Устройство электромагнитного контроля качества деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1187068
Автор: Демидов




Текст
50 55 Изобретение относится к сред-ствам неразрушающего контроля и может быть использовано для автоматического выявления дефектов в деталях сложной формы, движущихся в высокопроизводительном потоке.Целью изобретения является повышение точности и надежности контроля деталей сложной формы.На фиг. 1 показана электромеханическая блок-схема устройства на фиг. 2 - вид функции сигнала контроля при введении в деталь погружного измерительного преобразователя, на фиг. 3 - виц функции сигнала при движении детали в проходном измерительном преобразователе; на фиг. 4 - вид функции сигнала при движении детали относительно накладного измерительного преобразователя, на фиг. 5 - циклограмма работы контрольного устройства для каждого из трех измерительных преобразователей.Устройство электромагнитного контроля качества деталей содержит идентичные по структуре контрольный блок 1 и эталонный блок 2, каждый из которых включает преобразователи 3-5 различных типов, соответственно погружной, проходной и накладной, установленные в контрольном 1 и эталонном 2 блоках по ходу перемещения соответственно контролируемой 6 и эталонной 7 деталей. Каждый преобразователь включен в свой измерительный канал, содержащий генератор 8, в колебательный контур которого включен преобразователь, и соединенный с выходом преобразователя детектор 9.Выходы соответствующих измерительных каналов каждого блока попарно подключены к схемам 10 вычитания, число которых равно числу каналов каждого блока. К выходам схем 10 вычитания подключены усилители 11, а выходы последних соединены с коммутатором 12, выход которого подключен к блоку 13 сравнения. Выход последнего соединен с индикатором 14. Кроме того, в устройстве имеется блок 15 синхронизации с управляющими фотоэлементами 16, количество которых равно числу преобразователей в каждом блоке. Выход блока 15 синхронизации соединен с выходами 5 0 15 20 25 ЗО 35 40 45 коммутатора 12 и блока 13 сравнения.Устройство содержит также узел 17синхронного перемещения контролируемой 6 и эталонной 7 деталей столкателем в виде жестко соединенных параллельных штоков 18 и 19.Устройство электромагнитногоконтроля качества деталей работаетследующим образом,Перед началом процесса контроляв эталонный блок 2 в соответствиис типоразмером контролируемых деталей 6 устанавливается между погружным преобразователем 3 и проходным преобразователем 4 эталонная деталь 7. При поступлении вконтрольный блок 1 первой подлежащей контролю детали 6 и после установки ее между погружным 3 и проходным 4 преобразователями контрольного блока начинается синхронное движение обоих штоков 18 и 19с установленными на их переднемторце погружными преобразователями3, которые при своем дальнейшемдвижении входят внутрь соответственно деталей 6 и 7, производитсяконтроль их внутренней поверхностии синхронное перемещение (послеупора штоков в дно) этих деталей,Детали проходят между проходнымипреобразователями 4, которые осуществляют контроль их наружной поверхности, и при дальнейшем своемперемещении упираются наружнойповерхностью дна в накладные преобразователи 5, которые контролируют указанную поверхность.Все этапы прохождения деталями6 и 7 соответствующих преобразователей контролируются фотоэлементами 16. Расположенная на узле 17шторка при своем движении последовательно перекрывает фотоэлементы, что приводит к посылке всеновых управляющих сигналов навходы блока 15 синхронизации. На выходе детекторов 9 выделяются огибающие высокочастотных сигналов генераторов 1 , 1и 1 - за счет движения контролируемой детали относительно трех преобразователей, Г, , Г 2 и Г - за счет движения эталонной детали), соответствующие сигналы , и Г, 1 и Г , 1 и Е попарно вычи 5таются в схемах 1 О вычитания, раздельно усиливаются усилителями 11,которые не только усиливают раэностный сигнал (,, К но и сдвигают постоянный уровень до нормализованного уровня Ч,. Электронный коммутатор 12 осуществляет последовательное подключение укаэанных нормализованных сигналов к входу блока 13 сравнения по команде которого включается индикатор 14, сортирующий детали на годные и брак.Форма огибающей сигнала 1(9) возникающего при движении детали относительно погружного преобразователя, показана на фиг. 2. Участок 20 соответствует началу введения преобразователя 3 во внутренний объем детали, участок 21 сканированию преобразователя по внутреннему объему, участок 22 установке преобразователя на внут-. реннюю поверхность дна, .участки 23-25 - отклонению эталонного сигнала при наличии дефектов во внутреннем объеме детали 6. 187068 4Форма огибающей сигналаЦпри движении относительно проходного преобразователя показана нафиг. 3, где 26, 27 и 28 - участкикривой, соответствующие сигналам отторца (со стороны дна), от цилиндрической части и от торца (со стороны открытой части детали), а участки 29, 30 и 31 - виду кривой при 10 наличии дефектов на краях и цилиндрической части.Форма огибающей сигнала 1)при движении относительно накладного преобразователя показанана фиг4, где участки 32 и 33соответствуют приближению к днудетали и упаковке преобразователя на дно, а участки 34 и 35 - видукривой при наличии дефектов на 2 О наружной поверхности дна.Участок д на циклограмме(фиг. 5) соответствует допустимомуотклонению сигнала каждого из трехпреобразователей, а участок В 25 превьппению заданных пределов отклонения,.т.е. браку,1187068 г.Г г.Ю Составитель И.КесоТехред З,Палий актор И,иколай Корректор И.Эрдейи Заказ б 542/49 ж 89 Подписнта СССР тии наб.,пиал ППП "Патент", г. Ужгород, ул. Проектная,1. ир ВНИИПИ Гос по делам 113035, Моарственного комит зобретений и откр ва, Ж, Раушска
СмотретьЗаявка
3642329, 06.06.1983
ЦЕНТРАЛЬНОЕ МЕЖОТРАСЛЕВОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО РОБОТОТЕХНИКИ С ОПЫТНЫМ ПРОИЗВОДСТВОМ ИНСТИТУТА ФИЗИКИ АН ЛАТВССР
ДЕМИДОВ МИХАИЛ ВЛАДИМИРОВИЧ
МПК / Метки
МПК: G01N 27/90
Метки: качества, электромагнитного
Опубликовано: 23.10.1985
Код ссылки
<a href="https://patents.su/4-1187068-ustrojjstvo-ehlektromagnitnogo-kontrolya-kachestva-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Устройство электромагнитного контроля качества деталей</a>
Преобразователь сигнал-время

Номер патента: 443478
Опубликовано: 15.09.1974
Автор: Одиноков
МПК: H03K 13/20
Метки: сигнал-время
...второго преобразователя 9 частота ц импульсов на выходе дискриминатора 19 уменьшается, При некотором значении разностной частоты 9 срабатывает пороговая схема 20, сигнал на его выходе через блок 4 синхронизации подключает ко входу дискриминатора 19 нижнюю эталонную частоту 1;., запирает третий вентиль 10 и отпирает четвертый вентиль 13. Одновременно в блоке 2 эталонный уровень меняется с У,на УамаксДалее идет подстройка верхнего предела характеристики по интервалу - . Частота автоколебаний кольца, состоящего из блоков 9, 14, 16, 18, 8, 9 уменьшается, что и требует сравнения ее с частотой ,., где- нижняя эталонная частота. Кольцо, состоящее из блоков 9, 14, 16, 18, 8, 9, составлено из дискретных элементов, поэтому если импульс,...
Преобразователь сигнала цветностисистемы пал b сигнал цветностисистемы cekam

Номер патента: 801316
Опубликовано: 30.01.1981
Автор: Хохлов
МПК: H04N 9/42
Метки: cekam, пал, сигнал, сигнала, цветностисистемы
...поднесущей частоты, фазовращатель 8, генератор 9 управляющих импульсов полустрочной частоты,Устройство работает следующим образом.На входы блока 1 задержки и блока2 изменения Фазы поступает сигналцветиости ПАЛ, в котором фаза компоненты В на.,всех строках одинакова,а Фаза компоненты Н меняется отстроки к строке на 1800 фиг.2 а). Навыходе блока 1 задержки выделЯетсясигнал, сдвинутый на время однойстроки по отношению к входному(фиг.26). На одном из выходов блока2 изменения фазы сигнал повторяетвходной, а на втором выходе повернутотносительно него на 180 О (фиг.2 в).Так как коммутатор 3 управляетсяпрямоугольным сигналом полустрочнойчастоты от генератора 9, на входысумматора 4 поступает задержанныйсигнал. (Фиг.2 г) и прямой, фаза которого...
Нелинейные функциональные блоки, например блок перемножения или функциональный нелинейный преобразователь

Номер патента: 115979
Опубликовано: 01.01.1958
Автор: Петров
МПК: G06G 7/164
Метки: блок, блоки, например, нелинейные, нелинейный, перемножения, функциональные, функциональный
...зависимостью у = (х), апроксимирующей заданную функцию кусочно-линейным образом.Настройка схемы нелинейного преобразователя производиъся аналогично настройке такой же схемы с вакуумными диодами и обеспечивается последовательным (одна за другой) открыванием элементарных нелинейных ячеек.Схема элементарной нелинейной ячейки (фиг. 2) основана на перераспределении токови протекающих по двум диодным цепочкам, состоящим из диодов Р и Р. Точка д имеет потенциал земли и диоды Р и Р включены на одно и то же напряжение, причем, если диод Р, включен в прямом направлении (при положительном значении тока ), диод Р включается в обратном направлении. При изменении знака токадиод Р включается в обратном направлении, а диод Р в прямом...
Цифро-аналоговый преобразователь сигнала дифференциальной импульснокодовой модуляции
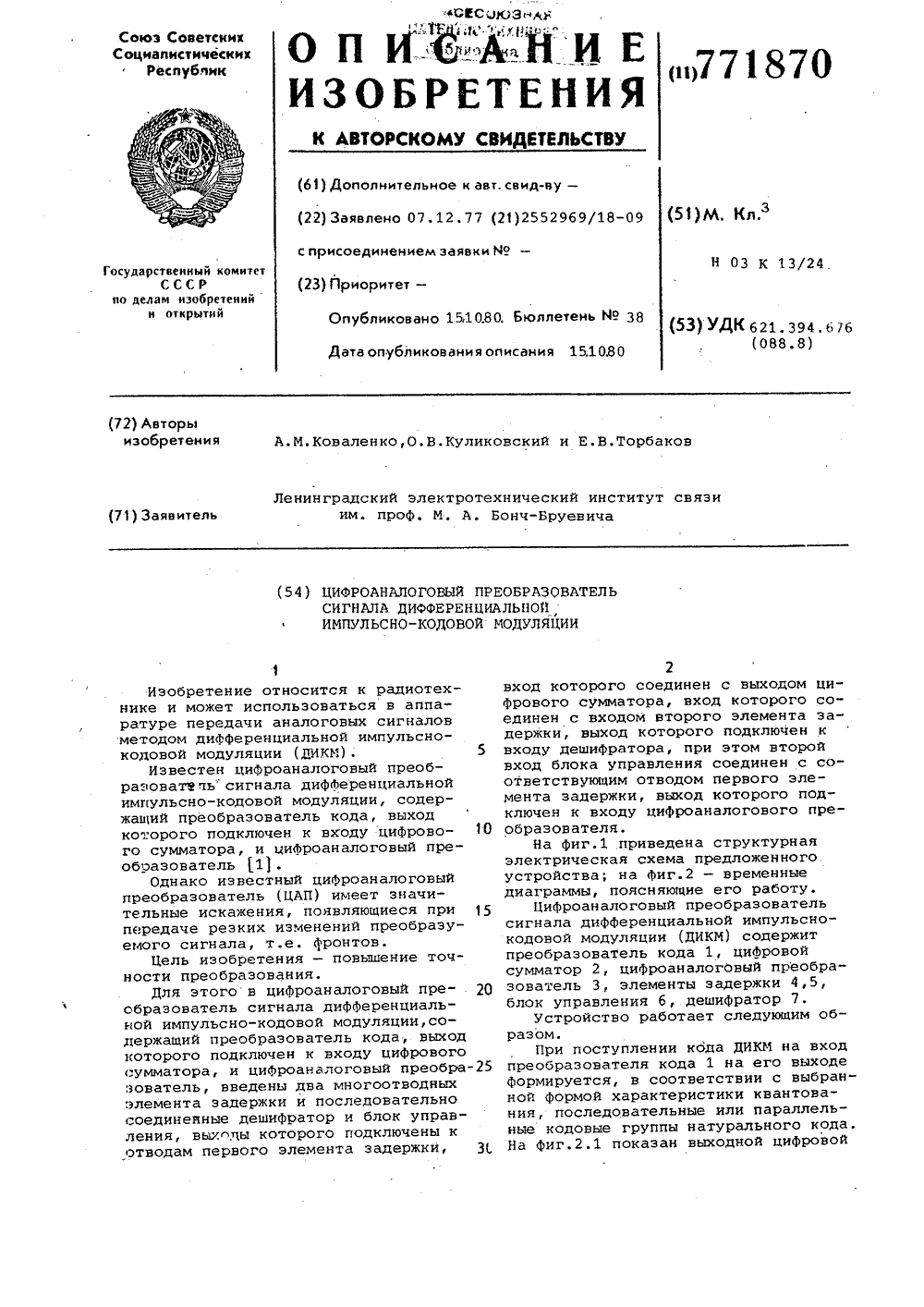
Номер патента: 771870
Опубликовано: 15.10.1980
Авторы: Коваленко, Куликовский, Торбаков
МПК: H03K 13/24
Метки: дифференциальной, импульснокодовой, модуляции, сигнала, цифро-аналоговый
...соответствует перепаду фронту в исходном аналоговом сигнале, т.е. несет информацию о крупном шаге квантования, тона выходе дешифратора 7 Формируетсясигнал управления (фиг.2,7), поступающий на вход блока управления б.Последний осуществляет замену кодо-вых групп а Ь , с , записанных вячейке "1" этого же элемента задержки. Таким образом, коррекция цифрового сигнала осуществляется стиранием в ячейках "4","3","2" элемента задержки 4 кодовых групп а,Ь , с ивведением в указанные ячейки кодовыхгрупп д, аналогичных кодовой группе,записанной в ячейке "1" элемента задержки 4Поступление последующихкодовых комбинаций е,Гна вход эле 15 мента задержки 4 приводит к продвижению в ее ячейках комбинаций и Формированию ее на выходе элемента задержки...
Преобразователь сигнала датчикаперемещения b унитарный код
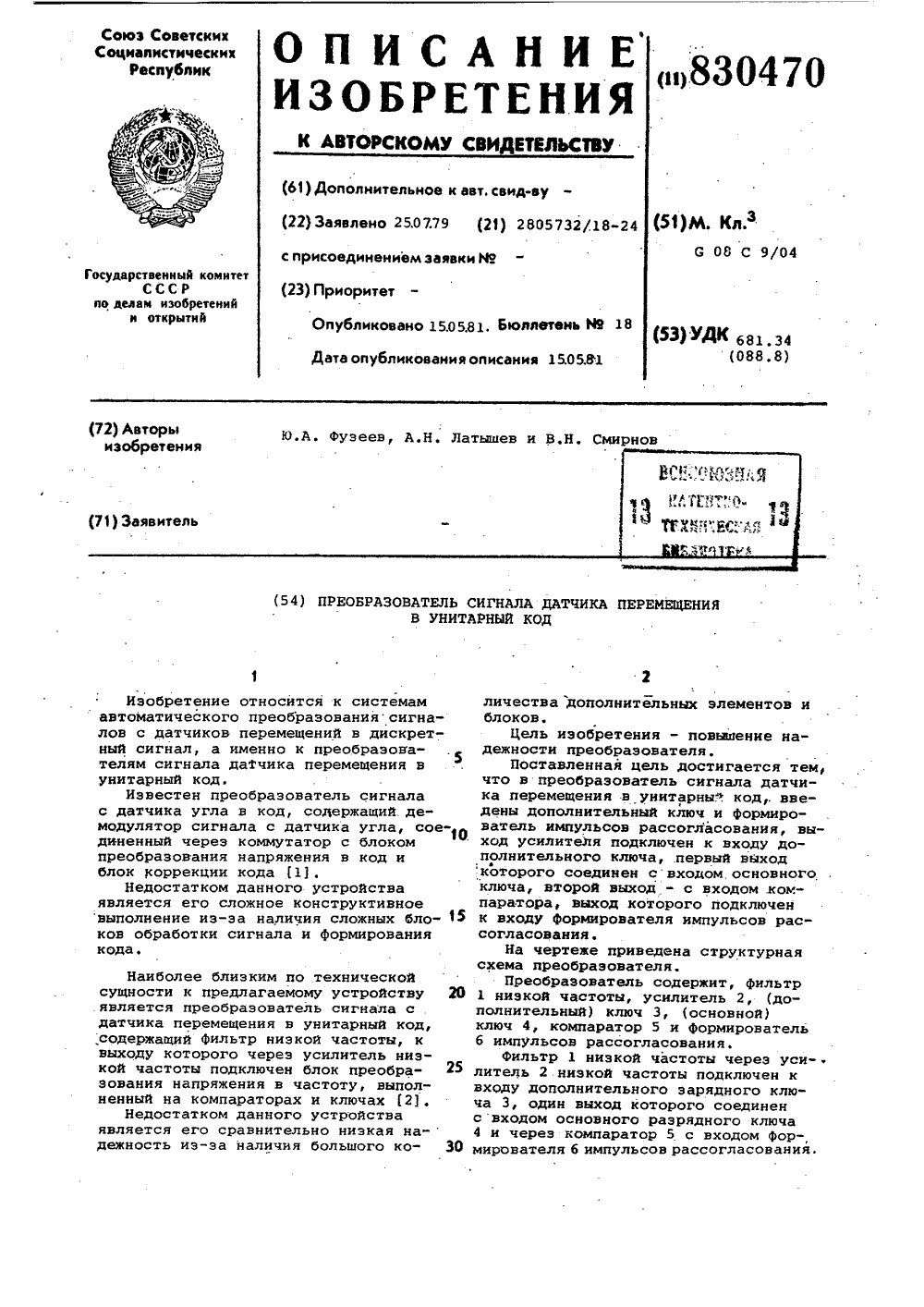
Номер патента: 830470
Опубликовано: 15.05.1981
Авторы: Латышев, Смирнов, Фузеев
МПК: G08C 9/04
Метки: датчикаперемещения, код, сигнала, унитарный
...перемещения в унитарныйсодержащий фильтр низкой частотывыходу которого через усилителькой частоты подключен блок преобзования напряжения в частоту, выненный на компараторах и ключахНедостатком данного устройствявляется его сравнительно низкаядежность из-эа наличия большого к полнительных элементов и-35, Раушская наб. Тираж НИИПИ Госуд по делам Москва, ЖПодписноеСССРий 1303 филиал ППП Патент, г. Ужгород, ул. Проектная, 4 Преобразователь работает, следующим образом.Сигнал с выхода датчика перемещения поступает на фильтр 1 низкой частоты, пропускающий первую гармонику сигнала, усиливается в усилителе2 низкой частоты и поступает на разрядный ключ 3, состоящий иэ транзистора и конденсатора. Транзисторстробируется импульсом и открываетсяв...
Предыдущий патент: Способ магнитного контроля механических характеристик сталей арматурных стержней
Следующий патент: Сканирующее устройство дефектоскопа
Случайный патент: Цифровой измеритель отношения двух напряжений постоянного тока