Способ дуговой сварки многослойных кольцевых швов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
. СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК,А 6, 9/18 ц В 23 РЕТЕНИЯ кл. У 14. олитехнич кии инсти в, В,А .К, Шап 088,8) ии Р 55 1980,Коротков,07 МНОГОСЛОЙ(54) СПОСОБ ДУГО НЫХ КОЛЬЦЕВЫХ ШВ (57) Изобретение сварке кольцевых Цель изобретения ва сварного соед ния неравномерно слойных кольцевых ОР СВАРКИВотноситсямногослойн- повьппенинения путети толщиньшвов, Сва кдуговомых швове качестменьшего"емый ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ ПИСАНИЕ ИЗОБ ВТОРСНОМУ СВИДЕТЕЛЬСТ(56) Заявка Японкл, В 23 К 9/00 стык разбивают на центральные углы,количество которых равно числу проходов. Сварку ведут с перекрытием исмещением каждого последующего прохода относительно конца предыдущегов направлении, противоположном направлению предыдущего прохода на длину окружности суммы 1-1 соответствующих центральных углов, где 1 - порядковый номер прохода, Величину перекрытия берут равной длине окружности соответствующего центрального угла. Для уменьшения деформации снариваемого изделия стык может разбиваться на равные центральные углы, Способ позволяет осуществить сварку бурильных труб с замками способом автоматической сварки под флюсом, 1 з.п,ф-лы, 2 ил,1303314 деформациями,40 45 50 Изобретение относится к дуговойсварке многослойных кольцевых швов,преимущественно стыков труб, и можетнайти применение при изготовлении иремонте сварных иэделий,Цель изобретения - повышение качества сварного соединения путемуменьшения неравномерности толщинымногослойных кольцевых швов,На фиг. 1 показана схема сваркикольцевого стыка, разбитого на пятьцентральных углов, различных по величине; на фиг, 2 - то же, равныхмежду собой,Способ осуществляется следующимобразом.При многопроходной сварке кольцевых швов с перекрытием, остановкой иизменением направления сварки послекаждого прохода всю окружность стыкаразбивают на и центральных, углов,где и - общее число проходов. Начальную точку каждого последующего прохода смещают относительно конца предыдущего в направлении, противоположном направлению предыдущего прохода, на длину окружности суммы 1-1соответствующих центральных углов,где 1 - порядковый номер прохода.Зевличину перекрытия берут равной длинеокружности соответствующего центрального угла,При разбивке стыка на пять неравных центральных углов (фиг, 1) нача -ло первого прохода следует располагать на одной из границ любого центрального угла, на которые предварительно разбивается стык. Начало первого прохода совпадает с точкой А, но может находиться в любой из точек А ,А., Перекрытие первого прохода заканчивается на продолжении радиуса ОА. Начало второго (последующего) прохода смещают относительно окончания первого (предыдущего) прохода в направлении, проти. воположном направлению предыдущего прохода, на длину окружности суммы х. соответствующих центральных углов. Поскольку заваривается второй проход, то= 2, Тогда -1 = 2-1 - 1, т,е, смещать необходимо на длину окружности одного центрального угла, Поскольку конец первого прохода располагается на одной стороне центрального угла А ОА 1 (на стороне ОА), то очевидно, что с учетом направления сварки первого прохода и направленин смещения начало второго прохода располагается на другой стороне центрального угла А ОА, (на продолжении радиуса ОА ), Окончание второго5 прохода после выполнения перекрьтиярасполагается на продолжении радиуса ОАПри выполнении третьего проходасмещение с продолжения радиуса ОАвыполняют в пределах двух централь-,ньгх углов, так как 1-1=3-1=2,Таким образом, смещение производится н пределах центрального углаА ОА, и центрального угла А,ОА ,2На продолжении радиуса ОАнаходится начало третьего прохода, Окончание третьего прохода после выполнения перекрытия размещается на продолжении радиуса ОА 4.При выполнении четвертого прохода смещение производится в пределахцентральных углов А ОА ., А ОА,А,ОАНа продолжении радиуса ОА располагается начало четвертого прохода.Окончание четвертого прохода совпадает с продолжением радиуса ОАз, асмещение начала пятого прохода производится в пределах центральных угпов А ОА А ОА А 1 ОА А ОА . Напродолжении радиуса ОА находится. начало пятого прохода,При разбивке стыка на равные центральные углы (фиг. 2) перекрытие сварных швов и смещения выполняются ана 35, логично и обеспечивают получение сварного шва с одинаковой толщиной повсей длине окружности с минимальными П р и м е р . Производят автоматическую сварку под флюсом бурильныхтруб с замками за два прохода на подкладочном кольце в щелевую разделкупроволокой СвГ 2 С диаметром 2 ммпод флюсом АНА в следующем режиме: 1 св 120 160 А Б = 24-28 В,20 м/ч, Г = 47,7 Гц (частотавибрации эпектрода), И = 2 мм (амплитуда вибрации электрода),После каждого прохода сварку прекращают для остывания шва и удаления шлаковой корки, Выполнение сварки по предлагаемому способу позволяет получить гладкоствольную, сбалансированную бурильную колонну ( ф трубы = ф замка) с повышенными эксплуатационными свойства 1303314О формула изобретения1, Способ дуговой сварки многослойных кольцевых швов с перекрытием, остановкой процесса и изменением направления сварки после каждого прохода, отличающийся тем, что, с целью улучшения качества шва путем уменьшения неравномерности его толщины, окружность стыка разбивают на и центральных углов, где и - общее число проходов, начальную точку каждого последующего прохода смещают относительно конца предыдущего в направлении, противоположном направлению предыдущего прохода, на длину окружности суммы -1 соответствующих центральных углов, где 1 - порядковый номер прохода, а величину перекрытия берут равной длине соответствующего центрального угла.2, Способ по п, 1, о т л и ч а ю - щ и й с я тем,. что, с целью уменьшения сварочных деформаций, центральные углы берут равными между собой.303314 ко ректор ипен Тираж 976 11 НИИПИ Государствен по делам изобрете 13035, Москва, Ж, РЗаказ 1251/1 ПодписноеССР омитет ий и открытий упуская наб-полиграФическое предприят зводстве едактор И, Рыбченко Составитель Г, ТотТехред А. Кравчук Ужгород, ул, Проектная,
СмотретьЗаявка
3800789, 17.10.1984
УРАЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. С. М. КИРОВА
АРТЕМОВ ПАВЕЛ ПЕТРОВИЧ, КОРОТКОВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, ТОЛСТОВ ИГОРЬ АЛЕКСАНДРОВИЧ, ШАПАРЕВ ВЛАДИМИР КОНСТАНТИНОВИЧ
МПК / Метки
Метки: дуговой, кольцевых, многослойных, сварки, швов
Опубликовано: 15.04.1987
Код ссылки
<a href="https://patents.su/4-1303314-sposob-dugovojj-svarki-mnogoslojjnykh-kolcevykh-shvov.html" target="_blank" rel="follow" title="База патентов СССР">Способ дуговой сварки многослойных кольцевых швов</a>
Приспособление для автоматической установки времени горения в снарядах с центральным каналом и кольцевым дистанционным составом, открыто расположенным в дне снаряда

Номер патента: 29119
Опубликовано: 31.01.1933
Автор: Кадченко
Метки: автоматической, времени, горения, дистанционным, дне, каналом, кольцевым, открыто, расположенным, снаряда, снарядах, составом, установки, центральным
...гранаты, На гайке 27 имеется выступ 28, свободно передвигающийся в винтообразном пазу 22 отверстия гранаты, Если гайку 27 продвинуть глубже в гра-, нату, то выступ, 28 будет скользить по, винтообразному пазу 22 и этим заставит повернуться, гайку 27 Последняя, поворачиваясь сама,поворачивает четырехуголь- ный стержень 2 б,"а так как на.противоположном конце стержня наглухо насажен диск 24, то и тот будет поворачиваться, а; следовательно, и отверстиебудет передвигаться по длине шнура 23. Гайка 27скользит свободно по четырехугольномустержню 2 б; для того, чтобы во время своего поворачивания она не продвинула внутрь диске 24, служит диск 29,. которьЪИ йадевается на дно гранаты и вместе с ней. упирается в находящийгя в гильзе порох. Для...
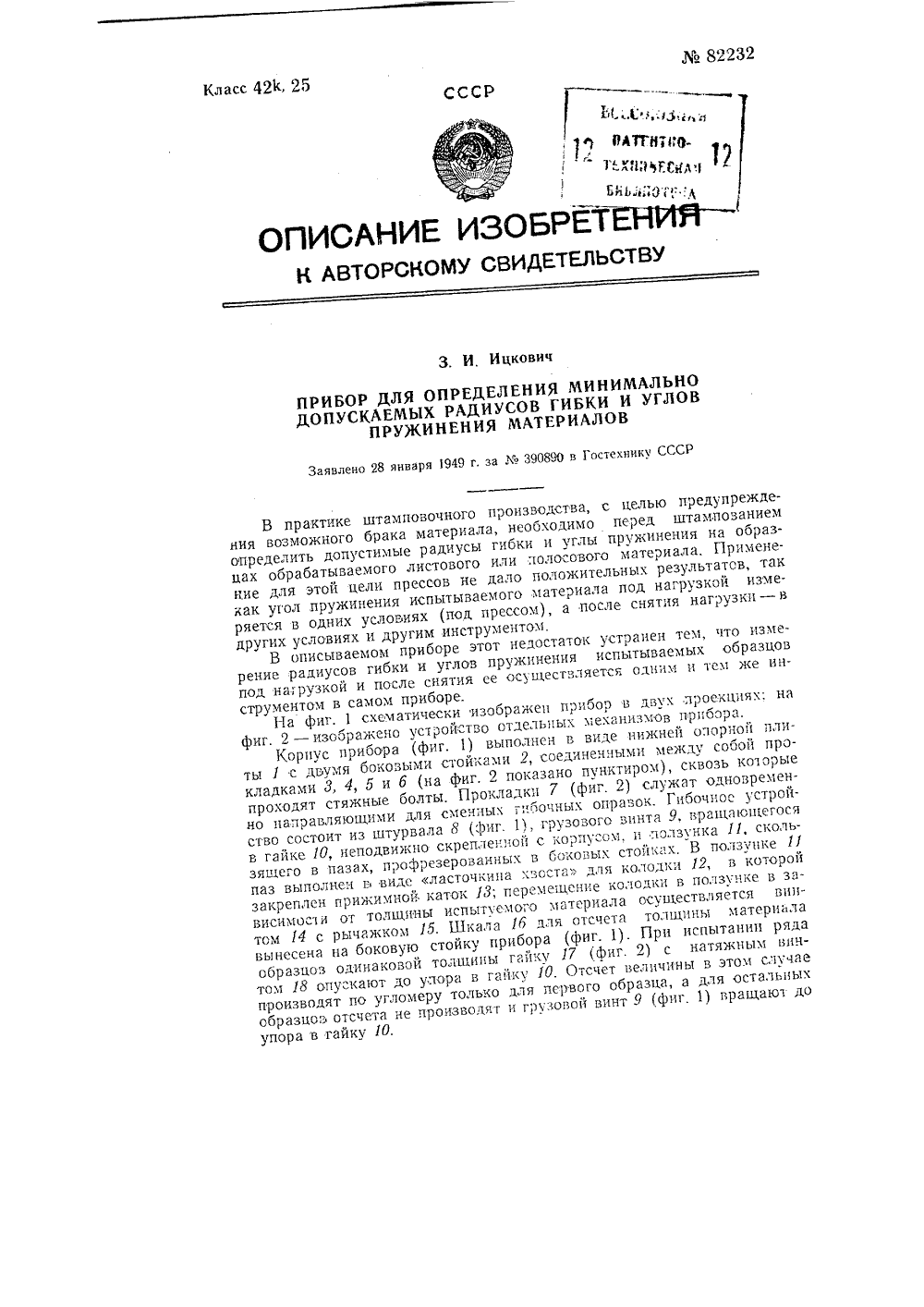
Прибор для определения минимально допустимых радиусов гибки и углов пружинения материалов
Номер патента: 82232
Опубликовано: 01.01.1950
Автор: Ицкович
Метки: гибки, допустимых, минимально, прибор, пружинения, радиусов, углов
...оправками служат обычные круглые прутки соответствующего диаметра, вставляемые в сквозную фигурБую прорезь в боковых стенках корпуса, Для радиусов гибки меньше 4 млг гибочные оправки делают с поперечным сечением в форме четырехугольника, один угол которого имеет 60 для упора в вырез станины, а другой - 120 для упора в торцовой вырез прижимного винга.Угломер состоит из основания 32 (фиг, 1), закрепляемого винтами на боковой стойке прибора, и подвижной стойки 33, фиксируемой в требуемом положении упорным винтом 34 в зависимости от радиуса сменной гибочной оправ си; для этой же цели служит градуированная шкала Зб с нониусом. В верхней части стойки 33 закреплена дуговая шкала Зб и установлен поворотный пружинящий рычаг 37, нз...
Приспособление для автоматической записи радиусов кривых и углов поворота в приборах для съемки продольного профиля пути

Номер патента: 31140
Опубликовано: 31.07.1933
Автор: Надеждин
МПК: G01C 7/04
Метки: автоматической, записи, кривых, поворота, приборах, продольного, профиля, пути, радиусов, съемки, углов
...пути. Через передачу б от цилиндра 2 получает вращение и сообщает поступательное движение перекинутой через него бумажной ленте, пропорциональное горизонтальному проложению пройденного пути, цилиндр 5. Путем передачи 6 может быть установлено любое соотношение масштабов для записи вертикального и горизонтального проложений. Бумажная лентами перекину" тая через цилиндр 5, имеющая перфорацию, входящую в зубчики Л цилиндра 5 и служащую для точности движения бумажной ленты, перематывается с одного цилиндра 70 на другой. Цилиндры 70 позволяют заснять на местности профильбольшого протяжения (до 25 км) без закладывания новой бумаги и, кроме того, сохраняя неизменную толщину бумажной полосы на цилиндре 5, не искажают пропорциональности...
Универсальный штамп для обрезки углов по радиусу

Номер патента: 627890
Опубликовано: 15.10.1978
Автор: Вайнтрауб
МПК: B21D 28/14
Метки: обрезки, радиусу, углов, универсальный, штамп
...пуансон 2 25 в верхнем положении, несколько выше нижней плоскости направляющей плиты 4Штамп с одной направляющей линейкой, изображенный на Фиг. 3-9, снабжен также осью поворота 18 направляющей линейки 5, размещенной вместе с червячным винтом 19 на кронштейне 6, На конце направляющей линейки 5 сидит каретка 20, предназначенная для Фиксации конца обрЕзаемой заготовки на определенную длину, Ось 18 крепится в отверстии нижней плиты 7 с помощью штиФта 21, а с -линейкой 5 соединяется винтом 22.В механизмповорота направляющей линейки 5 на заданный угол помимо червячного винта 19 входит вал 22 с вертикальной осью, несущий эксцентрично закрепленный палец 23, взаимодействующий со стенками паза 24, выполненного в направляющей линейке...
Устройство для определения суммарных потерь и осредненного угла выхода потока в кольцевых сопловых решетках турбомашины

Номер патента: 887966
Опубликовано: 07.12.1981
Автор: Гавриков
МПК: G01M 9/00
Метки: выхода, кольцевых, осредненного, потерь, потока, решетках, сопловых, суммарных, турбомашины, угла
...на фиг. 2 - развертка сечения А-А фиг. 1; на фиг.3 - вид Б фиг.1.Устройство содержит размещенную за исследуемой сопловой решеткой 1 спрямляющую лопаточную решетку 2, закрепленную между внутренней 3 и наружной 4 обечайками и соединенную с измерителем момента количества движения (не показан) . Устройство снабжено также выравнивающей сотовой решеткой 5, установленной за спрямляющей решеткой 2 и жестко связаной с ней.Для ликвидации утечек рабочего тела через радиальный зазор между корпусом 6 и наружной обечайкой 4 может быть установлено лабиринтное уплотне887966 ние утечек рабочего тела через радиальный зазор,формула изобретения ние 7. Устройство работает следующим образом,При установившемся режиме движения рабочего тела через исследуемую...
Предыдущий патент: Устройство для подачи электродной проволоки
Следующий патент: Способ дуговой сварки многослойных кольцевых швов
Случайный патент: Грузоупорный тормоз