Способ дзюмана-грека сборки автоцистерны несущей конструкции
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1359216
Автор: Дзюман-Грек


Текст
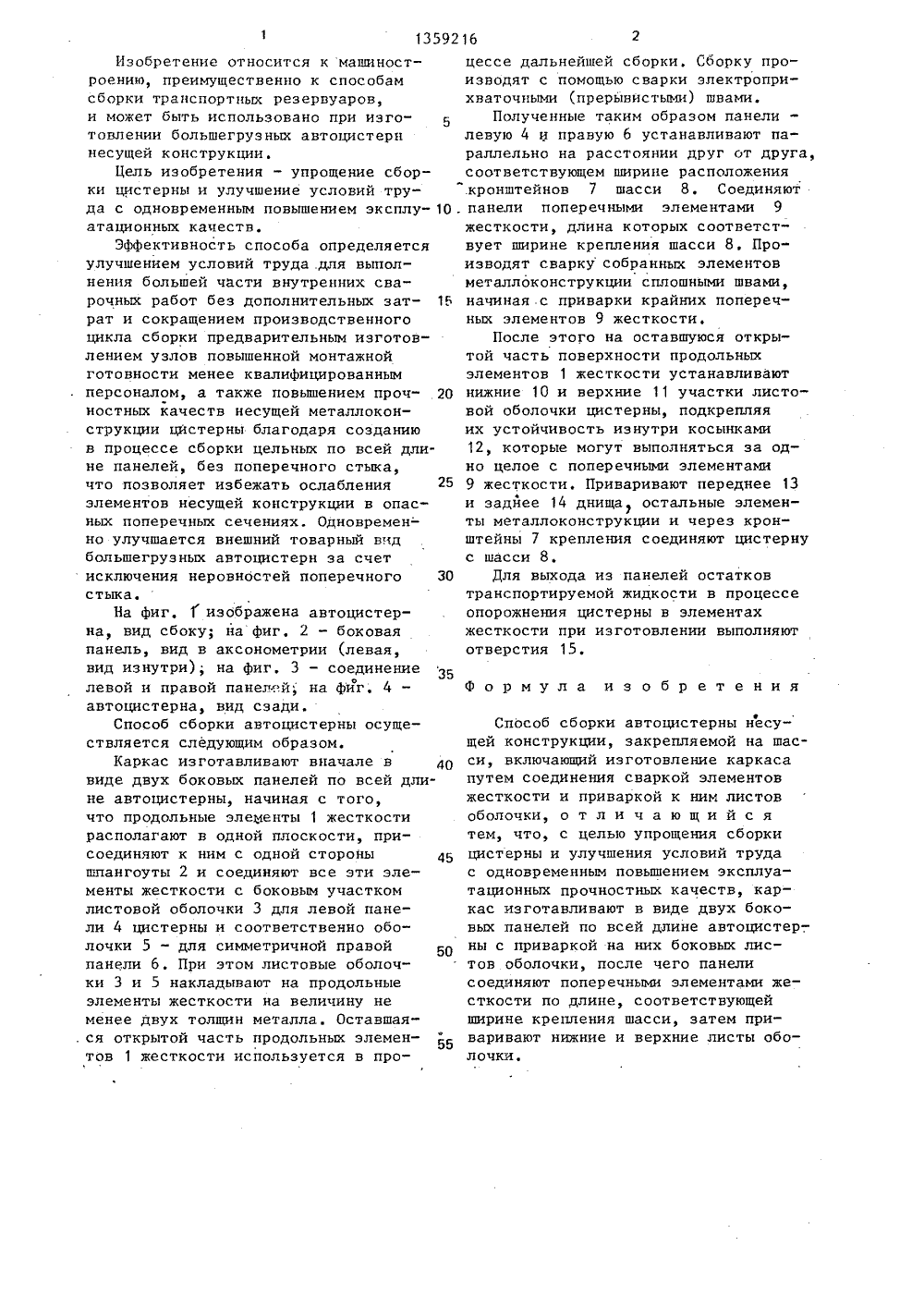
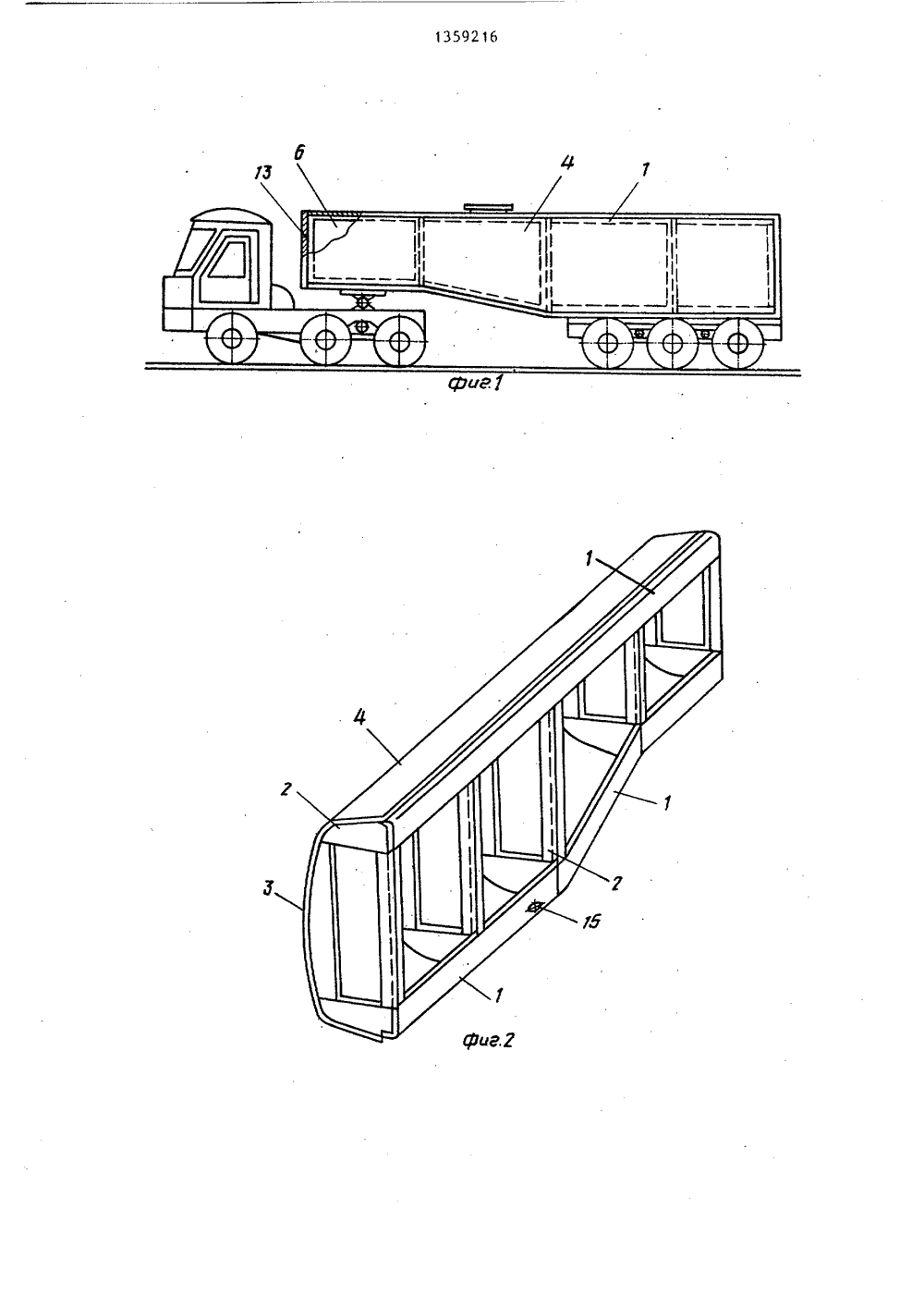
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК ИСАНИЕ ИЗОБРЕТЕНИЯ(54) СПОСО АВТОЦИСТЕР ЗВАНА-ГРЕКА СБОРКИ НЕСУЩЕЙ КОНСТРУКЦИИ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ К АВТОРСКОМУ СВИДЕТЕЛЬСТ(57) Изобретение позволяет упростить изготовление большегрузных автоцистерн несущей конструкции и улучшить условия труда сварщика путем поперечного соединения частей цистерны вместо традиционного наращивания секциями цистерны по ее длине, Каркас изготавливают.сначала в виде двух боковых панелей по всей длине автоцистерны с приваркой на них боковых листов оболочки. Готовые панели соединяют между собой поперечными элементами жесткости, длина которых соответствуетМФ ширине крепления шасси. Затем приваривают нижние и верхние листы оболочки и устанавливают цистерну на шасси.4 ил.Изобретение относится к машиностроению, преимущественно к способамсборки транспортных резервуаров,и может быть использовано при изготовлении большегрузных автоцистерннесущей конструкции,Цель изобретения - упрощение сборки цистерны и улучшение условий труда с одновременным повышением эксплуатационных качеств,Эффективность способа определяетсяулучшением условий труда для выполнения большей части внутренних сварочных работ без дополнительных затрат и сокращением производственногоцикла сборки предварительным изготовлением узлов повышенной монтажнойготовности менее квалифицированнымперсоналом, а также повышением проч- .20ностных качеств несущей металлоконструкции цистерны благодаря созданиюв процессе сборки цельных по всей длине панелей, без поперечного стыка,что позволяет избежать ослабленияэлементов несущей конструкции в опасных поперечных сечениях. Одновременно улучшается внешний товарный видбольшегрузных автоцистерн за счетисключения неровностей поперечного 30стыка,На фиг, 1 изображена автоцистерна, вид сбоку; на фиг, 2 - боковаяпанель, вид в аксонометрии (левая,вид изнутРи); на фиг. 3 - соединениелевой и правой панелей; на фиг. 4автоцистерна, вид сзади.Способ сборки автоцистерны осуществляется следующим образом.Каркас изготавливают вначале ввиде двух боковых панелей по всей длине автоцистерны, начиная с того,что продольные элементы 1 жесткостирасполагают в одной плоскости, присоединяют к ним с одной стороны 45шпангоуты 2 и соединяют все эти элементы жесткости с боковым участкомлистовой оболочки 3 для левой панели 4 цистерны и соответственно оболочки 5 - для симметричной правойпанели б. При этом листовые оболочки 3 и 5 накладывают на продольныеэлементы жесткости на величину неменее двух толщин металла. Оставшаяся открытой часть продольных элементов 1 жесткости используется в процессе дальнейшей сборки, Сборку производят с помощью сварки электроприхваточными (прерывистыми) швами.Полученные таким образом панели - левую 4 и правую 6 устанавливают параллельно на расстоянии друг от друга,соответствующем ширине расположения, панели поперечными элементами 9жесткости, длина которых соответствует ширине крепления шасси 8, Производят сварку собранных элементовметаллоконструкции сплошными швами, начиная с приварки крайних поперечных элементов 9 жесткости.После этого на оставшуюся открытой часть поверхности продольных элементов 1 жесткости устанавливают нижние 10 и верхние 11 участки листовой оболочки цистерны, подкрепляя их устойчивость изнутри косынками 12, которые могут выполняться за одно целое с поперечными элементами 9 жесткости, Приваривают переднее 13 и задйее 14 днища остальные элемен)ты металлоконструкции и через кронштейны 7 крепления соединяют цистерну с шасси 8.Для выхода из панелей остатков транспортируемой жидкости в процессе опорожнения цистерны в элементахжесткости при изготовлении выполняютотверстия 15.Формула изобретенияСпособ сборки автоцистерны несущей конструкции, закрепляемой на шасси, включающий изготовление каркасапутем соединения сваркой элементовжесткости и приваркой к ним листовоболочки, о т л и ч а ю щ и й с ятем, что, с целью упрощения сборкицистерны и улучшения условий трудас одновременным повьппением эксплуатационных прочностных качеств, каркас изготавливают в виде двух боковых панелей по всей длине автоцистер-,ны с приваркой на них боковых листов оболочки, после чего панелисоединяют поперечными элементами жесткости по длине, соответствующейширине крепления шасси, затем приваривают нижние и верхние листы оболочки, 13592161359216 оставитель В.Шип ехред И.Попович едактор И.Касарда Т Корректор О.Кравцов ПодписиР ак о ауш рафическое предприятие, г, Ужгород, ул. Проектная, 4 изводственно 6107/21 Тираж 6 ВНИИПИ Государственнопо делам изобретени 113035, Москва, Ж,митета ССС крытий кая наб
СмотретьЗаявка
3928043, 02.07.1985
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "ЖДАНОВТЯЖМАШ"
ДЗЮМАН-ГРЕК ЮРИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B65D 88/00
Метки: автоцистерны, дзюмана-грека, конструкции, несущей, сборки
Опубликовано: 15.12.1987
Код ссылки
<a href="https://patents.su/4-1359216-sposob-dzyumana-greka-sborki-avtocisterny-nesushhejj-konstrukcii.html" target="_blank" rel="follow" title="База патентов СССР">Способ дзюмана-грека сборки автоцистерны несущей конструкции</a>
Способ сборки оболочки транспортернойгалереи

Номер патента: 802443
Опубликовано: 07.02.1981
Автор: Голиков
МПК: E01D 18/00, E01D 21/00
Метки: оболочки, сборки, транспортернойгалереи
...отогнутыхсекторов оболочек 1 продольными швами: верхним 11 и нижним 12. В окончательном виде укрупненная оболочкаимеет поперечное сечение, показанноена фиг. 3, и имеет достаточную площадь поперечника для размещения транс-,опортеров, оборудования и проходов(эта площадь ограничена контуром 13на фиг. 3),Хондукторы (см.фиг.4) состоят изнеподвижных пилонов 14, верхних откидных пилонов 15, вращающихся нашарнирах 16, системы натяжных канатов 17, поворотных блоков 18, лебедок 19 и болтовых креплений 20.Последовательность сборки, разворо-Щта и укрупнения двух обечаек (заготовок) в одну общую оболочку сложногоочертания осуществляется в следующемпорядке.На Площадке устанавливают два55парных ряда пилонов 14 и 15 на выверенных расстояниях с...
Устройство для сборки и сварки трубных панелей из змеевиков

Номер патента: 859094
Опубликовано: 30.08.1981
Автор: Скугар
МПК: B23K 37/04
Метки: змеевиков, панелей, сборки, сварки, трубных
...состояние на фиг, 2 -то же, рабочее состояние; на фиг,3разрез А-Л на фиг, 2 на фиг, 4поджимная панель между опорнымироликами и роликами тележки, поперечный разрез на фиг, 5 .- разрез Б-Бна фиг, 2 на фиг, б - вид сверху нафиг. 1 на фиг, 7 - разрез В-В нафиг, б,На опорных роликах 1, охлаждаемомопорном ролике 2 и рольганге 3 установлена прямоугольная рама 4 с поджимньми панелями 5, Между поджимнымипанелями 5 змеевик б и полосы 7 укладывают соответственно на впадины и выступы опорных роликон 1 и охлаждаемого опорного ролика 2, На собраннуютрубную панель с двух сторон накатывают тележки 8 с роликами 9, затеммежду торцами поджимных панелей 5 нгнезда 10 устанавливают изгибы 11змеевика и зажимают их поджимнымипанелями 5 при помощи винтов...
Устройство для сборки и сварки трубных панелей из змеевиков

Номер патента: 1055619
Опубликовано: 23.11.1983
Автор: Скугар
МПК: B23K 37/04
Метки: змеевиков, панелей, сборки, сварки, трубных
...с установленными на нем опорным элементом и поджимными панелями с Фигурными гнездами на торцах и выполненные с проточками прижимные ролики, связанные с пневмоцилиндрами, опорный элемент выполнен в виде ложемента с продольными пазами, шаг выполнения пазов на ложементе и проточек на прижимных роликах в два раза меньше шага выполнения фигурных гнезд на торцах панелей, при этом поджимные панели снабжены наклонными клиновыми элементами для подъема прижимных роликов над зоной изгибов змеевика."калачей" возмокно применять поджимные панели 4, у которых клинья 6выполнены как на их краях, так нмежду гнездами 5,Клиновые элементы б выполняют таким образом, что они образуют плавный переход от поверхности полос 8к поверхностям панелей 4.На...
Железобетонная несущая панель

Номер патента: 1183643
Опубликовано: 07.10.1985
Авторы: Беляничева, Коробов, Назарьев
МПК: E04B 5/00
Метки: железобетонная, несущая, панель
...и может быть использовано для устройства перекрытий и покрытий промышленных и общественных зданий, а также в качестве мостового пролетного строения.Цель изобретения - упрощение изготовления панели.На фиг. 1 показана панель в аксонометрии; на фиг. 2 - сечение узла сопряжения нижней криволинейной пластины с продольным сегментным ребром,Панель включает нижнюю криволинейную пластину 1, слой 2 теплоизоляции, верхнюю плоскую пластину 3, поперечные ребра 4 у верхней пластины, продольные железобетонные составные, уменьшающиеся к опорам сегментные ребра 5, закладные детали 6 для соединения составных ребер, уступы в зоне соединения составных ребер 7, предварительно напряженную арматуру, образованную размещенными по ширине нижней пластины...
Способ сборки оболочек с выпуклыми концевыми участками

Номер патента: 1321609
Опубликовано: 07.07.1987
Авторы: Витька, Калечиц, Мельничук, Николенко, Розенталь, Смирнов, Степанович
МПК: B29C 65/54, B29D 22/00
Метки: выпуклыми, концевыми, оболочек, сборки, участками
...и защитным слоем снаружи и разрезают на отрезки длиной 10-30 м, образуя таким образом центральную цилиндрическую часть 1 оболочки. На внутреннюю поверхность части 1 на длине 0,1-0,2 м от торцов наносят слой клеящего вещества в виде, например, двадцатипроцентного раствора натурального каучука в бензине. Таким же слоем одновременно покрывают заранее изготовленные обрезиненные снаружи концевые участки в виде полых сфер 2 и 3 с заделанными в одной из их торцовых поверхностей . штуцерами 4 для подвода рабочей сре 10 15 20 55 25 30 35 40 45 ды, например сжатого воздуха. Устанавливают сферы 2 и 3 в центральнуючасть 1 оболочки, Затеи через штуцер4 заполняют оболочки сжатым воздухоми создают в них избыточное давление0,1 МПа, величину...
Предыдущий патент: Барабан для намотки гибких длинномерных изделий
Следующий патент: Бункер для хранения сыпучих материалов
Случайный патент: Оргэнергострой»