Способ токарной обработки внутренних поверхностей вращения резцом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
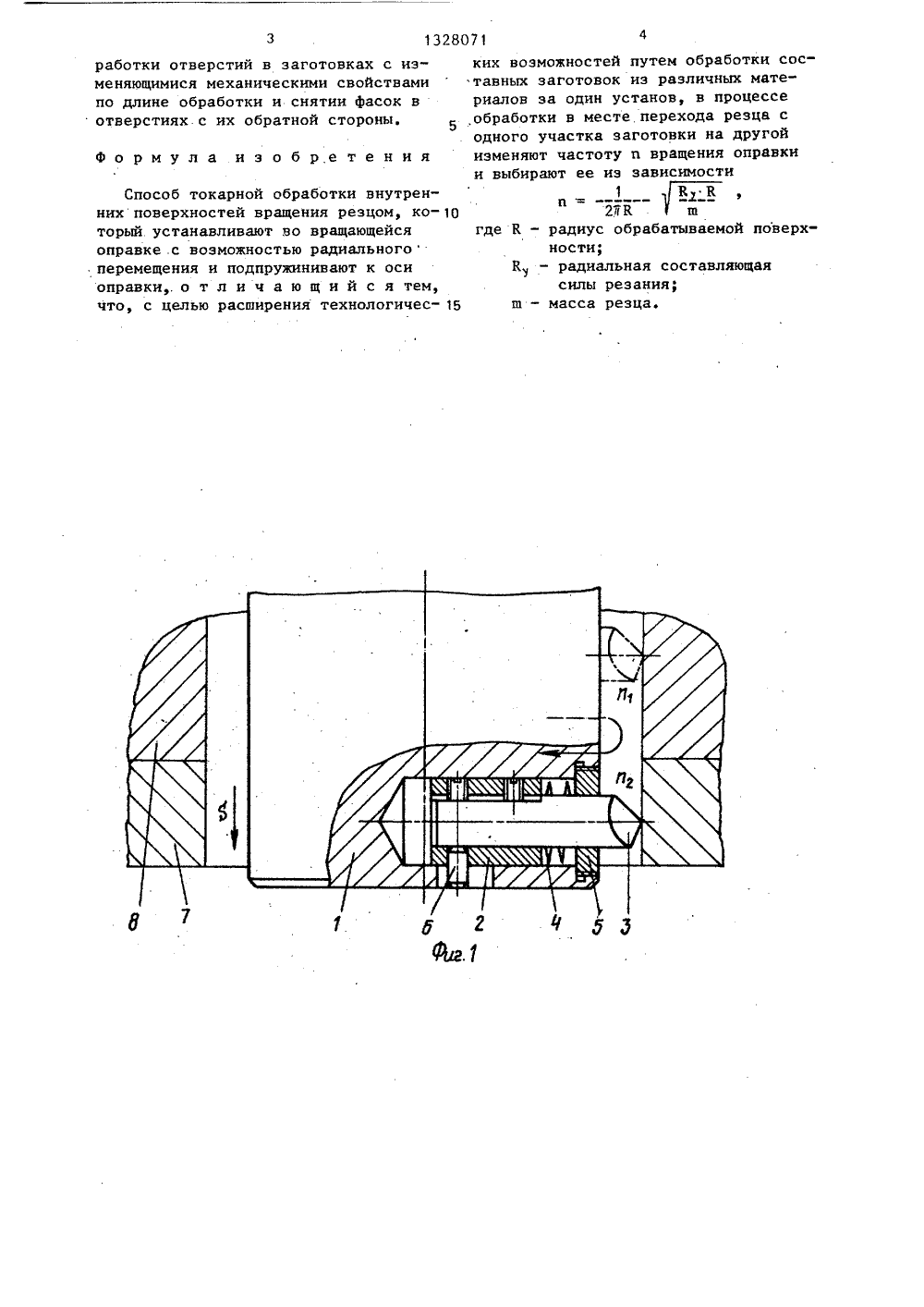
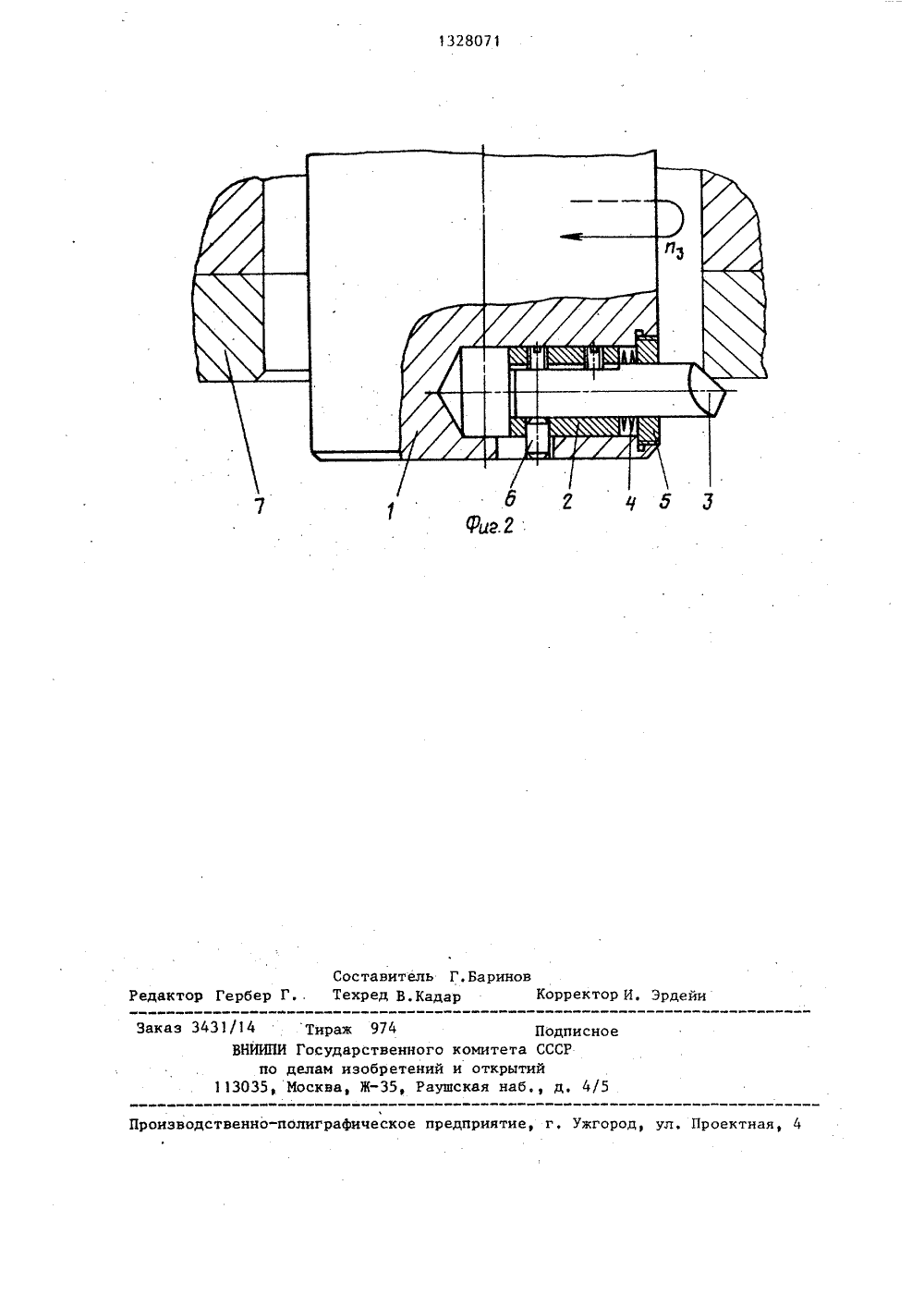
(088.8) тап тво СССР О, 1984. рыи вке ще и. то ОТКИ АЩЕН 3(57) Изобретение относ ке металлов резанием и применение при расточк я к обработости;ия ожет наити внутренних ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ АВТОРСКОМУ СВИДЕТЕЛЬСТ(54) СПОСОБ. ТОКАРНОЙ ОБРВНУТРЕННИХ ПОВЕРХНОСТЕЙРЕЗЦОМ поверхностей вращения. Целью изоб тения является расширение техноло ческих возможностей путем обработк составных заготовок из различных м териалов за один установ. Для этог обработку производят резцом, кото устанавливают во вращающейся опра с возможностью радиального переме ния и подпружинивают к оси оправк В процессе обработки изменяют час и вращения оправки и выбирают ее зависимости и=(1:2 з Е) З Рз и:и,г К - радиус обрабатываемой поверхн Р - радиальная составляющая усил резания; ш - масса резца. 2 ил.Изобретение относится к обработке металлов резанием и может найти применение при расточке внутренних поверхностей вращения.)Целью изобретения является расширение технологических воэможностей путем обработки составных заготовок иэ. различных материалов за один установ, 10На фиг.1 приведена схема осущес,твления способа при растачивании составной заготовки; на фиг.2 - то же, при обработке фаски с обратной стороны отверстий заготовки, 15Сущность способа заключается в следующем.В оправку 1 устанавливают на подвижной втулке 2 резец. 3 и подпружинивают его к оси оправки 1 посредством пружины 4, расположенной между втулкой 2 и гайкой 5 Резец З,таким образом, имеет возможность радиального перемещения относительно оправки 1.Штифт 6, закрепленный в подвижной 25 втулке 2 и расположенный в пазу оправки 1, ограничивает как возможность вращения подвижной втулки 2 относительно оправки 1, так и величину ее радиального перемещения. Пружину 4 выбирают незначительной жесткости, необходимой лишь для преодоления силы трения при перемещении втулки 2 с резцом 3 в отверстии оправки 1.35При обработке инструмент без вращения подводят к .обрабатываемой составной заготовке, состоящей из частей 7 и 8, выполненных из материалов с различными механическими свойства ми. При этом оправку 1 располагают соосно с отверстием заготовки. В момент достижения вершиной резца 3 уров" ня верхнего торца, обрабатываемого отверстия, оправке 1 сообщают враще ние с числом оборотов п и осевую подачу 8 . Под действием центробежной силы резец 3 с втулкой 2 и штифтом 6, сжимая пружину 4, перемещается относительно оправки в радиальном направлении к стенке отверстия заготовки и производит его обработку. Частоту вращения и, оправки 1 устанавливают в соответствии со значением радиальной составляющей Р, силы резания из зависимости1 РК и = -- ее27 К .ш где К - радиус обрабатываемой поверхностиш - масса резца 3 с втулкой 2 иштифтом 6 (т.е. подвижныхчастей инструмента).В свою очередь, радиально составляющую Р 1, силы резания определяют, задаваясь требуемыми значениями глубины резания (в соответствии с припуском на обработку) и подачи Б механическими характеристиками обрабатываемого материала части 8 заготовки и т.д. по известным формулам теории резания металлов.По окончании обработки отверстия в части 8 заготовки в момент перехода в ее часть 7, характеризующуюся другими механическими свойствами материала (т.е. в месте стыка), изменяют частоту вращения оправки 1 и устанавливают ее равной и (фиг,1). Указанное значение частоты определяют по вышеуказанной зависимости (1) в соответствии с новой величиной радиальной составляющей Ру силы резания2из-за изменения марки (механических характеристик обрабатываемого материала). Это позволяет в месте стыка частей 7 и 8 заготовки не иметь после обработки перепада диаметров (так называемой "ступеньки"), неизбежного при известных способах обработки,В дальнейшем, по окончании обработки отверстия, на всю глубину еще раз изменяют (увеличивают) частоту вращения оправки 1 и устанавливают ее равной и(фиг.2). Указанное значение частоты определяют также по вышеуказанной зависимости (1) в соответствии с новой величиной радиальной составляющей Р силы резания избза изменения глубины резания - образования фаски требуемых параметров,Вращение оправки 1 с частотой п осуществляется без осевой подачи Б .По окончании полного цикла обработ. ки вращение оправки прекращают и свободно выводят ее из обработанного отверстия в исходное положение, Ввиду прекращения действия центробежной силы резец 3 перемещается с втулкой 2 от усилия пружины 4 к оси оправки и не препятствует ее выходу из отверстия заготовки. Предложенный способ, таким образом, обладает более широкими технологическими возможностями в части обСпособ токарной обработки внутренних поверхностей вращения резцом, ко торый устанавливают во вращающейся оправке .с воэможностью радиальногоперемещения и подпружинивают к оси оправки,. о т л и ч а ю щ и й с я тем, что, с целью расширения технологичес работки отверстий в заготовках с изменяющимися механическими свойствамипо длине обработки и снятии фасок вотверстиях.с их обратной стороны. Формула изобретения 328071аких воэможностей путем обработки составных заготовок из различных материалов за один установ, в процессе 5,обработки в месте перехода резца содного участка заготовки на другойизменяют частоту п вращения оправкии выбирают ее иэ зависимости1 К Ки = ---в27 К шгде К - радиус обрабатываемой поверхности;К - радиальная составляющаяУсилы резания;ш - масса резца.роиэводственно-полиграфическ Под омитета ССС открытий кая наб д
СмотретьЗаявка
3954487, 17.09.1985
Д. М. Медведев и Л. М. Натапов
МЕДВЕДЕВ МИХАИЛ ДМИТРИЕВИЧ, НАТАПОВ ЛЕОНИД МИХАЙЛОВИЧ
МПК / Метки
МПК: B23B 1/00
Метки: внутренних, вращения, поверхностей, резцом, токарной
Опубликовано: 07.08.1987
Код ссылки
<a href="https://patents.su/4-1328071-sposob-tokarnojj-obrabotki-vnutrennikh-poverkhnostejj-vrashheniya-rezcom.html" target="_blank" rel="follow" title="База патентов СССР">Способ токарной обработки внутренних поверхностей вращения резцом</a>
Разрезная оправка для закрепления заготовки при нарезке поршневых колец

Номер патента: 25373
Опубликовано: 29.02.1932
Автор: Файнман
МПК: B23B 31/40
Метки: заготовки, закрепления, колец, нарезке, оправка, поршневых, разрезная
...снабжена на наружной своей поверхности канавками для пропуска резца при разрезании заготовки на кольца и выступами, предназначенными для удержания отрезанных колец.ФНа чертеже фиг. 1 изо(сражает боковой вид оправки с частичным разрезом; фиг. 2 - то же, вид спереди с частичным разрезом.Оправка 1 (фиг. 1 и 2), предназначаемая для закрепления заготовки при нарезке поршневых колец, выполнена в форме разрезной втулки, раздвигаемой конусом 2, и разрезана по радиусам на четыре части, с целью более плотного зажимания ее к нарезаемой заготовке, имеющей форму цилиндра, На наружной авка 1 снаопуска резца. кольца и вы- отрезанных поверх авками зке заг боковоибжена канпри разреступами 4 дляколец.Резцы вставлштангу, при чезависеть от мощштанги...
Патрон для зажима и вращения трубчатой заготовки

Номер патента: 489563
Опубликовано: 30.10.1975
МПК: B21D 51/00
Метки: вращения, заготовки, зажима, патрон, трубчатой
...4 при зажиме и разжиме баллона путем поворота какдой серьги 9 относительно осей 26 и 27,Клиновые обоймы 5 и 6 состоят из клиновой втулки 28, установленной на подшипниках качения 29 в корпусе 30.Клиновые втулки 28 взаимодействуют с заяимными кулачками 4 плоскостями Е и К через самоустанавливающиеся сухари 19 и 20 и несут на себе жестко закрепленные направляющие проводки 11.Корпуса 30 выполнены с направляющими 31 и установлены в станине 32 предлагаемого патрона с возможностью перемещения по его оси Д - Д от воздействия на них двух силовых цилиндров 33.Каждый силовой цилиндр 33 состоит из корпуса 34, закрепленного посредством оси 35 на корпусе 30 клиновой обоймы 5, и штока 36, шарнирно связанного осью 37 с корпусом 30 клиновой обоймы...
Способ автоматического регулирования скоростей резания металлорежущих станков в зависимости от стойкости инструмента

Номер патента: 50322
Опубликовано: 01.01.1937
Автор: Эпп
МПК: B23B 25/06
Метки: зависимости, инструмента, металлорежущих, резания, скоростей, станков, стойкости
...недостаточно известных и изученных,Предлагаемый способ, особенно применимый при конструировании новых станков, предназначенных для обработки, с преобладанием машинного времени (в основном обдирочные станки),а также при модернизировании старых станков дает возможность автоматически регулировния в зависимости отмента.автоматическая регулировка скорости резания для заданной заранее продолжительности стойкости инструмента по настоящему изобретению осуществляется путем передачи температуры резания (которая, как известно, при прочих равных условиях находится в прямой зависимости от скорости резания и от которой в свою очередь зависит стойкость инструмента) посредством термопары на регулирующее звено (реле),Это звено производит...
Оправка для крепления тонкостенной цилиндрической стеклянной заготовки

Номер патента: 1052349
Опубликовано: 07.11.1983
Авторы: Вишнев, Короткин, Кошелев
МПК: B23B 31/40
Метки: заготовки, крепления, оправка, стеклянной, тонкостенной, цилиндрической
...С ее нагревпрекращают и в отверстия 4 заливают разогретый дотемпературы плавления (80-90 С) термопластичный клеевой состав (пицеин:1/4 канифоли и 3/4 воска). Подачуклеевого состава продолжают до техпор, пока он, заполнив отверстия 4,достигнет по зазору между наружной1 О,З 5 иэ отверстия 4 в зазор между оправ 15 20 25 30 40 45 50 55 65 поверхностью корпу:а 1 и эа отовкии9 торцовой поверхности корпуса 1 изаполнит наклонные пазы 5. Заливкаклеевого состава в отверстия 4 ипостепенное заполнение зазора междуоправкой и заготовкой 9 снизу вверхэа счет просачивания в зазор клеевого состава из отверстия 4 повышаеткачеСтво закрепления заготовки 9. После заливки клеевого состава во входное отверстие 7 полости б подают воду комнатной температуры,...
Способ определения сил на задней поверхности резца и упругой деформации материала заготовки при ее обработке

Номер патента: 1400786
Опубликовано: 07.06.1988
МПК: B23B 1/00
Метки: деформации, заготовки, задней, обработке, поверхности, резца, сил, упругой
...4 резания, является силой, действующей на задней поверхности резца.Она равна(2) 15 2 ЧР где Рщ, - сила, действующая на заднюю поверхность резца иобусловленная его упругопластическим контактом непосредственно с поверхностью резания,Если система СПИД абсолютно жесткая, то прогиб заготовки и просадкацентров станка равна нулю и сила 25РуО, что практически невозможно.Величина перемещения лезвия 5 резцав направлении, перпендикулярном кнему, т.е. в плоскости Ю (фиг,1),изменение которого представлено лини- З 0ей 9 (фиг.3), в момент времениравна Рчпр сг= а, - а,После определения силы Р, или еесоставляющих РР, , Р, силу трения Р, и нормальную силу М действующих на задней поверхности резцас Я = О и обусловленных упругопластическим...
Предыдущий патент: Способ обработки материалов фрезой с круговыми режущими лезвиями
Следующий патент: Станок для двухсторонней обработки гибких дисков
Случайный патент: Исполнительный орган проходческого комбайна