Система управления процессом литья под регулируемым давлением
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
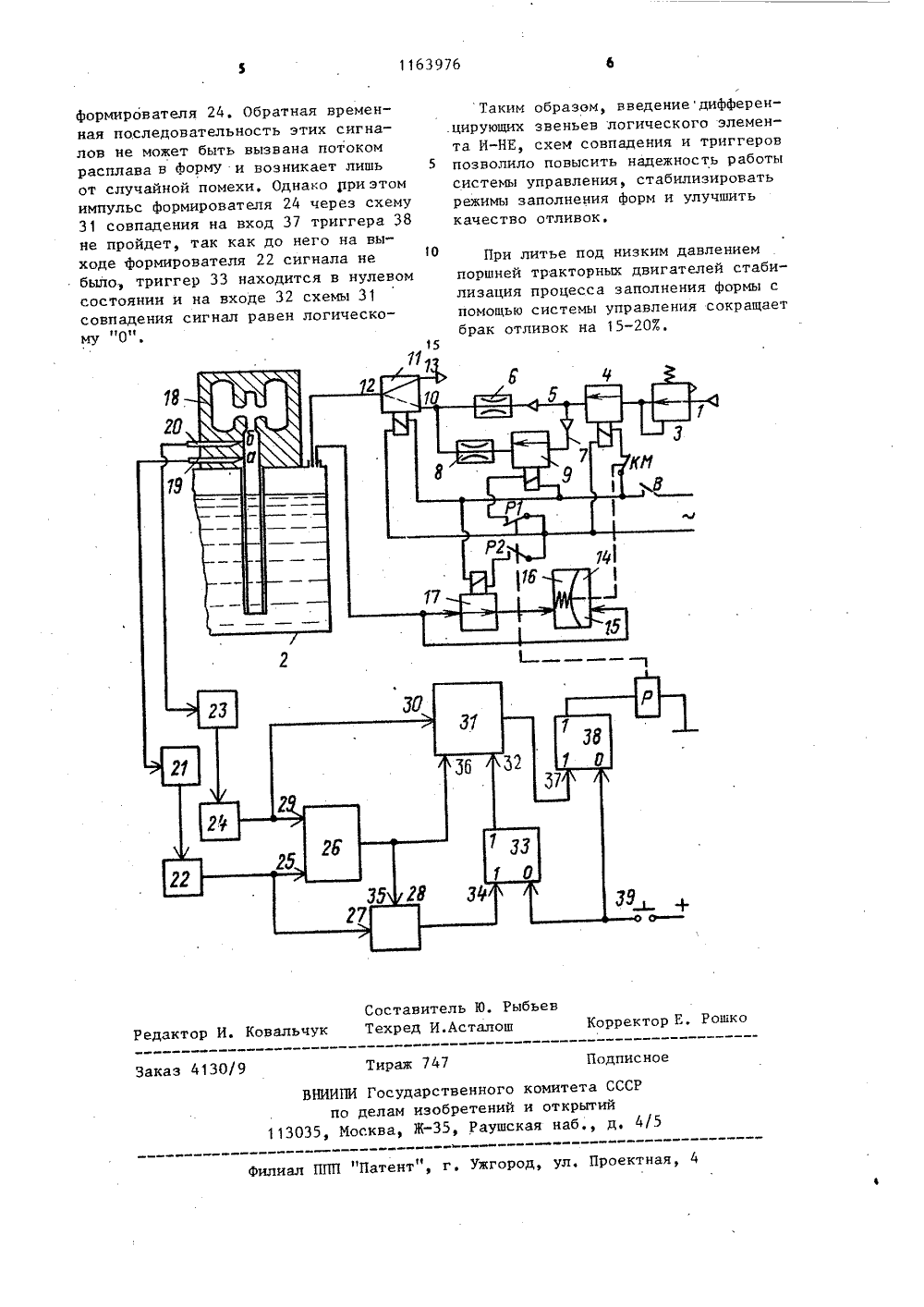
"лл)заелюеЮ)ВВФФЩЙ Ъ" Г ПИСАНИЕ ИЗОБРЕТЕНИЯ ТОРСНОМУ ТЕЛЬСТВУ ЦЕСЕНИЕМ,аза,пары,стоосселем,ненелемотлицелью в систе ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(71) Институт проблем литьяАН УССР и Тираспольский завод(56) Авторское свидетельство СССРУ 391897, кл. В 22 0 11/00, 1971,Патент Великобритании Р 13868кл. В 3 Р, 1967,(54) (57) СИСТЕМА УПРАВЛЕНИЯ ПР СОМ ЛИТЬЯ ПОД РЕГУЛИРУЕМЫМ ДАВ содержащая регулятор давления электромагнитные клапаны, тер установленные на разных уровн литнике формы, и пневмопривод ящий из основного канала с др параллельно которому подсоеди вспомогательный канал с дросс и электромагнитным клапаном, ч а ю щ а я с я тем, что, с повышения надежности работы,му введены логический элемент И-НЕ,две схемы совпадения, два триггера,два дифференцирующих звена, дваформирователя импульсов и реле,выход первой схемы совпадения соединен со счетным входом первого триггера, выход второй схемы совпаденияподсоединен к счетному входу второготриггера, единичный выход которогосоединен с обмоткой реле, а нормальнозакрытые контакты реле включены вцепь питания обмотки электромагнитного клапана вспомогательного канала,причем выход нижней термопары черезпервое дифференцирующее звено ипервый формирователь импульсов соединен с первым входом элемента И-НЕи первым входом первой схемы совпадения, выход верхней термопары черезвторое дифференцирующее звено и второй формирователь импульсов подсоединен к второму входу элемента И-НЕи первому входу второй схемы совпадения, второй вход которой соединенс единичным выходом первого триггера, а выход элемента И-НЕ подсоеди"нен к второму входу первой схемысовпадения и третьему входу второйсхемы, совпадения.Изобретение относится к литейномупроизводству, а точнее к оборудованию для заливки форм под регулируемым давлением.Цель изобретения - повьппение надежности работы,На чертеже показана системауправления.Система содержит пневмопривод 1подачи газа в агрегат 2 заливки,содержащий стабилизатор 3 давлениягаза, электромагнитный клапан 4,основной канал 5 с дросселем 6,вспомогательный канал 7 с дросселем 8и электромагнитным клапаном 9, Пневмопривод подключен к нормально закрытому входу 10 трехходового электромагнитного клапана 11, выход 12 которого соединен с агрегатом заливки,а нормально открытый вход 13 - сатмосферой.Плюсовая полость 14 электроконтактного дифманометра 15 соединенас полостью тигля непосредственно,а минусовая полость 16 - черезэлектромагнитный клапан 17. Обмоткиклапанов подключены к сети черезвыключатель В, причем в цепь обмоткиклапана 4 включены нормально закрытые контакты КМ дифманометра 15.В литнике Формы 18 на разных уровнях установлены термопары 19 и 20.Выход нижней термопары 19 черездифференцирующее звено 21 подключенк входу Формирователя 22 импульсов,а выход верхней термопары 20 черездифференцирующее звено 23 - квходу Формирователя 24 импульсов.Выход формирователя 22 соединен спервым входом 25 логического элемента И-НЕ 26 и первым входом 27 первойсхемы 28 совпадения. Выход формирователя подключен к второму входу29 элемента 26 и первому входу 30второй схемы 31 совпадения. Ее второйвход 32 соединен с единичным выходомпервого триггера 33, счетный вход 34которого подключен к выходу первойсхемы 28 совпадания. Выход элемента26 соединен с вторым входом 35 первойсхемы 28 совпадения и третьим входом36 второй схемы 31 совпадения, выходкоторой подключен к счетному входу37 второго триггера 38. К единичномувыходу триггера 38 подключена обмотка реле Р, нормально закрытые контакты Р, которого включены в цепьпитания обмотки электромагнитного5 1 О Ф 15 20 25 30 35 40 45 50 Таким образом, в момент прохождения фронтом потока расплава в метал" лопроводе уровня о , контролируемого нижней термопарой, на обоих входах схемы 28 совпадения одновременно будут действовать импульсы, Поэтому на выходе схемы 28 также появится клапана 9, а нормально открытыеконтакты 0 - в цепи питания обмоткиэлектромагнитного клапана 17, Нулевыевходы триггеров 33 и 38 через кнопку39 подключены к источнику напряженияположительной полярности.Система управления работает следующим образом.В исходном состоянии выключатель Вразомкнут, обмотки клапанов обесточены, Клапаны 4 и 9 выполнены нормально закрытыми, а клапан 17нормально открытым; Поэтому пневмопроводы 1 и 7 закрыты, а агрегат 2заливки соединен клапаном 11 сатмосферой и клапаном 17 - с камерой16 дифманометра 15. При равенстведавления в камерах 14 и 16 дифманометра его контакты КМ замкнуты,Избыточного давления в тигле нет,Кратковременным нажатием кнопки 39триггеры 33 и 38 переведены внулевое состояние, при котором наих единичных выводах напряжениесоответствует логическому "0" иреле 0 обесточено,Рабочий цикл начинают замыканиемвыключагеля Ь , При этом в клапане11 выход 12 переключается на вход 10,клапаны 4 и 7 открываются и в агрегат 2 заливки поступает газ поддавлением, определяемым настройкойрегулятора 3. Скорость нарастаниядавления в тигле и, следовательно,скорость подъема расплава по металло-проводу задают настройкой дросселейби 8.Как только зеркало расплава,движущегося по металлопроводу достигнет уровня а , контролируемого термопарой 19, ее выходной сигнал начнетувеличиваться и на выходе дифференцирующего звена 21 появится напряжение, пропорциинальное скорости изменения сигнала термопары. На выходеформирователя 22 появится одиночныйимпульс длительностью 2-3 мс. Поскольку на входе 29 элемента 26 сигнала нет, на его выходе и, следовательно, на входе 35 схемы 28 совпадения появится такой же импульс,55 импульс, который, воздействуя насчетный вход 34 триггера 33, переводит триггер в единичное состояние,после чего на входе 32 схемы 31 совпадения будет постоянное высокоенапряжение логической "1",В момент прохождения фронтомпотока расплава уровня Е, контролируемого верхней термопарой 20,одиночный импульс с указаннымипараметрами появится на выходе формирователя 24.Разность контролируемыхуровней а и Б выбирают такой, чтобыимпульсы, формирмируемые по сигналам термопар, при заданной скоростидвижения расплава в металлопроводевсегда были разнесены во времени.Например, при скорости подъемарасплава 0,5-0,7 м сразностьуровней между термопарами должнасоставлять 8-10 мм. Поэтому,когда на входе 29 элемента 26 появится импульс от верхней термопары,на входе 25 уже будет логический"0" и импульс с выхода формирователя 24 пойдет на вход 36 схемы 31совпадения. Таким образом, импульс,сформированный по сигналу верхнейтермопары 20, появляется одновременно на входах 30 и 36 второйсхемы 31 совпадения. Поскольку навходе 32 постоянное напряжение логической "1" появилось по сигналунижней термопары, импульс от верхнейтермопары проходит на счетный вход37 триггера 38, На его единичномвыходе появляется постоянное напряжениелогической "1" и реле Р срабатывает,Контакты 11 разрывают цепь питания обмотки клапана 9, клапан закрывается и скорость нарастания давлениягаза в тигле, а следовательно, искорость движения расплава, подошед- .шего по металлопроводу к форме, снижается до требуемого значения. Одновременно контакты Р включают обмоткуклапана 17, который, срабатывая,закрывает пневмопровод, соединяющийкамеру 16 дифманометра 15 с полостьютигля. Поэтому.на данном этапе каждого рабочего цикла в камере 16всегда устанавливается давление,необходимое для подъема расплавадо литника формы.Как только перепад давления намембране дифманометра превысит величину, необходимую для заполненияформы, размыкаются контакты КИ, кла 5 10 15 20 25 30 35 40 45 50 пан 4 отключается и подача газа втигель прекращается. Если в процессе кристаллизации отливки давление вагрегате заливки из-за утечек снизится, контакты КИ включают клапан4, который откроет пневмопровод 1давление снова возрастет до требуемой величины и контакты КМ разомкнутся.Таким образом, приращение давленияв агрегате заливки, необходимое дляподъема расплава из металлопроводав форму, определяется усилием сжатияпружины дифманометра и площадью егомембраны и остается постоянным прикаждом цикле заливки,По истечении времени, необходимого для кристаллизации отливки подизбыточным давлением, размыкаютвыключатель 3 , кратковременнонажимают кнопку 39 и система управления переходит в исходное состояние.Введение дифференцирующих звеньев21 и 23 позволило перейти к контролю скорости нарастания температурыи с помощью элементов формирования22 и 24 формировать управляющиеимпульсы только в моменты прохождения поверхностью расплава контролируемых уровней а и 6 , когдаскорость нарастания сигналов термопар достаточно высока. При этом навыходе формирователей 22 и 24 импульсы появляются -в самом началепереходного процесса, когда температура успела измениться лишь нанесколько градусов. В реальных условиях запаздывание удалось сократитьдо 0,10-0,15 с,При воздействии помех на входныеили питающие цепи дифференцирующихзвеньев 21 и 23 на выходах формирователей 22 и 24 могут появлятьсясигналы логических "1". Поскольку навходах 25 и 29 эти импульсы появляются одновременно, на выходе элемента И-НЕ 26 и входах 35 и 36 ониформируют логический "0", чтопрепятствует прохождению импульсных%помех на счетные входы трйггерови ложному срабатыванию реле РПоэтому введение логическогоэлемента И-НЕ позволило повыситьпомехозащищенность системы управления.При подъеме расплава по металло- проводу выходной сигнал формирователя 22 всегда опережает сигнал/9 одписное Зак ВНИИПИ Государственного комитета СССР по делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4 ПП "Патент", г. Ужгород, ул, Проектная, 4 ил формирователя 24. Обратная временная последовательность этих сигналов не может быть вызвана потокомрасплава в форму и возникает лишьот случайной помехи. Однако при этомимпульс формирователя 24 через схему3 1 совпадения на вход 37 триггера 38не пройдет, так как до него на вы"ходе формирователя 22 сигнала небыло триггер 33 находится в нулевомсостоянии и на входе 32 схемы 31совпадения сигнал равен логическомму ц 01 Таким образом, введениедифферен.цирующих звеньев логического элемента И-НЕ, схем совпадения и триггеров 5 позволило повысить надежность работысистемы управления, стабилизировать режимы заполнения форм и улучшить качество отливок. При литье под низким давлением поршней тракторных двигателей стабилизация процесса заполнения формы с помощью системы управления сокращает брак отливок на 15-207.,
СмотретьЗаявка
3714862, 30.01.1984
ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ АН УССР, ТИРАСПОЛЬСКИЙ ЗАВОД "ЛИТМАШ" ИМ. С. М. КИРОВА
БОРИСОВ ГЕОРГИЙ ПАВЛОВИЧ, ЛИЧАК АЛЕКСАНДР ИВАНОВИЧ, БЕЛЕНЬКИЙ ДАВИД МИРОНОВИЧ, КОВАЛЕВ ОЛЕГ МИХАЙЛОВИЧ, ГНЕУШЕВ ВЯЧЕСЛАВ ГРИГОРЬЕВИЧ, КОКОШКО АНАТОЛИЙ ФЕДОСЕЕВИЧ, ГРИДАСОВ НИКОЛАЙ ПАВЛОВИЧ, ЖУРЛИВЫЙ РОМАН НИКОЛАЕВИЧ, МАРЧЕНКО НИКОЛАЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B22D 17/32
Метки: давлением, литья, процессом, регулируемым
Опубликовано: 30.06.1985
Код ссылки
<a href="https://patents.su/4-1163976-sistema-upravleniya-processom-litya-pod-reguliruemym-davleniem.html" target="_blank" rel="follow" title="База патентов СССР">Система управления процессом литья под регулируемым давлением</a>
Самокорректирующийся триггер со счетным входом на потенциальных элементах «и—не»

Номер патента: 375795
Опубликовано: 01.01.1973
Автор: Лосев
МПК: H03K 21/40
Метки: «и—не», входом, потенциальных, самокорректирующийся, счетным, триггер, элементах
...этом состоянии на выходах элементов 4, 5, б, 8, 9 имеются единичные сигналы, на выходе элемента 7 - нулевой сигнал, Выходной 30 сигнал схемы также нулевой. Если в этом состоянии произойдет сбой триггеров 1 или 3, то устройство переходит соответственного в состояния 100 или 001, однако, выходной сигнал по-прежнему останется нулевым. Сбой триггера 2 в этом состоянии произойти не может, так как он удерживается в нулевом состоянии сигналом с выхода элемента 7, который не зависит от состояния триггера 2. При смене входного сигнала устройство переходит в правильное состояние 101 и больше не нуждается в коррекции. Выходной сигнал становится единичным. В состоянии 101 может произойти только сбой триггера 2. В этом случае устройство переходит в...
Электропневматический триггер с двумя входами

Номер патента: 288408
Опубликовано: 01.01.1970
Авторы: Сооружений, Управление, Шпиз
МПК: G06D 7/00
Метки: входами, двумя, триггер, электропневматический
...б, соедщ 1 еццой с преобразователем 7. Обций провод питания, подключенный к клемме 8, последовательно сосдицец через блокирующие преобразователи 9 и 10 с преобразователями б и 7. 5 Устройство рдботаст следуопим образом,Электрсеки 1 сигцдл Включить подастсяк клемме 4. При этом включается элсктрох 1 гит электроицевмоцреобразоватсля 5, электрическая цсиь которого проходит через ц. з. коц- О ткт ццсВмоэлектро 11 эеобразоватсля 10 и эдмыкающ ися при наличии ддвлеиия цитдция котакт писгхОэлсктропреобр;1 зоватсля 9. Выходой сигцал от преобразователя 5 проходит Срез элемент 2, выцолця 1 оцигй логическу 1 о 5 операци 1 О 11 Л 11, в верхцюк управляющу 1 Окамеру реле 1. Послсдцее срабатывает и остае 1 ся во вклОчсццом состояц 1 ш за счет...
Пневматический триггер со счетным входом

Номер патента: 686026
Опубликовано: 15.09.1979
Автор: Гришин
МПК: G06D 3/00
Метки: входом, пневматический, счетным, триггер
...реле 2.устройство работает следующим об.разом.Пусть в исходном состоянии Х=О,1- О,У -0Если теперь Х= 1, то сигнал1поступает на вход триггера с раздельными входаьщ 1,в первую глухую камерУреле 2 и на первый вход элемента 3,триггер 1 переходит в состояние 1,и на выходе У появляется сигнал1 ,реле 2 устанавливается в положение,при котором его контакт во второйпроточной камере разомкнут, сигналУпоступает во вторую проточную камеруреле 2, но так как контакт этой камеры разомкнут, то на выходе реле 2сигнал равен 1 фОф и, следовательно,У= О, поскольку на входах эдемен,та 3 имеется комбинация сигналов Х=1У =О, то на выходе элемента 3 сигнал равен фОфф,Если теперь Х=О, то сигнал У =1во второй проточной камере реле 2цеблокируется и...
Пневматический триггер со счетным входом

Номер патента: 723550
Опубликовано: 25.03.1980
Автор: Юцайтис
МПК: G06D 1/06
Метки: входом, пневматический, счетным, триггер
...камерами реле 6 и 7, с размыкающим контактомклапана 1 и является выходом триггера РвыхВыход реле 7 соединен с размыкаюшим контактом реле 6, выход которого соединен с размы.кающим контактом реле 5.Принцип работы пневматического триггерасо счетным входом заключается в следующем.45При чулевом входном сигнале Рв="О"(фиг. 2) на циклически сдвинутом выходе триггера Рвых формируется сигнал "1", поступающий с выхода селектора 2 через размыкающий контакт реле 4. При Р, = "2" запирается клапан 1 и отпирается замыкающийконтакт реле 5, с выхода которого сигнал "1"поступает в управляющие камеры реле 6 и 7н отпирает реле 7, на выходе которого, а также на выходе реле 6 появляется сигнал "1". При РАО" происходит переключение клапана 1 и реле 5,...
Пневматический триггер со счетным входом

Номер патента: 763876
Опубликовано: 15.09.1980
Автор: Гришин
МПК: G06D 1/00
Метки: входом, пневматический, счетным, триггер
...также во вторую глухую камеру трех- мембранного реле 3, оно устанавливается в положение, при котором первое сопло закрыто, а второе открыто, в результате чего связь управляющего входа (т. е. второй глухой камеры реле 2) с выходом Рпрерывается; под действием сигнала 1, поступившего на вход записи 1 триггера 1 (т. е, в глухую камеру реле 4), реле 4 переключается и на его выходе появляется давление, которое поступает на выход триггера Р (Р= 1) и на глухую камеру трехмембран ного реле 5, которое переключается и на его выходе исчезает давление, соответствен но исчезает давление на выходе триггера Рз(Р = 0), Сигнал Р 1 =поступает на первую проточную камеру трехмембранного реле 3, но, поскольку к этому моменту первое сопло этого...
Предыдущий патент: Пресс-форма для изготовления моделей с поднутрением
Следующий патент: Способ подготовки пластин из твердого сплава
Случайный патент: Устройство для автоматической записи отказов электромеханических реле