий на пусковой орган механизма управления.После подачи напряжения на устройстьо25 и...
Устройство для автоматической загрузки бункеров реверсивным передвижным конвейером

Номер патента: 536103
Опубликовано: 25.11.1976
Авторы: Дримбо, Калиниченко, Рылов, Сорока, Шаповаленко
МПК: B65G 65/30
Метки: автоматической, бункеров, загрузки, конвейером, передвижным, реверсивным
...коммутатор 5 выдает сигнал адреса группы бунке - ров, в которую входит бункер очередной загрузки, поступающий на входы в, с, , к блоков 6,7 включения ленты, Если бункер очередной загрузки и исходный бункер расположены в разных группах бункеров, а первоначально лента включилась сигналом с выхода блока 6 включения ленты, то с коммутатора 5 сигнал поступит на вход с блока 6 и входблока 7. При этом элементфПАМЯТЬЮ 12 блока 6 установит - ся в нерабочее положение, а соответствующий элемент блока 7 установится в рабочее подожение. Через некоторое время, равное времени перемещения конвейера к загрузочному окну бункера очередной загрузки, блок 3 выбора времени загрузки сформирует сигнал, который поступит на вход элемента "И" 15, который в...
Способ управления последовательной загрузкой бункеров

Номер патента: 1189766
Опубликовано: 07.11.1985
Авторы: Дрейер, Златопольский
МПК: B65G 65/30
Метки: бункеров, загрузкой, последовательной
...работе.На чертеже изображено устройство, реализующее предлагаемый способ, общий вид.Устройство содержит бункеры 1 - 4, подлежащие загрузке, бункер 5 для сбора оставшегося материала, плужковые сбрасыватели 6,1 - 6.4, накопительный бункер 7, питатель 8, линейный распределительный конвейер 9.Способ осуществляется следующим образом.В случае загрузки бункера 1 включают конвейер 9, на него опускают плужковый сбрасыватель 6.1, включают питатель 8 и заполняют бункер до требуемого уровня. При переходе от загрузки бункера 1 к загрузке бункера 3 вначале опускают на незагруженный участок ленты плужковый сбрасыватель 6.3 и контрозлируют его полностью опущенное состояние с помощью конечного выключателя. Затем поднимают плужковый сбрасыватель 6.1, тем...
Предыдущий патент: Устройство для измельчения отходов стекла
Следующий патент: Электромагнитный шкивной железоотделитель
Случайный патент: Держатель для ультразвуковой линии задержки с многогранным звукопроводом