Способ изготовления колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
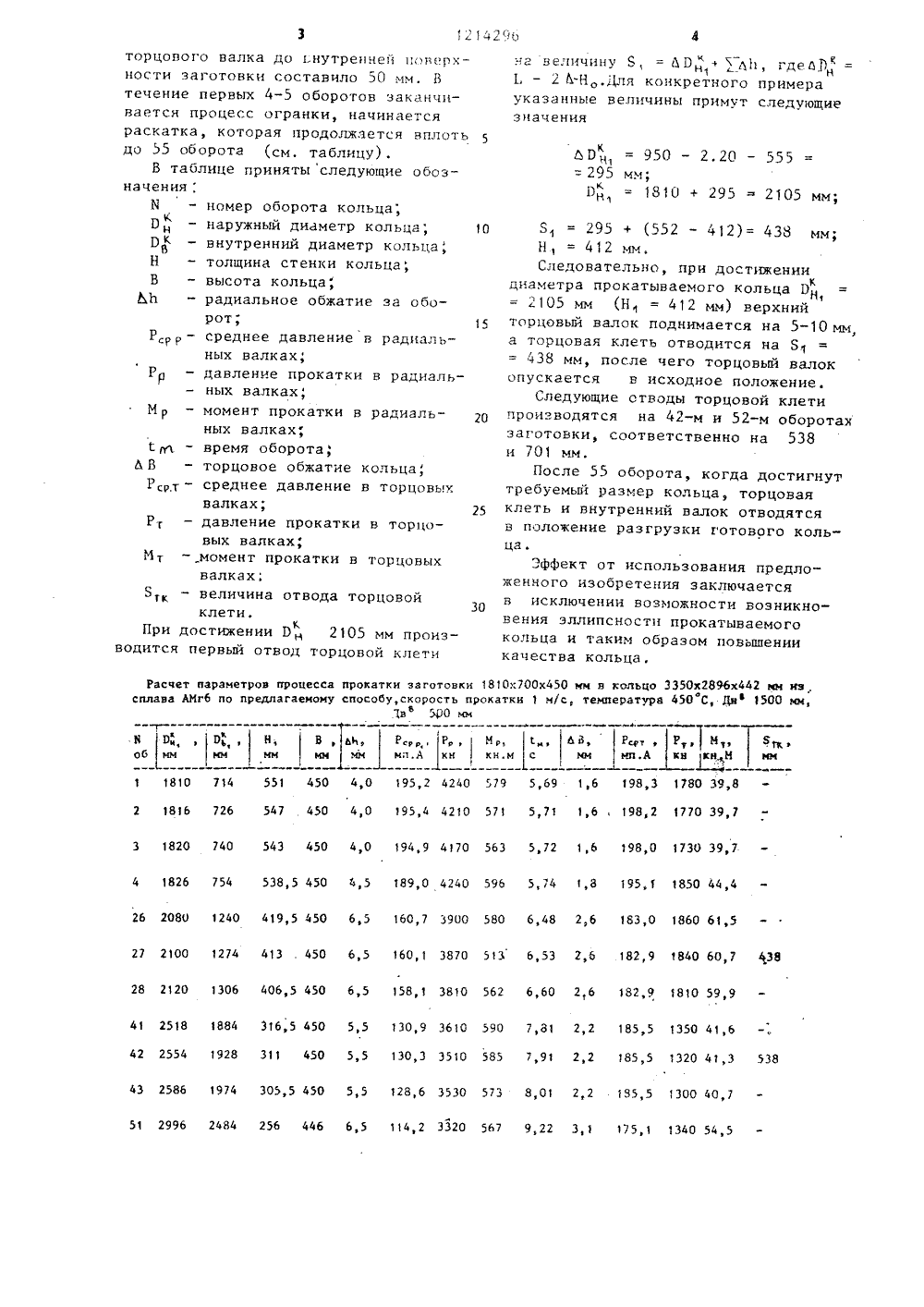
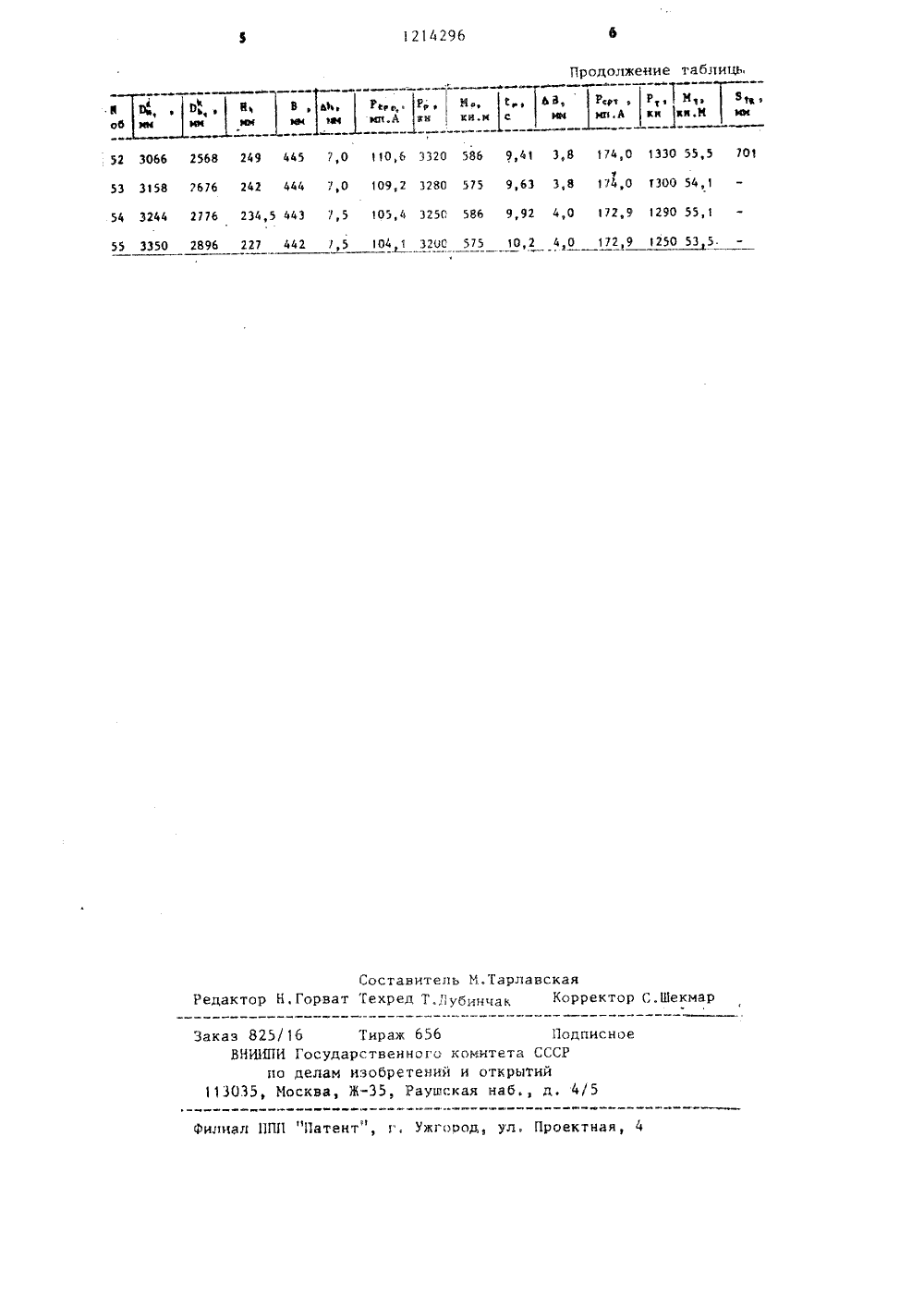
:Ь ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССПО ДЕЛАМ ИЗОБРЕТЕНИЙ ИОТНРЫТ АВТОРСКОМУ СВИДЕТЕЛЬ(71) Научно-исследовательский институт тяжелого машиностроения Производственного объединения "Уралмаш" (72) С.А.1 икульчик, Ю.Д.Макаров и Г.А.Зыков(56) Производство точных заготовок машиностроительных деталей прокаткой. М.: НИИинФормтяжмаш, 1968, с. 159.Марчински Т,Ю, Современное состоя ние кольцераскатных станов. - Черные металлы, 1974, У 24, с. 17-19, рис. 1.(54)(57) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ, при котором полую заготовку раскатывают между нажимным и опорным раднальными валками при радиальномперемещении торцовых валков отцентра заготовки к ее наружной поверхности, о т л и ч а ю щ и й с ятем, что, с целью снижения энергоемкости путем снижения нагрузок влинии привода перемещения торцовыхвалков и повышения качества колецпутем снижения неравномерного износавалков, радиальное перемещение торцовых валков осуществляют прерывисто с величиной шага подачи, непревышающей суммы приращения наружного диаметра кольца и абсолютного радиального обжатия, при этомподачу начинают при приближении наружной поверхности кольца к торцовой поверхности торцовых валков,а перед каждым перемещением торцовые1Изобретение относится к прокагно- МУ ПРОИ 3 БОЦСТВУ) Я ИМЕННО К ГРОИЗ - Бодству колец путем прокагки на кольцевом стане.Целью кзобретения является снк)ЕР- ние эцергое кости и повышение качества колец,На чертеже изображено положениекольца, прокатываемого в радиальныхи торцовых валках 1,пунктиром показано положение торцового Балка после очередной ступени перемещения.Прокатку колец по предлагаемомуспособу осупествляют следующимсбразом,В исходном положении внутреннийрадиальный Балок 1 и торцовая клеь2 с торцовыми валками 3 и Й отодвнуты от оси наружного радиальногоБалка 5 в крайнее пзложение и внутренний радиальный валок 1 свободендля загрузки заготовки 6. Верхнийторцовый валок 2 поднят на высотубольше высты заготовки б. Заготовка б толщина стенки которой Н , высота В наружный диаметр Вйодевается ня Внутренний радиальныйБялок 1 1 и Осуществ)1 яется его псг, -Бод к наружному валку 5, Бо Времякоторого наружный валок 5 и торцовые валки 3 и ч приводятся Бо вращение.Затем торцовые валки 3 и Ее подводятся к заготовке 6 и начинаетсяпроцесс прокатки, который осуществляется в три стадии: сняте ограки.раскатка;полировка.Во время огранки давление прокат-.ки в радиал 1 ных валках 1 и 5 постепенно нарастает от минимального доустановившегося, необходимого дляраскатки данного кольца, Конец нарастания давления совпадает с окончаниемгранки.Процесс раскатки осущссгвпяетсягри постоянном радиальном усилинпрокатки и скорости Вращения наружного валка 5 устанавливаемых заранее с помощью задатчиков для каждого типоразмера кольца. Ня даннойстадии прокатки происходит интенсивное увеличение диаметра прокатываемого кольца, Раскатка заканчивается при достижении размеров кд.ьця,6 ЛИЗКИХ К ЗЯДЯННЫМ, ПОСЛЕ ЧЕГОначинается полировка,Во.время полировки Осуцесгвляе гся1 справленВ Боможцой неконцецтр;ч-.НОСТИ К )Н Р С) ДОКЯТКс 1 ПО Дня,Б)сенР торцовой клетц 2 Б с то)оцу .,3.).о 3 си 6 цячицяется сддОврее;о с движением Бцутренего Балка , остановка ее и оцускянке торцооо валка 3 дсупестнляется придостижении Бпу греннкм диаметромпгс).овки 6 расст)янинОт мецг -ше О торца нялкя 3 и ч, Растворзя)кОБ 3 и -; м)жет быть пос тоянным иги уменьшается ця заданную велич- С; О 1 )РН РИ 1 С)ПС;У . Я. -е;й "о;.ентя к.пи цяв.;1 с.1-ия;.1)с)катки Г;р цз Бых Б 13 лк ях 3, -) к н рядияль ь х я кях и 5 пдяется комадяпадения давления или момРтя 1 рокят)рцсвой вяпок 3 опускаетсяБ )ядянное по.оженке.В м;мент дос.кжеция наружным диамет )ом кс).ьц 3 )н РасстоЯцин ), До ".о)ьсего торца торцовых Балковит);Г)вял клеть 2 дтводится с .кои."яльОЙ скоростью от Бутре - цег )ядияьц)гд Ялк 1 п 1)и цоня -Г)м я Белину ЯрятирОвяцО О за - : в ;оря верхнем тдроном Балке 3 ця расстоние В, велчиня которого неболее; умы;рро):Я наружного дяк)О 3,". О)1 ьця)З ц ц суммярн О О О бжятия Б рэдияльньх Балках 1, 5й 11 с маме:та последнего отвода торпоОй 1.пот 1 2, Зятем верхний торцовый 1 ок Д О 1 У.КЯЕТСЯ Б ЗсБЯ.11 ОЕ 1 ОЛО реамерамитдрпсных валков,,)Ое спситсяо.1 ць 1 Контакт торцо -13 их яко) и с с заготовкой б Б пссгед,ющей тяпки прокаткк.рм е р. Заготовку 8101 хК 00);50 мм устанавливякт ня кс)льпе -," С К сЬ) И С Т Ы Ц . 1 я;1 у ус 13 янявливя 1 я ус 1 "с зятем подаетсяВнутреннего БалкаУжОМУ БЯЛК:;Я ГО ГОСД 1 К НЯРР) Прк этом Бключяетс я привод наружноготорцовая 11 еть и торцовых гялков, и )дводится з рабоч чтобы ряс тонне о ее положениР тяк т мзлогд торя1214290 на величину Б = ЬР +ЛН где 611Н 1н1. - 2 1-Но.Для конкретного примерауказанные величины примут следующиезначения Рн, = 950 - 2,20 - 555К= 295 мм;Р = 1810 + 295 " 2105 мм; 1 О 15 20 Расчет параметров процесса прокатки заготовки 1810 х 700 х 450 мм в кольцо 3350 х 2896 х 442 мм нвасплава Ангб по предлагаемому способу, скорость прокатки 1 и/с температура 450 С Дв 1500 мм,1 вв 5 РО мм 1780 39,8 1 1810 714 551 450 4,0 195,2 4240 579 569 1,6 198,3 16 2 1816 726 547 . 450 4,0 1954 4210 571 5,71 1982 1770 39,7 3 1820 740 543 450 4,0 194,9 4170 563 572 1,6 198,0 1730 Э 9,7 4 1826 754 5385 450 4,5 189,0 4240 596 5,74 1,3 195, 1 1850 44,4 26 2080 1240 419,5 450 6,5 160,7 3900 580 6,48 2,6 183,0 1860 61,5 27 2100 1274 413 . 450 65 160,1 3870 513 653 2,6 182,9 1840 60,7 438 г 8 г 12 о 13 об 4 о 6,5 45 о 6,5 158,1 3810 562 б,бо 2,6 182,9 181 о 59,9 41 2518 1884 316,5 450 5,5 1 Э 0,9 3610 590 7,31 2,2 185,5 1350 41,6 42 2554 1928 311 450 5,5 130,3 3510 585 7,91 2,2 185,5 1320 4 1,3 538 43 2586 1974 305,5 450 5,5 128,6 3530 573 8,01 2,2 185,5 1300 40,7 6,5 114,2 3320 51 2996 2484 256 446 567 9,22 3,1 175,1 1340 54,5 торцового валка до внутренней поверхности заготовки составило 50 мм. Втечение первых 4-5 оборотов заканчивается процесс огранки, начинаетсяраскатка, которая продолжается вплотьдо 55 оборота (см. таблицу).В таблице приняты следующие обозначения ,И - номер оборота кольца,КР н - наружныи диаметр кольца;Р 8 К - внутренний диаметр кольца,Н - толщина стенки кольца;В - высота кольца,М - радиальное обжатие за оборот;Р,рр - среднее давление в радиальных валках,Рр - давление прокатки в радиальных валках,М р - момент прокатки в радиальных валках;время оборота,Л В - торцовое обжатие кольца,Р,рт - среднее давление в торцовыхвалках; 25Рт - давление прокатки в торцовых валках;Мт - момент прокатки в торцовыхвалках:Бт - величина отвода торцовойклети.При достижении Рн 2105 мм производится первый отвод торцовой клети 5 = 295 + (552 - 412)= 438 мм;Н, = 412 мм.Следовательно, при достижениидиаметра прокатываемого кольца РкН 1= 2105 мм Н 1 = 412 мм) верхнийторцовый валок поднимается на 5-10 мма торцовая клеть отводится на 81438 мм, после чего торцовый валокопускается в исходное положение,Следующие отводы торцовой клетипроизводятся на 42-м и 52-м оборотахзаготовки, соответственно на 538и 701 мм,После 55 оборота, когда достигнуттребуемый размер кольца, торцоваяклеть и внутренний валок отводятсяв положение разгрузки готового кольца еЗффект от использования предложенного изобретения заключаетсяв исключении возможности возникновения эллипсности прокатываемогокольца и таким образом повьппениикачества кольца.1214296 Продолжение таблиць,3320 586 1 3,8 174,0 1330 55,5 701 280 575 9 09 5,4 3250 586 9 29 1250 53 104 1 32 ОС 575 10,2 55 3350 2896 Составитель М,ТарлавскаяедактоР Н.ГоРват ТехРед Т,Дубннчах КоРРектоР С.ШекмаР Заказ 825/16 Тираж 656 Подписн ВНИИПИ Государственного комитета СССР но делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д, 4/5
СмотретьЗаявка
3787019, 02.07.1984
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ТЯЖЕЛОГО МАШИНОСТРОЕНИЯ ПРОИЗВОДСТВЕННОГО ОБЪЕДИНЕНИЯ "УРАЛМАШ"
МИКУЛЬЧИК СЕРГЕЙ АНАТОЛЬЕВИЧ, МАКАРОВ ЮРИЙ ДАНИЛОВИЧ, ЗЫКОВ ГЕРМАН АРСЕНТЬЕВИЧ
МПК / Метки
МПК: B21H 1/06
Метки: колец
Опубликовано: 28.02.1986
Код ссылки
<a href="https://patents.su/4-1214296-sposob-izgotovleniya-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец</a>
Устройство для измерения давления и прогиба валка при прокатке

Номер патента: 352695
Опубликовано: 01.01.1972
Авторы: Бережной, Кальменев, Королев, Московский, Нгуен, Павленко
МПК: B21B 27/02, B21C 51/00
Метки: валка, давления, прогиба, прокатке
...валка производят на рабочем месте. П редмет изо пя Устроиство гиба валка п тированные н ки с выводом рез мостовую с целью новь ния, тензомет на поверхнос моничто, мере- лены с присоединением заявкиИ вестны устроиства для измерения давлени и прогиба валка при прокатке, содержащие смонтированные на валке тензометрические датчики с выводом на регистрирующий прибор через мостовую схему.Цель изобретения - повышение эффективности измерения, Это достигается тем, что прокатный валок выполнен как измеритель прогиба валков и полного давления металла на валки. На поверхности осевого канала валка вдоль оси наклеиваются датчики, например сопротивления, включенные в мостовую схему. Указанная особенность измерителя позволяет производить...
Устройство для измерения давления металла на валки трубопрокатного стана

Номер патента: 710703
Опубликовано: 25.01.1980
Авторы: Вышинский, Кожевников, Лазарев, Плюснин, Рабинович, Ткаченко, Черевик
МПК: B21B 21/00, B21B 38/08
Метки: валки, давления, металла, стана, трубопрокатного
...собой винтом 9 два клина 10. Каждый из клиньев выполнен с.цилиндрическимгнездом под сферические опоры 5 корпуса 1,Для настройки предлагаемого устройстваперед прокаткой между каждой парой колонн. 6, расположенных вдоль оси прокатки, уста, новлен гидравлический цилиндр, корпус 11 иплунжер 12 которого имеют сферические опорные поверхности, контактирующие с аналогичными поверхностями неподвижных подпятников 13 и 14, установленных между траверсой15 и нижним основанием 16, Между траверсой15 и нижним основанием 16 расположены дваверхних опорных рельса 17 и валковая кассе.та 18,Устройство работает следующим образом,При подготовке к настройке каждому магнитоупрутому датчику при помощи клиньев 10задается предварительное начальное...
Способ измерения давления металла на валки прокатной клети

Номер патента: 177393
Опубликовано: 01.01.1966
Автор: Сокол
МПК: B21C 51/00
Метки: валки, давления, клети, металла, прокатной
...обмотки, питаемые переменным током, в цепи которых установлены приборы, регистрирующие усилия по изменешпо электрических величин в цепи обмоток. Известны различные способы измерения давления металла на валки прокатной клети с помощью магнитоупругих мессдоз, вставляемых между подушками и станинами рабочей клети прокатного стана.5Для исключения из прокатного стана магнитоупругих мессдоз предлагается в качестве магнитопровода использовать станину прокатной клети.На чертеже приведена принципиальная схе ма осуществления описываемого способа,На станину 1 в свободном месте наматывают обмотку 2, питаемую переменным током. Таким образом получают катушку с замкнутым ферромагнитным сердечником - магии топроводом, Роль магнитопровода играет...
Устройство для определения величины давления металла на валки при деформировании металла рабочими валками

Номер патента: 615981
Опубликовано: 25.07.1978
МПК: B21C 51/00
Метки: валками, валки, величины, давления, деформировании, металла, рабочими
...дана схема расположения двух валков листогибочноймашины при максимальном сближении;на Фиг.3 показано расположение отверстий на измерительной втулке.б 15981 Формула изобретения з 3876/ одписно ЦНИИПИ Тираж 108,ющей втулки, по периметру средней ок,ружности и под углом, соответствующим углу контакта эластичного покрытия с металлическим валком (фиг.3) . Втулка заключена в корпус, состоящий из двух полуколец 3 и 4. В верхнем полукольце 3 выполнено цилиндрическое отвер стие вдоль вертикальной оси, в котором размещен эластичный элемент 5. Высота г 1 эластичного элемента 5 равна толщине Ъ эластичного покрытия валка, а его рабочая поверхность вы полнена сферической с радиусом,равным радиусу валка с эластичным покрытием. Ширина Ф эластичного...
Прибор постоянного контроля давления металла на валки

Номер патента: 121426
Опубликовано: 01.01.1959
МПК: B21B 38/08
Метки: валки, давления, металла, постоянного, прибор
...наклеиваются фольговые датчики, При сжатии чувствительного элемента возникает разбаланс мостовой схемы, величина которого пропорциональна приложенной нагрузке, и в диагонали схемы появляется ток, регистрируемый на стрелочном приборе, в качестве которого исгсльзуют микроамперметр, например, типа 11-24 или МПЩПЛ со шкалой на 200 миллиампер Установку прибора на нуль осуществляют при помощи потенциометра. Питание моста подас гся от блока питания, обеспечивающего поступление выпэямленнсго тока требуемого напряжения.Для перевода шкалы микроампермегра в единицы давления металла на валки - тснны, производят тарировку мессдозы при помощи насоса, соединенного с верхней полостью корпуса 1, имеющего плунжер 3 с резиновым уплотнением, Регистрацию...
Предыдущий патент: Автомат для навивки винтовых пружин
Следующий патент: Резьбонакатная плашка
Случайный патент: Устройство углекислотного пожаротушения