Способ определения оптимальных геометрических параметров инструмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
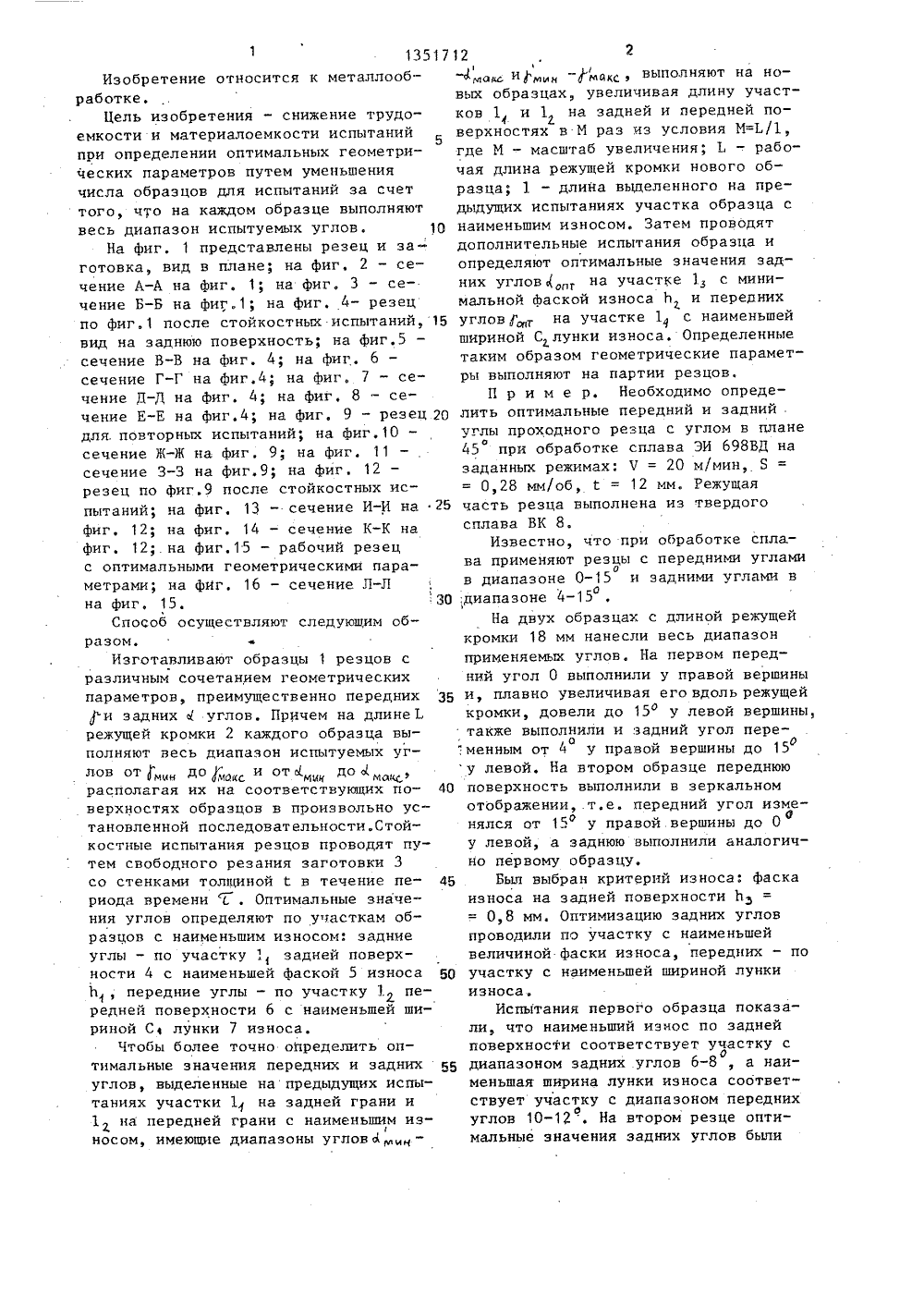
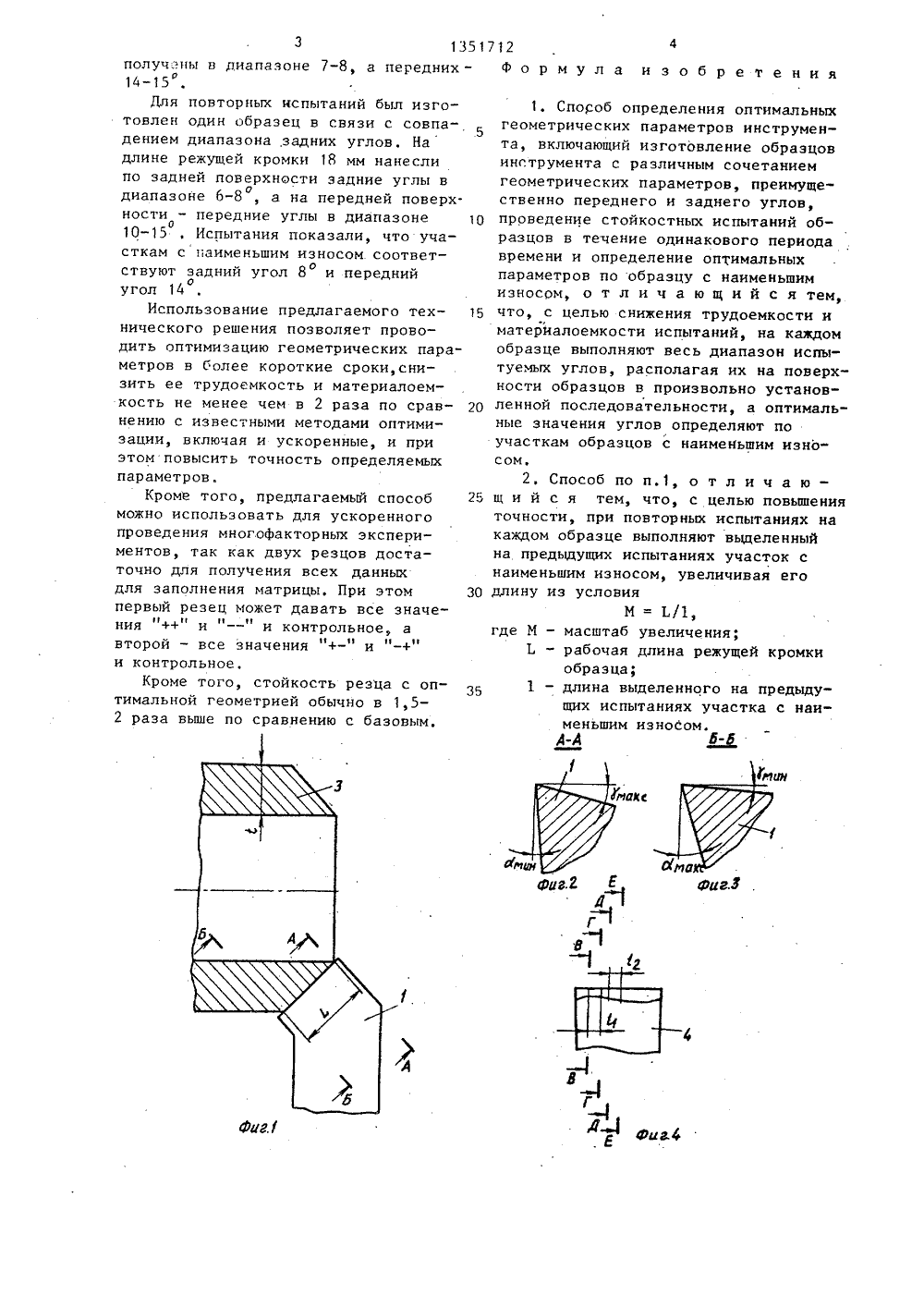
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 1 (11 4 В 23 В 27/О НЫЙ КОМИТЕТ СССРОБРЕТЕНИЙ И ОТКРЫТИЙ СУДАРСТДЕЛАМ и ПИСАНИЕ ИЗОБРЕТЕНИЯ(57) ПО РИ ИМАЯ ЬНЫХ ТРУИ Нбластитения относится Целью изо трудоемко пытаний пр геометрич зобретениообработк ся сйижен етал вляеериал тимм опред оемкос леннираметр тимальнь ских пасла обкаждомпаэонзцов для пу ньшения разцов за счет того образце выполняется испытуемых углов. О то на сьдиа азцы А ВТОРСКОМУ СВИДЕТ 50/25-08,025(088 .8)А,М, Резание металение, 1973, с, 217 ОБ ОПРЕДЕЛЕНИЯ ОПТСКИХ ПАРАМЕТРОВ ИН испытании изготавливают с различным сочетанием передних и зад Причем на длине режущей к дого образца выполняют ве испытуемых углов, располагая их в произвольной последовательности. Стой- костные испытания резцов проводят путем свободного резания заготовки с толщиной стенки, равной активной длине режущей кромки, Оптимальные значения углов определяют по участкам образцов с наименьшим износом. Чтобы более точно определить оптимальные углы, выделенные на предыдущих испытаниях участки с наименьшим износом выполняют на новых образцах с масшта-бом увеличения, равным отношению длины режущей кромки нового образца к участку, выделенному на предыдущих испытаниях. Затем проводят дополнительные испытания. 1 з.п. ф-лы,16 ил.13517Изобретение относится к металлообработке,Цель изобретения - снижение трудоемкости и материалоемкости испытаний при определении оптимальных геометрических параметров путем уменьшения числа образцов для испытаний за счет того, что на каждом образце выполняют весь диапазон испытуемых углов. 10На фиг. 1 представлены резец и заготовка, вид в плане; на фиг, 2 - сечение А-А на фиг. 1; на фиг, 3 - сечение Б-Б на фиг.1; на фиг, 4- резец по фиг.1 после стойкостных испытаний, 15 вид на заднюю поверхность; на фиг,5 сечение В-В на фиг. 4; на фиг, 6 сечение Г-Г на фиг.4; на фиг 7 - сечение Д-Д на фиг, 4; на фиг, 8 - сечение Е-Е на фиг.4; на фиг. 9 - резец 2 О для.повторных испытаний; на фиг.10 сечение Ж-Ж на фиг, 9; на фиг. 11 сечение З-З на фиг.9; на фиг, 12 резец по фиг,9 после стойкостных испытаний; на фиг. 13 - сечение И-И на 25 фиг. 12; на фиг. 14 - сечение К-К на фиг. 12;. на фиг.15 - рабочий резец с оптимальными геометрическими параметрами; на фйг. 16 - сечение Л-Л на фиг. 15. 30Способ осуществляют следующим образом.чфИзготавливают образцы 1 резцов с различным сочетанием геометрических параметров, преимущественно передних З 5и заднихуглов, Причем на длине Ь режущей кромки 2 каждого образца выполняют весь диапазон испытуемых углов от мдои от( дорасполагая их на соответствующих по верхностях образцов в произвольно установленной последовательности. Стой- костные испытания резцов проводят путем свободного резания заготовки 3 со стенками толщинойв течение пе риода времени с, Оптимальные значения углов определяют по участкам образцов с наименьшим износом: задние углы - по участкузадней поверхности 4 с наименьшей фаской 5 износа 5 О Ь, передние углы - по участку 1 передней поверхности 6 с наименьшей шириной С лунки 7 износаЧтобы более точно определить оптимальные значения передних и задних углов, выделенные на предыдущих испытаниях участки 1 на задней грани и 1 на передней грани с наименьшим из( носом, имеющие диапазоны углов Ы,12 21/мас и 3 мин -йксвыполняют на новых образцах, увеличивая длину участков 1 и 1 на задней и передней поверхностях в М раз из условия Г 1=Ь/1,где М - масштаб увеличения; Ь - рабочая длина режущей кромки нового образца; 1 - длина выделенного на предыдущих испытаниях участка образца снаименьшим износом, Затем проводятдополнительные испытания образца иопределяют оптимальные значения задних угловна участке 1 с минимальной фаской износа Ь и переднихуглов Д, на участке 11 с наименьшейшириной С лунки износа. Определенныетаким образом геометрические параметры выполняют на партии резцов,П р и м е р. Необходимо определить оптимальные передний и задний .углы проходного резца с углом в плане45 при обработке сплава ЗИ 698 ВД назаданных режимах: 7 = 20 м/мин, Б == 0,28 мм/об,= 12 мм. Режущаячасть резца выполнена из твердогосплава ВК 8.Известно, что при обработке сплава применяют резцы с передними угламиов диапазоне 0-15 и задними углами в,диапазоне 4-15оНа двух образцах с длиной режущейкромки 18 мм нанесли весь диапазонприменяемых углов, На первом передний угол 0 выполнили у правой вершиныи, плавно увеличивая его вдоль режущейкромки, довели до 15 у левой вершины,также выполнили и задний угол перео Оменным от 4 у правой вершины до 15у левой. На втором образце переднююповерхность выполнили в зеркальномотображениит,е. передний угол изменялся от 15 у правой вершины до 0Оу левой, а заднюю выполнили аналогично первому образцу.Был выбран критерий износа: фаскаизноса на задней поверхности Ьз0,8 мм, Оптимизацию задних угловпроводили по участку с наименьшейвеличиной фаски износа, передних - поучастку с наименьшей шириной лункиизноса.Испытания первого образца показали, что наименьший износ по заднейповерхности соответствует участку сдиапазоном задних углов 6-8 , а наименьшая ширина лунки износа соответствует участку с диапазоном переднихоуглов 10-12 . На втором резце оптимальные значения задних углов были1351712 Мс получены и диапазоне 7-8, а передних - 14-15Для повторных испытаний был изготовлен один образец в связи с совпа-,5 дением диапазона, задних углов. На длине режущей кромки 18 мм нанесли по задней поверхности задние углы водиапазоне 6-8 , а на передней поверх. ности - передние углы в диапазоне 10о10-15 . Испытания показали, что участкам саименьшим износом. соответствуют задний угол 8 и переднийоугол 14Использование предлагаемого тех нического решения позволяет проводить оптимизацию геометрических параметров в более короткие сроки,снизить ее трудоемкость и материалоемкость не менее чем в 2 раза по срав нению с известными методами оптимизации, включая и ускоренные, и при этом повысить точность определяемых параметров.Кроме того, предлагаемый способ 25 можно испольэовать для ускоренного проведения многофакторных экспериментов, так как двух резцов достаточно для получения всех данных для заполнения матрицы. При этом 30 первый резец может давать все значения" ив " и контрольное, а второй - все значения "+-" и "-+" и контрольное.Кроме того, стойкость резца с оптимальной геометрией обычно в 1,5- 2 раза выше по сравнению с базовым. формула изобретения 1. Способ определения оптимальных геометрических параметров инструмента, включающий изготовление образцов инструмента с различным сочетанием геометрических параметров, преимущественно переднего и заднего углов,проведение стойкостных испытаний образцов в течение одинакового периодавремени и определение опТимальныхпараметров по образцу с наименьшимизносом, о т л и ч а ю щ и й с я тем,что, с целью снижения трудоемкости иматериалоемкости испытаний, на каждомобразце выполняют весь диапазон испытуемых углов, располагая их на поверхности образцов в произвольно установленной последовательности, а оптимальные значения углов определяют поучасткам образцов с наименьшим износом,2. Способ по п.1, о т л и ч а ю -щ и й с я тем, что, с целью повьппенияточности, при повторных испытаниях накаждом образце выполняют выделенныйна предыдущих испытаниях участок снаименьшим износом, увеличивая егодлину из условияМ= 1,/1где М - масштаб увеличения;1. - рабочая длина режущей кромкиобразца;1 - длина выделенного на предыдущих испытаниях участка с наименьшим износом.А-А1351712 Фиг,Р Фиг,8 аа 970 одпис Произв.-полигр. пр-тие город в-д Г-Г Фаа ФНИИПИ Заказ 5522/1 Ж-Ж
СмотретьЗаявка
4077950, 18.06.1986
ПРЕДПРИЯТИЕ ПЯ Р-6564
ГРИНБЕРГ ПЕТР БОРИСОВИЧ, КОТЛЯРОВ АЛЕКСАНДР ЯКОВЛЕВИЧ, СОЗИНОВ АЛЕКСЕЙ ИВАНОВИЧ, ХАЕТ ЛЕОНИД ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B23B 27/00
Метки: геометрических, инструмента, оптимальных, параметров
Опубликовано: 15.11.1987
Код ссылки
<a href="https://patents.su/4-1351712-sposob-opredeleniya-optimalnykh-geometricheskikh-parametrov-instrumenta.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения оптимальных геометрических параметров инструмента</a>
Установка для испытания стержневых образцов материалов на послойный срез

Номер патента: 1635061
Опубликовано: 15.03.1991
Автор: Лодус
МПК: G01N 3/34
Метки: испытания, образцов, послойный, срез, стержневых
...соосно ему, и двумя дополнительными управляемыми муфтами 22 и 23сцепления, одна из которых (22) установлена между маховиком 11 и третьей конической шестерней (21), а другая (23) - между валом-шестерней 17и соединенным с цим коническим коле-.сом 15.Установка работает следующим образом,Включают привод 8 и через муфты9 и 12 вращают вал 4 с колесом 14 ибарабаном 5. При повороте барабанарезец 10 производит срез слоя образца 3, после чего накладка 7 взаимодействует с рейкой 6 и перемещает еев осевом направлении вместе с шестерней 18, захватом 13 и образцом 3.Одновременно накладка 16 взаимодействует с колесом 15 и через муфту 23поворачивает вал-шестерню 17, в результате чего поворачивается шестерня 18 с захватом 13 и образцом...
Устройство для испытания трубчатых образцов на кручение в условиях гидростатического давления

Номер патента: 1364952
Опубликовано: 07.01.1988
Авторы: Дулявичюс, Жедялис, Жилюкас, Пацявичюс
МПК: G01N 3/22
Метки: гидростатического, давления, испытания, кручение, образцов, трубчатых, условиях
...втулке 6,пассивному захвату 3 и образцу 4. Сердечник 9 связан с пассивным захватом 3 с помощью шлицевого соединения10, обеспечивающего их относительноевозвратно-поступательное перемещениеи совместный поворот, и взаимодействует с активным захватом 2 посредством резьбы 11, выполненной на сер дечнике 9 и активном захвате 2.Устройство работает следующим образом.Камера, 1 после установки в ней образца 4 с захватами 2 и 3 заполняется рабочей средой с заданным давле"нием Р, Включается механизм кручения, который осуществляет вращениеактивного захвата 2 с определеннойугловой скоростью и моментом кручения И тем самым скручивая образец 4 й нагружая втулку 6. Поворот конца нагруженной втулки 6 с пассивным захватом 3 преобразуется в...
Захват к разрывной машине для испытания плоских образцов

Номер патента: 564570
Опубликовано: 05.07.1977
Авторы: Беспечный, Мельниченко
МПК: G01N 3/04
Метки: захват, испытания, машине, образцов, плоских, разрывной
...5 зажимают образец 11 в зоне А, а губки 9и 10, взаимодействуя одними хондами снажимным элементом 6, поворачиваютсявокруг осей / и 8 и зажимают другимиконцами его в зоне Б. Усилие зажима в зонах может регулироваться в широких пределах за счет изменения давления в системе, размеров сило вого цилиндра, плеч рычагов, углов конусов нажимного элемента и губок и других параметров. После сброса давления в силовом ци линдре 2 пружина 12 возвращает губки 5, 9 и 10 в исходное положение, освобождая головку образца. Формула изобретения Захват к разрывной машине для испытания плоских образцов, содержащий корпус и,размещенный в нем силовой цилиндр, наштоке которого установлена пара губок цанговогозажима, отличающийсятем, что, с целью повышения...
Способ испытания кольцевого образца

Номер патента: 1252701
Опубликовано: 23.08.1986
Автор: Журавлев
МПК: G01N 3/32
Метки: испытания, кольцевого, образца
...образец, составленный по длине из нескольких секций, которые соединяют между собой в форме кольца Мебиуса, например, путем приклеивания, Образецрастягивают между двумя роликамидо полного прилегания к ним кольца,после чего протягивают образец пороликам путем их принудительноговращения и определяют число цикловдо разрушения, по которому судят опрочности образца. При этом роликирасполагают так, что оси их вращения скрещиваются под углом друг кдругу, что позволяет увеличить величину деформации кручения образца в каждом цикле,Для дальнейшего увеличения деформации кручения угол скрещиванияосей роликов циклически изменяют,П р и м е р. Образец изготавливают в форме кольца Мебиуса из девяти секций капроновой ткани толщиной 0,06 см и...
Установка для испытания стержневых образцов материалов на кручение

Номер патента: 1350543
Опубликовано: 07.11.1987
Автор: Лодус
МПК: G01N 3/22
Метки: испытания, кручение, образцов, стержневых
...связь одного из захватов 2 сприводом 12 вращения осуществляетсяпосредством шестерни 17, в осевомотверстии которой закреплен этотзахват 2,Установка работает следующим образом.Включают привод 12 и вращениемшестерни 17 и закрепленного в нейзахвата 2 приводят во вращение образец 3, При вращении образца 3 вместе с ним вращаются закрепленные нанем остальные захваты 2 и соединенные с ними цилиндрические кулачки 4,При вращении кулачков 4 ролики 9 перекатываются по профильным пазам5 кулачков 4 и перемещают толкатели8. Силовые пружины 1 О и 11 оказывают сопротивление перемещению толкателей 8, в результате чего на кулачках 4 возникают усилия, одно изкоторых направлено вдоль оси вращения кулачка 4 и создает на испытуемом образце 3 осевое усилие,...
Предыдущий патент: Устройство для определения положения размерообразующего зуба многолезвийного инструмента
Следующий патент: Цанговый патрон
Случайный патент: Генератор гармонических сигналов