Система автоматического управления формированием и резанием полосы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
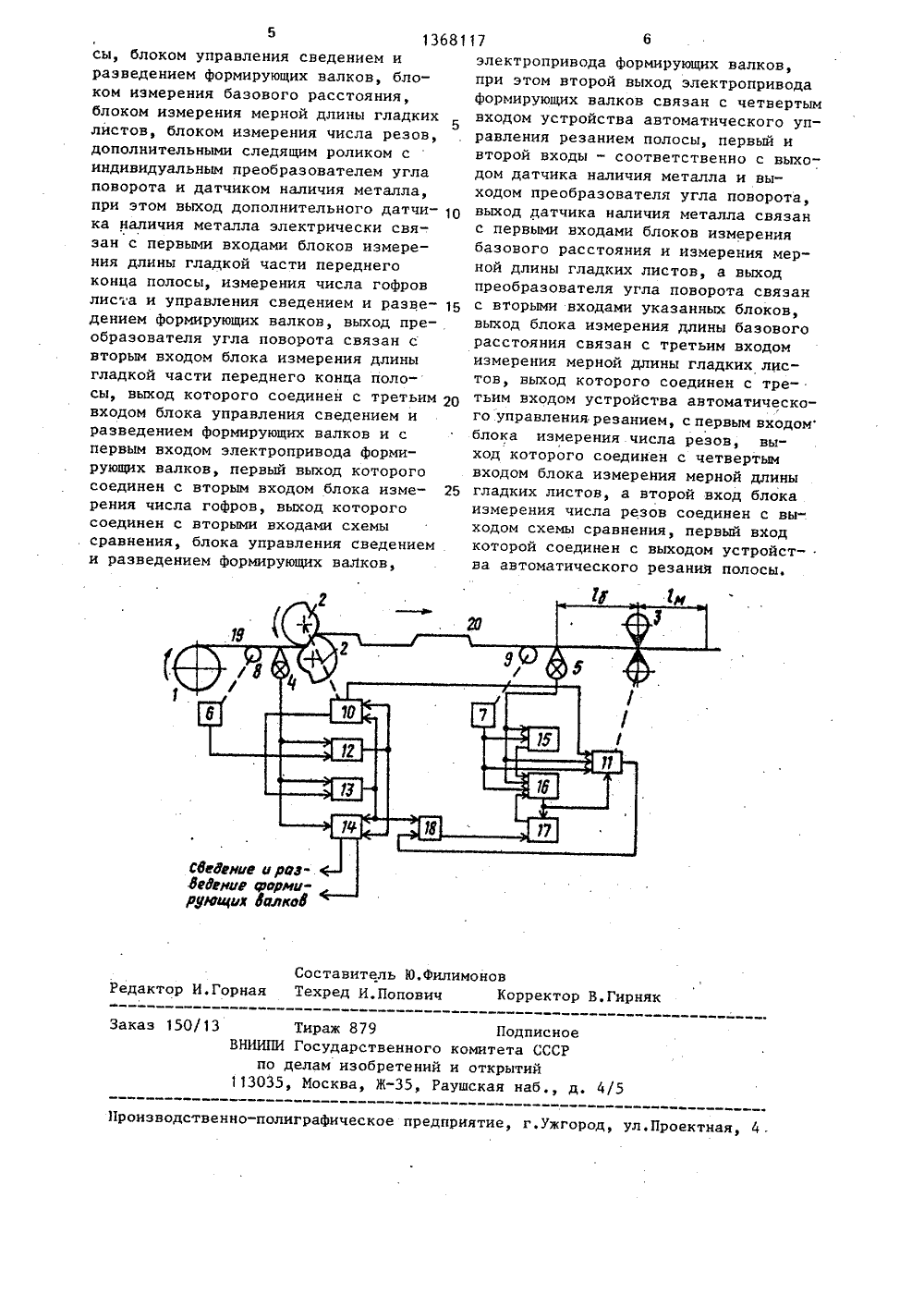
3 СОВЕТСКИЦИАЛИСТИЧЕСК УБЛИК ОЮ П 9) (И) 7 23 1) 36 0 тср ц) ъу Д ТЕНИ ьИЬЛ бработГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ПИСАНИЕ И Н А 8 ТОРСКОМУ СВИДЕТЕЛЬСТ(71) Магнитогорский металлургическии комбинат им. В.И.Ленина(56) Пружанский Л.И. и др. Автоматическое управление резанием полосы с повторяющими гофрами. - Механизация и, автоматизация производства, У 10, 1978, с. 1-3.(54) СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ФОРМИРОВАНИЕМ И РЕЗАНИЕМ ПОЛОСЫ(57) Изобретение относится к о ке металлов давлением, а именно к прокатному производству, и может быть использовано на профилегибочных автоматах, предназначенных для производства листовых профилей с продольными или поперечными периодически повторяющимися гофрами, а также Фна непрерывно-травильных агрегатах для автоматического формирования и раскроя передних и задних концов полосы (П). Цель изобретения - повышение выхода годного материала. При перемещении П 19 за ось формирующихвалков 2 в блоке 12 накапливаетсячисло, соответствующее расстоянию, накоторое П 19 продвигается эа ось формирующих валков 2. При достижениитребуемого числа в блоке 12 сигналпоступает на входы электроприводаформирующих валков, регулятор 10 ихположения и блок 4, в результатечего начинается формирование П 19.Когда передний конец П 19 проходитза ось летучих ножниц З.на расстояние, равное мерной длине гладкой час"ти листа, на выходе блока 16 появляется сигнал, служащий командой нарез летучими ножницами 3. Порезгладкой части переднего конца П 19происходит до тех пор, пока на выходе из блока 17 не появляется сигнал,запрещающий работу блока 16, т.е.когда летучие ножницы завершают заданное число резов. Затем осуществляется резка гофрированной части П 19и ее заднего конца. 1 ил.1 1368Изобретение относится к обработке металлов давлением, а именно к прокатному производству, и может быть использовано на профилегибочных агрегатах для производства листовых профилей с продольными или поперечными периодически повторяющимися гофрами, а также на непрерывно-травильных агрегатах для автоматического формирования и раскроя передних и задних концов полосы. 117 2 резов на переднем конце гладкой часЦель изобретения - повышение выхода годного материала.На чертеже изображена схема системы автоматического управления формированием и резанием полосы с повто. ряющимися гофрами.Система автоматического управления формированием и резанием полосы, подаваемой с разматывателя 1 в формирующие валки 2 и далее разрезаемой на листы мерной длины на летучих ножницах 3, содержит датчики 4 и 5 наличия металла, преобразователи 6 и 7 углов поворота следящих роликов 8 и 9, электропривод формирующих валков с регулятором 10 их положения, устройство 11 автоматического управления резанием полосы с повторяющимися гофрами, блок 12 измерения гладкой части переднего конца полосы, блок13 измерения числа гофров, блок 14 управления сведением и разведением формирующих валков, блок 15 измерения базового расстояния, блок 16 формирования мерной длины, блок 17 измерения числа резов, схему 18 сравнения.Система работает следующим образом.В исходном состоянии на профилегибочном агрегате полоса 19 находитсяна разматывателе 1. Формирующие валки 2 разведены и находятся в исходном положении.На выходах всех блоков и датчиковсигналы отсутствуют. В блоке 12 записано отрицательное число, пропорциональное расстоянию между дополнительным датчиком 4 наличия металлаи осью формирующих валков. Перед началом работы в блоки 12 - 14 и 16вводятся задания, соответствующиедлине гладкой части переднего концаполосы, числу гофров на полосе, приходящихся на один лист, длине отрезаемого гладкого листа полосы, числу ти полосы,При включении разматывателя и под 5ходе переднего конца полосы 19 к следящему ролику 8 последний в контактес полосой 19 начинает вращаться соскоростью, равной скорости полосы 19,При этом на выходе преобразователя 610 угла поворота появляются импульсы,число которых пропорционально длинеполосы 19, прошедшей над следящимроликом 8.При подходе переднего конца поло 1, сы кдатчику 4 на его выходе появляется сигнал, который поступает напервые входы блока 12 измерения гладкой части переднего конца полосы,тем самымразрешая счет числа импуль 20 сов, поступающих с преобразователя 6на второй вход блока 13 измерениячисла гофров. Блок 14 управления сведением и разведением формирующих валков дает команду на их разведение,если те по какой-либо причине сведены. При движении полосы 19 отрицательное число в блоке 12 уменьшается,и когда передний конец полосы 19 достигает оси формирующих валков 2,30 в блоке 12 появляется число "0",При дальнейшем движении .полосы 19за ось формирующих валков 2 в блоке12 накапливается число, соответствующее расстоянию, на которое полоса 19З 5 продвигается за ось формирующих валков 2. При достижении в блоке 12 числа, соответствующего заданной длинегладкой части переднего конца полосы,на выходе появляется сигнал; который40 поступает на вход электропривода формирующих валков с регулятором 10 ихположения для включения формирующихвалков 2 и на третий вход блока 14управления сведением и разведением45 валков для их сведения. Дальнейшийсчет числа импульсов в блоке 13 прекращается. При этом формирующие валки 2 сводятся и начинают вращаться.После того, как формирующие валки50 сведены, начинается основной процессформовки полосы 19 путем нанесенияна нее гофров 20. Сигналы о вращенииформирующих валков поступают в блок13 измерения числа гофров на полосе,55 приходящихся на один гофрированныйлист. При прохождении каждой длиныгофрированного листа через ось формирующих валков 2 в блоке 13 записывается число "1" и со следующим вра 1368117щением Формирующих валков 2 счет возобновляется.При подходе переднего конца полосы 19 к следящему ролику 9 последний5 в контакте с полосой 19 начинает вращаться со скоростью, равной линейной скорости полосы 19.При этом на выходе преобразователя 7 угла поворота появляются импуль сы, число которых пропорционально длине полосы, прошедшей над роликом 9, и которые поступают на вторые входы блоков 15 и 16, При подходе переднего конца полосы 19 к датчи ку 5 наличия металла на его выходе появляется сигнал, который подается на первые входы блоков 15 и 16. Этот сигнал разрешает прохождение импульсов от преобразователя 7 угла поворо та для измерения пути полосы от оси датчика 5 до оси летучих ножниц 3,Как только передний конец полосы 19пересекает ось летучих ножниц 3, сигнал с блока 15 поступает на третийвход блока 16. Когда передний конецполосы 19 проходит за ось летучихножниц 3 на расстояние, равное мернойдлине гладкой части листа, на выходеблока 16 появляется сигнал, служащий З 0командой на реэ летучими ножницами 3,поступающий в устройство автоматического управления резанием полосы сповторяющимися гофрами, а также напервый вход блока 17 для измерениячисла резов на гладкой части переднего конца полосы 19. Порез второгогладкого листа происходит аналогично,только блок 15 в работе уже не участвует. Порез гладкой части переднего 40конца полосы происходит до тех пор,пока на выходе блока 17 не появляется сигнал, запрещающий работу блока 16, т.е. когда летучие ножницы 3завершают заданное число резов. 45Как только происходит последнийрез последнего гладкого листа, на переднем конце полосы 19 начинает работать устройство 11, производя резаниеосновной части полосы с повторяющимися гофрами, при этом на выходе блока 16 сигналы отсутствуют. Устройство 11 начинает работу по сигналамот датчика 5, преобразователя 7 датчика гофр (не показан), второго выхода электропривода,При подходе заднего конца полосык датчику 4 с выхода последнего сигнал снимается,что является разрешением на выдачу сигнала из блока 13.Этот сигнал выдается как только заканчивается формирование последнегогофра на последнем гофрированном листе. Сигнал с блока 13 поступает навторые входы в блок 14 для выдачи изнего сигнала на разведение формирующих валков в электропривод формирующих валков и сигнала на останов формирующих валков 2 и в схему 18 сравнения, После того, как формирующиевалки разводятся и останавливаются,полоса 19 продолжает двигаться дальше, йроходя через ось формирующихвалков 2 и дальше к летучим ножни-цам 3.Как только происходит последнийрез последнего гофрированного листа,сигнал устройства 11 подается на первый вход схемы 18 сравнения, на втором входе которой уже есть разрешение.Сигнал с выхода схемы 18 сравнения поступает на второй вход блока17 измерения числа резов и устанавливает его в исходное состояние, а выход блока 17 снимает сигнал с четвертого входа блока 16 формированиямерной длины и тем самым разрешаетего работу, Порез заднего конца полосы происходит аналогично переднему,однако отличается тем, что при совершении очередного реза сигнал свыхода схемы 18 каждый раз устанавливает блок 17 в исходное положение.При выходе полосы 19 из-под датчиканаличия металла вся система приводится в исходное состояние. После этогоцикл повторяется на новой полосе аналогично,Формула изобретения Система автоматического управления формированием и резанием полосы с повторяющимися гофрами, содержащая устройство автоматического управления резанием полосы, электропривод Формирующих валков с регулятором их положения, датчик наличия металла схему сравнения, блок измерения числа гофров листа, следящий ролик, механически соединенный с преобразователем угла поворота, блоки управления, о т л и ч а ю щ а я с я тем, что, с целью повышения выхода годного она снабжена блоком измерения длины гладкой части переднего конца поло13681 Составитель Ю,фил Техред И.Попович но Редактор И.Горн ектор В.Гиря каз 150/ Тираж 879Государственногделам изобретениМосква, Ж,Подписноекомитета СССРи открытийушская наб., д. 4 ИИПИ 3 1 роизводственно-полиграфическое предприятие, г.ужго л.Проектная, 4. сы, блоком управления сведением иразведением формирующих валков, блоком измерения базового расстояния,блоком измерения мерной длины гладкихлистов, блоком измерения числа резов,дополнительными следящим роликом синдивидуальным преобразователем углаповорота и датчиком наличия металла,при этом выход дополнительного датчи Ока наличия металла электрически связан с первыми входами блоков измерения длины гладкой части переднегоконца полосы, измерения числа гофровлис;а и управления сведением и разведением формирующих валков, выход преобразователя угла поворота связан свторым входом блока измерения длиныгладкой части переднего конца полосы, выход которого соединен с третьим 20входом блока управления сведением иразведением формирующих валков и спервым входом электропривода формирующих валков, первый выход которогосоединен с вторым входом блока измерения числа гофров, выход которогосоединен с вторыми входами схемысравнения, блока управления сведениеми разведением формирующих ваЛков,17 6электропривода формирующих валков,при этом второй выход электроприводаформирующих валков связан с четвертымвходом устройства автоматического управления резанием полосы, первый ивторой входы - соответственно с выходом датчика наличия металла и выходом преобразователя угла поворота,выход датчика наличия металла связанс первыми входами блоков измерениябазового расстояния и измерения мер"ной длины гладких листов, а выходпреобразователя угла поворота связанс вторыми входами указанных блоков,выход блока измерения длины базовогорасстояния связан с третьим входомизмерения мерной длины гладких листов, выход которого соединен с третьим входом устройства автоматического управления резанием, с первым входомблока измерения.числа резов, выход которого соединен с четвертымвходом блока измерения мерной длиныгладких листов, а второй вход блокаизмерения числа резов соединен с выходом схемы сравнения, первый входкоторой соединен с выходом устройства автоматического резания полосы.
СмотретьЗаявка
2978237, 08.09.1980
МАГНИТОГОРСКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ ИМ. В. И. ЛЕНИНА
ВЫШИНСКИЙ ВИКТОР ФЕДОРОВИЧ, БАДОЛИН АЛЕКСЕЙ ФЕДОРОВИЧ, ШЕСТЕРКИН АНАТОЛИЙ ГРИГОРЬЕВИЧ, ЛИТЯЙКИН ВАЛЕНТИН МИХАЙЛОВИЧ, ХМЕЛЬ ВЛАДИМИР АНДРЕЕВИЧ
МПК / Метки
МПК: B23D 36/00
Метки: полосы, резанием, формированием
Опубликовано: 23.01.1988
Код ссылки
<a href="https://patents.su/4-1368117-sistema-avtomaticheskogo-upravleniya-formirovaniem-i-rezaniem-polosy.html" target="_blank" rel="follow" title="База патентов СССР">Система автоматического управления формированием и резанием полосы</a>
Устройство формирования сигнала управления фазовым положением блока вращающихся головок

Номер патента: 1277190
Опубликовано: 15.12.1986
МПК: G11B 5/48
Метки: блока, вращающихся, головок, положением, сигнала, фазовым, формирования
...которым одновибратор 7 переводится в состояние, при котором на его выходе устанавливается сигнал логической единицы. При несовпадении воспроизведенных и стробирующих импульсов сигналлогической единицы устанавливаетсяна выходе одновибратора 8,.при этомна входах элемента ИЛИ 12 устанавливаются сигналы логического нуля и навыходной шине 14 Формируется сигналкоманды на фазирование блока вращающихся головок, При совпадении воспроизведенных и стробирующих импульсов сигналом логической единицы свыхода одновибратора 7 через элементИЛИ 12 на вьгходной шине 14 формируется сигнал команды на прекращениеФаэирования блока вращающихся головок. При выпадении импульсов цветовой синхронизации в воспроизведенном сигнале на выходах одновибраторов 7 и 8...
Устройство для охвата полосой валка в прокатной клетио

Номер патента: 419275
Опубликовано: 15.03.1974
Авторы: Выдрин, Кремсов, Ледовскнх
МПК: B21B 39/16
Метки: валка, клетио, охвата, полосой, прокатной
...сторонах ста. нины прокатной клети так, что каждое из пары Крановых колес, установленных нд одном валу, развернуто относительно другого на половину шага хрдповсго зацепления. Это сбеспе 11 Вг)ст более то)гугостановку прцжпмных роликов относцтсльно рабочих валков прокатной клети. Пружггны 20 прц)кпмдгст ссоачки к хрггповым колесам.Устройство работает следующим образом. Перед здпрдвкой полосы рычаги 7 и 8 приводнымц галами 5 и 6 поворачиваются в цсхо 1 двое положенпе (фиг. 3), так что передний прижимной ролик 9 располагается над ссью про. каз)кц, а задний - под осью прокатки, Полоса 21 подается в зазор между вращающ 5 мися рабочими валками 2 и ) по оси Прокаки. После выходя полосы цз валков и входа ее в валк: следуюцей прскдтной клети...
Аналоговый оптимизатор числа запасных блоков технической системы

Номер патента: 1285496
Опубликовано: 23.01.1987
Авторы: Бороденко, Зиборов, Зубков, Казарцев, Пшеничный
МПК: G06G 7/48
Метки: аналоговый, блоков, запасных, оптимизатор, системы, технической, числа
...подается на первый вход блока 4, на второй вход которого подается значение приведенной стоимости с вь;хода узла 25. С выхода блока 4 снимается сигнал, пропорциональный значению Ь .(О), ко 4торый сравнивается с установленным .85496 5 12 пасных блоков 1-го типа на один блок, и решение аналогично продопжается до тех пор, пока не окажется, что Ь (О)с Ь, .тогда срабатывает коммутатор 22, отключая блок 10 от источника 23 напряжения и подключает к нему блок 9 "Установить и - 1". При этом коммутатор 22 подключает первый выход узла 2 к входу блока 5. В результате напряжение на блоке 5 увеличивается на величину, пропорциональную Т (и). Аналогично определяется чис ло запасных блоков каждого типа,После выполнения М шагов решения на выходе...
Способ восстановления стереофонического цифрового сигнала, закодированного кодом, обнаруживающим блоки ошибок длительностью не более n символов

Номер патента: 1555884
Опубликовано: 07.04.1990
Авторы: Гитлиц, Добровольский, Зеленин, Попов, Худяков
МПК: H04H 5/00
Метки: блоки, более, восстановления, длительностью, закодированного, кодом, обнаруживающим, ошибок, сигнала, символов, стереофонического, цифрового
...Фронта сигнала на первом входе появляется через время, равное разности максимальной и фактической длительности блока ошибок.Кроме того, входной сигнал. поступает на первый (второй) блок 7 (8), в котором он задерживается на время максимальной длительности блока оши 55 бок, увеличенное на период следования кодовых слов, с выхода этого блока задержанный сигнал поступает как на первый информационный вход первого (второго) блока 11 (12), так и на вход третьего (четвертого) блока 9 (10).В третьем (четвертом) блоке 9 (10) задержанный сигнал дополнительно задерживается на время периода следования кодовых слов, С выхода третьего (четвертого) блока 9 (10) сигнал поступает на информационный вход первого (второго) блока 13 (14), на управляющий...
Устройство для охвата полосой валка в прокатной клети

Номер патента: 948477
Опубликовано: 07.08.1982
Авторы: Гречаный, Кремсов, Морозов, Пелленен
МПК: B21B 39/16
Метки: валка, клети, охвата, полосой, прокатной
...в подшипниках обводной прижимной ролик 4.На одной из частей рычага ( также вподшипниках ) установлен обводной ролик 5, Обе части рычага стягиваютсямежду собой пружиной 6. Рычаг 2 врабочем положении стопорится с помощью зубчатого сектора и шестерни 7,смонтированной в клети и связанной схраповым механизмом.Приводные валы 1 установлены вкорпусах 8 на подшипниках и размещены,например, на станине клети.В рабочем положении ось 3 шарнира размещена таким образом, чторезультирующее усилие от натяженияполосы, действующее на прижимнойобводной ролик 4, проходит ниже указанной оси. В противном случае обводной прижимной ролик не будет прижиматься к валу, и охват валков 9полосой 10 во время прокатки будетневозможен,Устройство работает следующим...
Предыдущий патент: Летучие ножницы
Следующий патент: Способ ремонта соединений
Случайный патент: Устройство для фрикционно-механического нанесения покрытий