Способ изготовления осадительных электродов мокрого электрофильтра
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1243772
Авторы: Воронов, Генель, Заяшников, Коновалов, Линников, Меликсетян, Мошкин, Овчинников, Румянцев

Текст
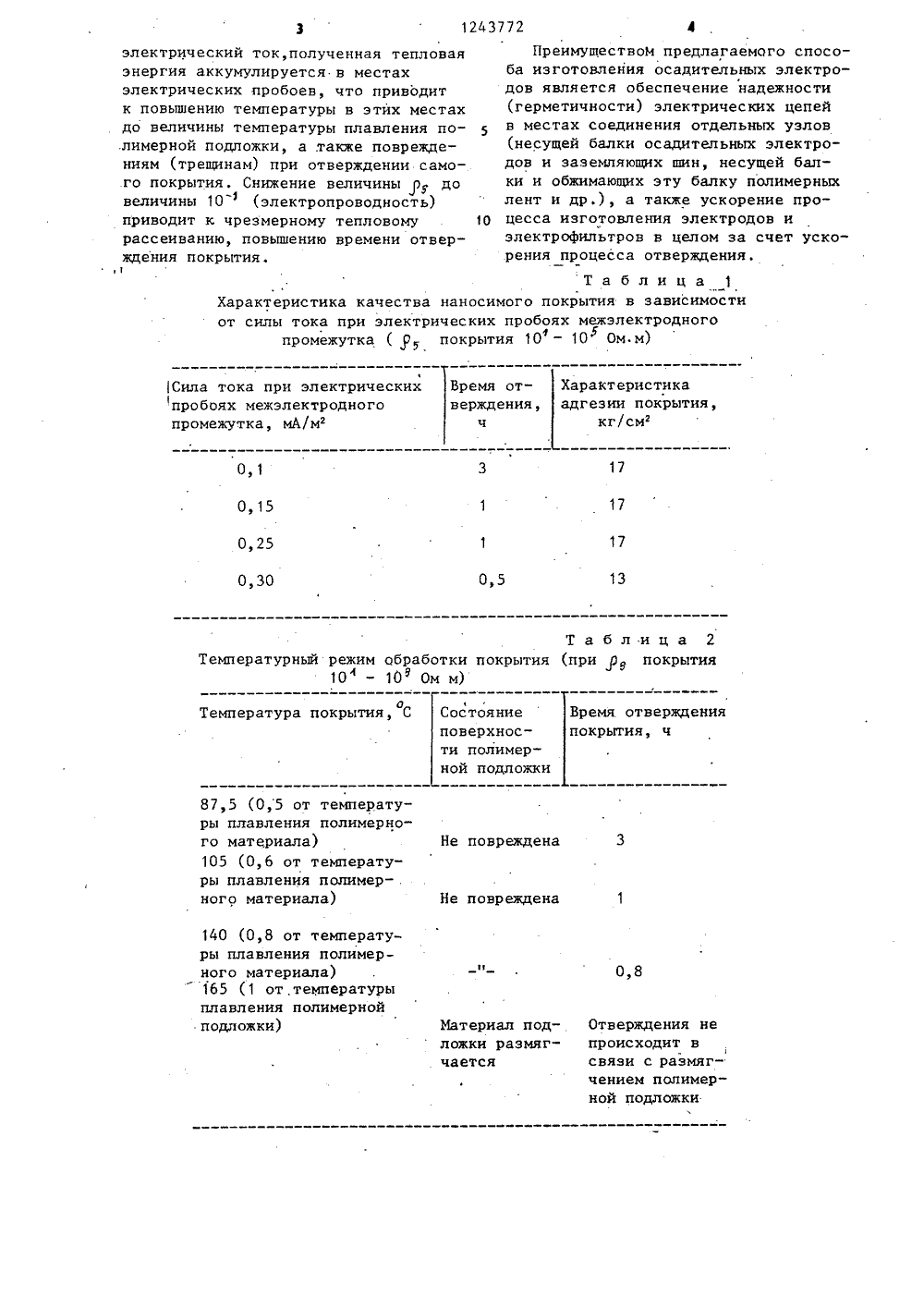
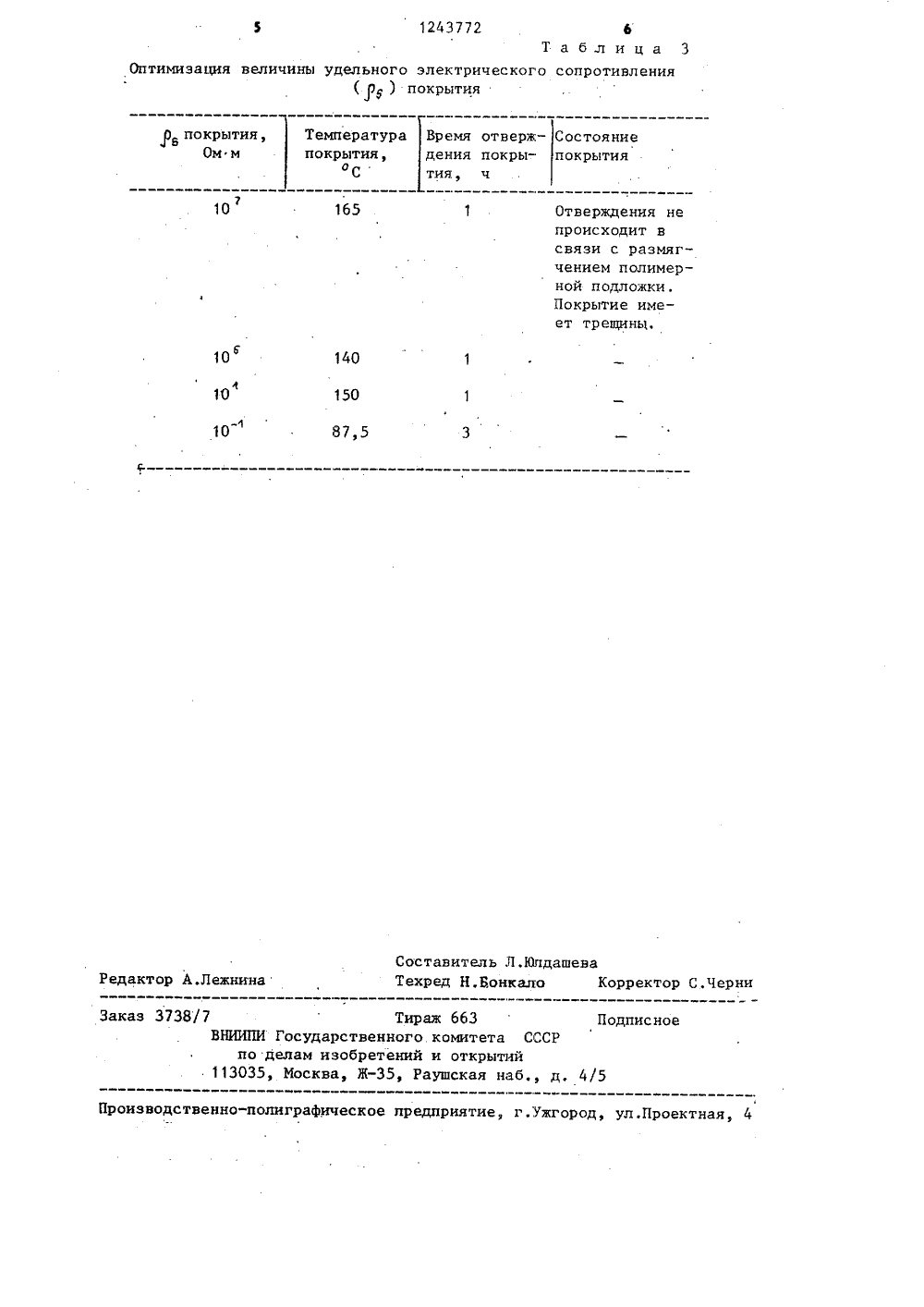
СОЮЗ СОВЕТСНИХСОЦИАЛ ИСТИЧЕСНИХРЕСПУБЛИК 2 А 1(19) (11) 01 В 35 0 СССРНРЫТИЙ Я Т честве покрыс удельнымкием 10 С: СУДАРСТВЕННЫЙ КОМИТ О ДЕЛАМ ИЗОБРЕТЕНИЙ И ОПИСАНИЕ И А ВТОРСКОМУ СВИДЕТЕЛЬСТВУ(56) Авторское свидетельство СССРУ 980774, кл. В 03 С 3/34, 1982.(54)(57) 1. СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ МОКРОГО ЭЛЕКТРОФИЛЬТРА, включающий сборку и монтажосадительных полимерных электродови отверждение их покрытия, о т л ич а ю щ и й с я тем, что, с цельюповьпнения надежности электродов и ускорения процесса изготовления, отверждение покрытия, осуществляют под действием электрических пробоев межэлектродного промежутка постояннымгоком силой 0,15-0,25 мА на 1 м поверхности осадительных электродов.2. Способ по п. 1, о т л и ч а ющ и й с я тем, что напряжение на осадительный электрод подают таким, чтобы температура слоя покрытия составляла 0,6-0,8 от температуры плавления полимерного материала осадительнь)х электродов.3. Способ по п. , о т л и ч а ющ и й с я тем, что в катия используют материалэлектрическим сопротивле10 Ом м5Изобретение относится к способамизготовления гаэоочистных и пыле 20 Через 30 мин после нанесения покрытия на электроды последние устанавливают в корпусе электрофильтра. После установки коронирующей системы производят нагрев и отверждение нане сенного покрытия от действия электрических пробоев межэлектродного промежутка постоянным током силой 0,15 мА улавливающих аппаратов, предназначенных для охраны воздушного бассейна и очистки технологических газов. 5Целью изобретения является повышение надежности электродов за счет повышения прочности мест соединения и их герметичности и ускорение процесса изготовления электродов за 1 О счет ускорения процесса отверждения.Способ осуществляют следующим образом.Производят раскрой полимерных лент, многоканальных пластин, труб 15 и т.д., удаление с их поверхности загрязнений, Затем на столе производят сборку электродов, нанесение на них покрытия, обладающего удельным электрическим сопротивлением 10 10 Ом м. Через 30 мин после этого производят монтаж и установку электродов в корпусе электрофильтра, где после установки коронирующих электродов производят окончательное отверждение нанесенного покрытия от действия электрических пробоев межэлектродного промежутка постоянным током силой 0,15-0,25 мА на 1 м поверхности осадительного электрода., а напря жение на осадительный электрод подают таким, чтобы температура слоя покрытия составляла 0,6-0,8 от температуры плавления полимерного материала осадительных электродов при времени нагрева - до окончания жизнеспособности покрытия,П р и м е р 1. На полимерный осадительный электрод, выполненный в виде трубок, многоканальных или плос О ких пластин, наносят электропроводящее покрьггие, в качестве которого используют эпоксидную смолу с аминным отвердителем (полиэтиленамином), пластификатором (дибутилфталитом) и наполнителем (сажей) .Удельное электрическое сопротивление модифицированной подобным образом смолы составляет 10 Ом.м при соответствующем введении сажи. на 1 м поверхности осадительных электродов, температура покрытия при этом составляет величину 0,6 (105 С) от температуры плавления полимерного материала (электропроводящего полипропилена) осадительных электродов при времени нагрева 0,3 от времени конверсии покрытия.П р и м е р 2. На полимерный осадитепьный электрод, выполненный в виде трубок, многоканальных или плоских пластин, наносят электропроводящее покрытие, в качестве которого используют клей 88 Н, в который вве - ден электропроводящий наполнитель. Удельнсе электрическое сопротивление клеевого состава 10 Ом м. Через530 мин после нанесения покрытия на электроды последние устанавливают в корпусе электрофильтра, После- установки коронирующей снстемы производят нагрев и отверждение нанесенного покрытия от действия электрических пробоев межэлектродного промежутка постоянным током силой 0,15 мА на 1 м поверхности осадительныхэлектродов, температура покрытия прио этом составляет величину 0,8 (140 С) от температуры плавления полимерного материала (электропроводящего полипропилена) осадительных электродов при времени нагрева 0,1 от степени конверсии клеевого состава.Характеристики покрытия приведены в табл 1 - 3.Как видно из табл, 1, при увеличении силы тока более 0,25 мА ухудшается адгезия покрытия к полимерной подложке, При силе тока менее 0,15. возрастает время отверждения. Исследовать указанные процессы в интервалах выходящих за пределы, указаннйе в табг . 1, не представляется возможным так как отверждение покрытия производится при электрических пробоях межэлектродного промежутка. 1(ак видно из табл. 2, при понижении температуры покрытия ниже 105 Со резко возрастает время отверждения. Повышение температуры покрытия до температуры плавления полимерной подложки приводит к нарушению, процесса отверждения покрытия в связи с размягчением полимерной подложки.1(ак видно из табл, 3, оптимальными величинами Я 5 покрытия являются 10 - 10 Ом м, При увеличении Р выше51243772 ФСила тока при электрическихпробоях межэлектродногопромежутка, мА/м Время от- Характеристикаверждения, адгезии покрытия,ч кг/см 0,1 17 17 0,15 17 0,25 13 0,5 0,30 Таблица 2 Температурный режим обработки покрытия (при р покрытия 10" - 10 Ом м)Время отвержденияпокрытия ч оТемпература покрытия, С ФСостояние поверхности полимерной подложки 87,5 (О,5 от температуры плавления полимерного материала) 105 (0,6 от температуры плавления полимерного материала) Не повреждена Не повреждена 140 (0,8 от температуры плавления полимерного материала)165 (1 от,температурыплавления полимернойподложки) 0,8 Отверждения не происходит всвязи с размягчением полимерной подложки Материал подложки размягчается з 4 электРический ток,полученная тепловая ПреимуществоМ предлагаемого спосоэнергия аккумулируется в местах ба изготовления осадительных электро- электрических пробоев, что приводит дов является обеспечение надежности к повышению температуры в этих местах (герметичности) электрических цепей до величины температуры плавления по-в местах соединения отдельных узлов .лимерной подложки, а .также поврежде- (несущей балки осадительных электрониям (трещинам) при отверждении само- дов и заземляющих шин, несущей бал.го покрытия. Снижение величины у до ки и обжимающих эту балку полимерных величины 10(электропроводность) лент и др.), а также ускорение проприводит к чрезмерному тепловому 1 О цесса изготовления электродов и рассеиванию, повышению времени отвер- электрофильтров в целом за счет ускождения покрытия. рения процесса отверждения.Таблица 1Характеристика качества наносимого покрытия в зависимостиот силы тока при электрических пробоях межэлектродногопромежутка ( Я покрытия 10 - 10 Ом.м)1243772 6Таблица 3 Оптимизация величины удельного электрического сопротивления( Р ) покрытия Время отверждения покрытия, ч Температурапокрытия,ССостояниепокрытия покрытия,Ом м165 10 Отверждения непроисходит всвязи с размягчением полимернои подложки.Покрытие имеет трещинь,10 140 150 3 10 87,5 Составитель Л.ЮпдашеваТехред Н,Бонкало Корректор С.Черни Редактор А.Лежнина Заказ 3738/7 Тираж 663 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5
СмотретьЗаявка
3776936, 27.07.1984
ПРЕДПРИЯТИЕ ПЯ А-7113
МОШКИН АЛЕКСАНДР АЛЕКСАНДРОВИЧ, ГЕНЕЛЬ ЛЕОНИД САМУИЛОВИЧ, МЕЛИКСЕТЯН САРКИС АНУШАВАНОВИЧ, ОВЧИННИКОВ ВЛАДИМИР НИКОЛАЕВИЧ, ЗАЯШНИКОВ ЕВГЕНИЙ НИКОЛАЕВИЧ, ВОРОНОВ ЮРИЙ КОНСТАНТИНОВИЧ, РУМЯНЦЕВ ИВАН ВАСИЛЬЕВИЧ, ЛИННИКОВ НИКОЛАЙ НИКОЛАЕВИЧ, КОНОВАЛОВ ВИКТОР НИКОЛАЕВИЧ
МПК / Метки
МПК: B01D 35/06
Метки: мокрого, осадительных, электродов, электрофильтра
Опубликовано: 15.07.1986
Код ссылки
<a href="https://patents.su/4-1243772-sposob-izgotovleniya-osaditelnykh-ehlektrodov-mokrogo-ehlektrofiltra.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления осадительных электродов мокрого электрофильтра</a>
Способ удаления активного покрытия, содержащего окисел металла платиновой группы, с титановой подложки электрода

Номер патента: 490279
Опубликовано: 30.10.1975
МПК: B01K 3/02
Метки: активного, группы, металла, окисел, платиновой, подложки, покрытия, содержащего, титановой, удаления, электрода
...ерез 30 90 сек начинается бурное выдслецие газов. Электрод тут же вынимают из кислоты и промываот водой.Получсццыс рсзугптаты представлены в 3) 1 ябл. 1.Эр490279 Таблица 1 Потери веса тптдновой Н О Д Л И 1 К и Н.о.лс обр;. боскв, 1/Содержаниегидрида нат. РВЯ В Р 1 с.1, 1 11 с: С , вес. % Вес ндчальногсПОКРЫ(ИЯ/Вретя обработки вк.планевв Темпера. тура рас ланд, ( 1 7,5 39,5 22,7 1 с,8 1 7,8 38,8 345 350 370 310 370 375 8,6 15,2 4,6 3,8 2 1, 1,6 0,6 0,8 0,8 0,8 1,0 1,0 0,5 1,0 1,0 6,0 ч дблннд 2 П злектрод 1 зсзугьтс,ты опыов 1 злектрод Содержание гидрида натрия, вес. %Время обработки в расплаве, минНачальный вес электрода, гОбщая потеря веса, гПотери титана, г11 дружный ищ 1,521 о 02 56,02,5 1,521298,15,9 2 о спЛС НО ВСС ПОКРЫтие С...
Электроизоляционное покрытие электродов-инструментов

Номер патента: 952502
Опубликовано: 23.08.1982
Автор: Богомолов
МПК: B23P 1/12
Метки: покрытие, электродов-инструментов, электроизоляционное
...покрытия, повысить его пластичность, Введение окиси цинка повышает теплопроводность покрытия, а введение кварцевого песка - механическую прочность. Однородность слоя изоляции, повышение его пластичности, теплопроводности и механической прочности повышают со. Бойкас53ого комий и оРаушскаж город,Редактор О. ЮрковенкЗаказ 5837/20ВНИИП И Гопо дела113035, Москв филиал ППП Па противляемость слоя изоляции разрушению потоком электролита и тем самым повышают износостойкость покрытия.Результаты испытаний известного и предложенного электроизоляционных покрытий приведены в таблице. Эпоксидная смола ЭД, гЭпоксидная смола ЭД, гДибутилфталат, гГ 1 ол иэти лен пол на м и и, гСтеклоткань, слойЭпоксидная смола ЭДвес О/Малеииовый ан 1...
Покрытые электроды для электродуговой резки металлов

Номер патента: 77961
Опубликовано: 01.01.1949
Автор: Кипнис
МПК: B23K 35/365, B23K 7/08
Метки: металлов, покрытые, резки, электродуговой, электроды
...Акишви 279 Предметом настоящего изобретения являются покрытые электроды для электродуговой резки стали.Известны металлические покрытые электроды для резки металлов, имеющие в составе покрытия сильно диссоциирующие окислы, в частности марганцовистую руду.Особенностью предлагаемого покрытия является применение в качестве диссоциирующего окисла гематита. Такое покрытие дешевле существующих, причем прочность нанесенного покрытия также выше обычной.Гематит перед нанесением на электродную проволоку размалывается и просеивается через сито с 400 отверстиями на квадратный сан. тиметр. Затем порошок разводится на жидком стекле с плотностью 1,32 без добавления воды.Электроды, изготовленные таким способом, обеспечивают сокращение расхода проволоки...
Покрытые электроды для наплавки режущего инструмента

Номер патента: 81210
Опубликовано: 01.01.1949
Автор: Лапидус
МПК: B23K 35/04, B23K 35/365
Метки: инструмента, наплавки, покрытые, режущего, электроды
...стержняСостав покрытия УЭХВ 8 УЭХВ 8 0,9 - 1,Алюминий 0,9 - 1,0,9 - 1,1 1,4 - 1,6 15 - 7 15 - 17 5 - 17 21 - 23 14,5 -,28 - 30Плавиковый шпат 22 - 24 22 - 24 28 - 30 22 - 24 Мел Сухое растворимое стекло ,(в "4 по отношению к сумме всех остальных комлонентов) 1921 15 - 1715 - 1715 -7 15 - 17 Предмет изобретения Редактор Ю, Б, Городецкий Техред А. А. Камышникова Корректор Н. В. Щербакова формат бум. 70 Х 108/16Тирак 220ЦБТИ при Комитете по делам изобретений ипри Совете Министров СССРМосква, Центр, М. Черкасский, пер., д,Объем 0,18 изд. л.Цена 4 коп. открытий Поди. к печ. 13.Х 1-61 г Зак. 9599 2/6. Типография ЦБТИ Комитета по делам изобретений и открытий при Совете Министров СССР, Москва, Пвтровка, 14, 4 Покрытые электроды для наплавки...
Покрытые электроды для электродуговой наплавки режущего инструмента

Номер патента: 91174
Опубликовано: 01.01.1951
Автор: Коробейников
МПК: B23K 35/04, B23K 35/365
Метки: инструмента, наплавки, покрытые, режущего, электродуговой, электроды
...П ДОВ,Извсстпые марки электроршию вольфрама и ванадия.Согласно изобретению, вется следующее соотношениеФеррох 1 зомФерромолцбдснФсррованад 5 йФсрровольфрамФерротцтацУглерод 1 в виде граМелМрамор1(варцПлавнксвый шпатБе;ТопитР ДОУГОМ Ва Р И а ПТС ЦОКРЗа СКСТ 1 ЗЪЯТПя .ОЛПОдСНа, амором. в имею в по;рь;тцп высокую 1;оццс;М 91174- 2 -Комитет по делам изооретений и открытий при Совете Министров СССР Редактор .Ч. Г. Голапдский Подп к печ 2111.1 1 о г Гира 5 к 360. Цена 25 коп. И".о а 1 Оппо здательск.Й отдел.Сйьет 0,17 п, л. Заказ 1396. Гор. Алатырь, типографи 512 Министерства культуры Чувашской АССР. 11 ГО 1 ССГу 226 - -43 Г папссс:Нем П 1 них лсГир,01 цсГО 10 кэыия на Оазс НОмпоГонтов 1 видс Гила:со 1 рЯВ 5 Ощих вс 1 цсств, Графпта,...
Предыдущий патент: Фильтр для очистки жидкости
Следующий патент: Устройство для регенерации патронных масляных фильтров
Случайный патент: Устройство для регулирования уровня жидкого хладагента в резервуаре