Вставка для модифицирования чугуна в литейной форме
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
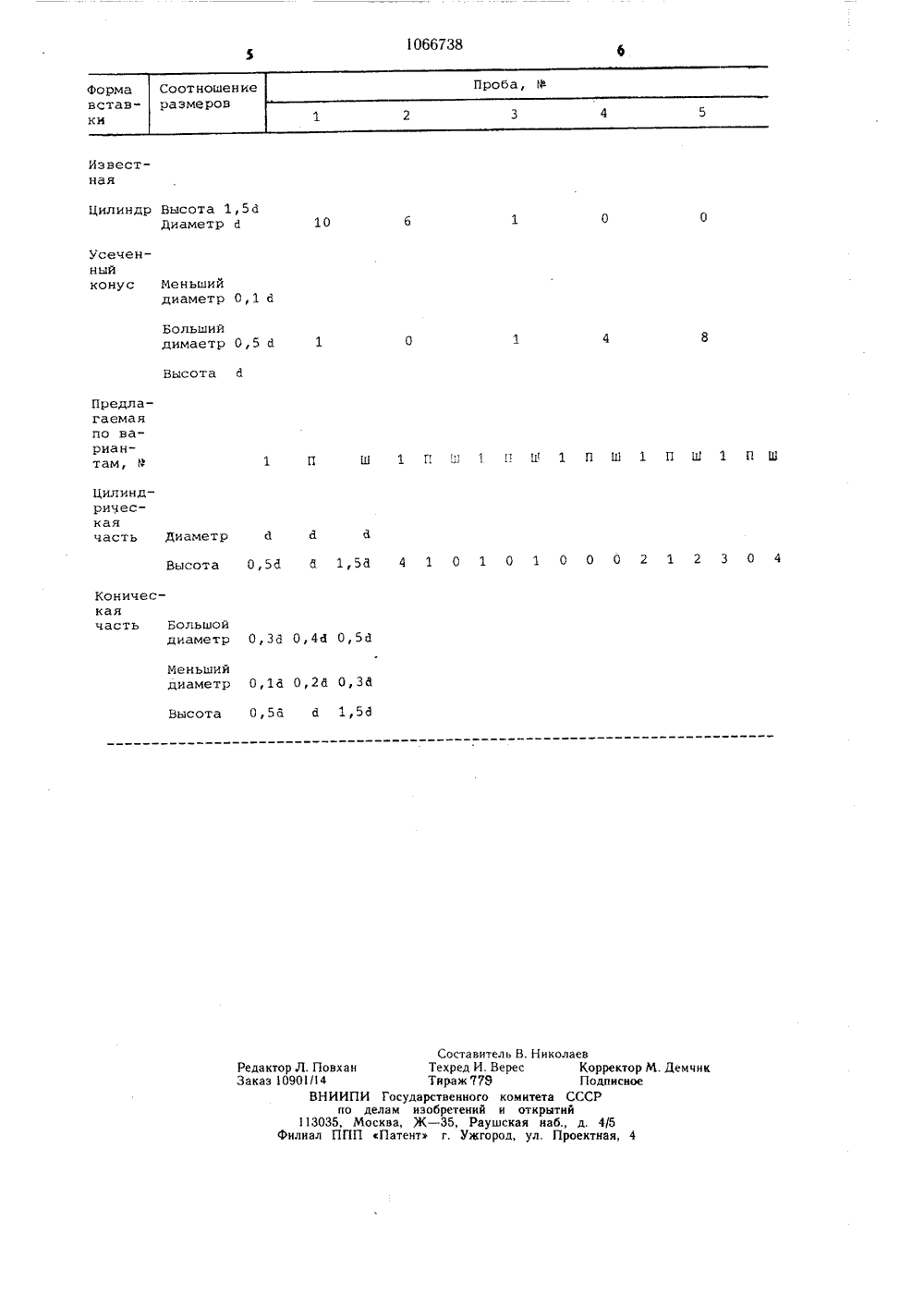
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН у 5 в В 22 Р 2720; С 21 С 110 ОПИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 25. ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(71) Белорусский ордена Трудового Красного Знамени политехнический институт и Минский тракторный завод(56) 1. Патент ФРГ2425122,кл. С 21 С 1/1 О, 1976.2. Модифицирование в форме серого ивысокопрочного чугунов. ЭИ ТОЛП, 1976,46, с. 23-25. БО 1066738 А(54) (57) ВСТАВКА ДЛЯ МОЛИФИЦИРОВАНИЯ ЧУГУНА В ЛИТЕЙНОЙ ФОРМЕ, выполненная в виде цилиндра из графитпзнрующих элементов, от.1 ичающияся тем, что, с целью уменьшения кромочного отбела в отливках путем повышения равномерности растворения графитизируюц 1 их элементов призаливке; она в верхней части выполнена в виде усеченного конуса, обращенного вверх меньшим основанием, причем высота цилиндра составляет (0,5-1,5)д, диаметры большего и меньшего оснований усеченого конуса равны соответственно (0,3-0,5) 4 и (0,-0,3) д, а его высота (0,5-1,5) с(, где д - . диаметр цилиндра.Изобретение относится к литейному производству, а именно к внутриформнцому модифицированию чугуна, обеспечивдюп 1 му эффективное графитизирующее лействие, и может быть использовано при массовом про.изволстве разностенных маПицостроительных отливок на автоматических формовочных линиях., Известна- присадка лля осуществления внутриформенного молифицировация, уста.навливаемая в литниковом ходе, выполнен-. 10 ная в виде брикета из цилиндрических лис. ков, контактирующая по всей поверхности с расплавом, протекающим по специальным каналам, выполненным в литниковом ходе 111.Известно устройство характеризуется повышенным расходом металла нд литниковую систему и недостаточным модифицировацием первых порций металла.Наиболее близким по технической сущности и достигаемому результату к изобретению являются модифинируюецие вставки, выполненные в зависимости от метгллоемкОсти литЙнОЙ формы В еиде усеченцоГО конуса, усеце)НОЙ пирамиды, или цилиндра которые запрессовываются в форму ца 1/3 их высоты 12. 25Недостатком известной вставки является невозможность равномерного модифи- нирования отливок с массой менее 10 кг.Применецие в известной присадке гряфитизируюних модификаторов позволяет снизить величин Отделя В ОтлиВках сечением свы;е 5 мм, однако при этом не ликвилигуется кромочцый отбел, резко ухулпающий обрабдть:ваемость отливок на автоматических линиях.Целью изобретения является лле(ьеРНИР3. кромочного отбела в оливках за счет по.вышения равномерности растворения присадки в ропессе заливки форм.Указанная цсль достигдстся тем, что вставка для (одифицировяция чугуна в литейной форме, вьшолнеццдя в виде цилиндра 40 из графитизируеощих элементов, В верхней части выполнена в виде усеченного конуса, обращенного ввер; меньшим основанием, причем высота цилиндра сос гавляет (0,5- 1,5)(1, диаметры большего и меньшего ос.нований усеченного конуса равны соответ- ственно (0,3-0,5)Г 1 и (0,1-0,3)а, а его высота- (0,5-1,5) с 1, где (1диаметр цилиндра.На чертеже изображена литейная форма с установленной вставкой для молифинирования чугуна в литейной форм.50В углублении 1 под стояком 2 устанавливают вставку, верхняя часть 3 которой выполнена в виде усеченного конуса, а нижняя часть 4 и 5 -- в виде цилинлрд. Вставка из модифицируоп,Ри п).)исядки лсГдыдвли.вается непосредственно пол стояком с заглублением цилицлрицской чдсти 5 цд 1/2 ВысОты еилиндриче(кОЙ це)сти. 1 я 10 лер.ность ряствоения Встав(и в Процессе 31 ЛИВКИ ДТЕц(Т(51 зд (1(. ОП Р(1;РЦ НОЙ (РОР. мы. и Гим 1 лц 1 я фрмд Ириса,1 ки, изОтав. ливамой мст(лом литья в кокил, опрсле. ляется эк( п(римецтдльцо.,ея обработки первых порций мтдллд слукит верхняя коничская часть. 110 мере грогревд присадки цдциц;)ет(я растворение и план;ение нижней цилицлрццской части. Все рдзмерыприсдлки лля удобства Отцсены к диаметру 11 цилицлриц(.ской цижц(й части.(.ОотонНР размеров или цдрической части (выта 0,5-1,5)(1 обусловлно цеоб ходимостью равномерно о модифицировд. ния пг)слелцих порций металла. Размеры всрхцей конической чдсти (высо;а 0,5-1,5)(1, больший лидмстр 0,3-0,54 и мецыпий диаметр 0,1-03(1), позволяет эффективно и Оыстпо мГ)лифиццрОвять переЗые порции рдс. плавд. 1)олучеццая форма вставки обеспечивает Кобхолимое бысгрое ц равномерное распзорение присадки состава, вес./,:К рел ц и Й 5,0-22,0 Железо 3,0-10,0 Р,М нсрпеной группы 10,0/(4 ац и и 0- З,0Л,юл(ициЙ Остал ьцо Вел ичид приЯлки, ВводимОЙ в .ит(.Й- ную форму, устацавпивдтся экспримцтально. лЕеццезначение 0,003"/о применяется для относительно мягких цугуш)в с высоким и ср(лнцм углеродным эквцвдлецто( (0,8 Сз 1) Верхний предел (0.2/( позВол 5 Рт у( тра ни Гь крОмоч цьЙ ОТО;11 (лиц. ках с ГРОДИл эквивдлРцтом ,э 0,8) .Ввод присадки в чуглн при расположении ее непоср(лствецно под стояком позволяет за счет плра вл ицеского улара и турбул издции потока рзствОрить ПРПВыми пор(Н 5)ми расплава топкуО верхцкно коцицескую:(асть. Заглублеие нижней нилин,Ерицской части и полуформы нд12 высоты Обспецивае ее достаточно медленцый прогрев и рдст. ворецис послслцимц порциями расплава.Такая установка позволяет такжудержать присадку цод стояком в процесс здполнеция формы рдсплдвом.Пример. Ввиду сложности .и р(гкания термолинамицеских процессов при рдл во. рении компактных вставок в Объел(е металла магематицеский расчет данного процесса явля(.тся н(:ВОЗМОжным, поэтомвьО(1 формы и размеров вставки оппеле,як)тся эксп- римецтдльцо. Практически была проверена растворимость компдктньх вставок в форме цилицдря с разным соотщиРН Рм лиаме"; - ра к высоте усеченного конуса 1 комбинированной формы, т.е. соетд;:,ия нилицлрд с усеченным конусом. Г)уцпи П.ултчт 1 были в последнем случае. Экспери)1 нте)Г нсе опробование производится ( помонью специальной литейной формы, рдсИложе( и О Й и Ол Гл 0 м к ГО Р ц 3 О и т У и Г О:1 в( л 51 кнР и четко разделить расплав цд огл(ль ыпорции ПО меР заполнеци 51 формы и вздп(1(л(1. ствия с присадкой.Плавка чугуна осуществляется н индукционной печи емкостьк 40 кг. В качестве шихты применяется возврат заграноццой планки. Металл заливают в специальные формы, расположенные под утлом к горизонту. Поток металла разделяется н форме по каналам и по мере заливки формы заполняет последовательно рял клиновых проб на от. бел и накопители чугуна. Всего в форме устанавливается пять клиновых проб на отбел.Металл в индукционной печи нагревают до 1380 С и заливают в рдзливочный ковш. Затем металл при температуре 1340 заливают в формы указанного состава. Выплавку присалок осуществляют в ин дукционной печи из чистых материалов (алюминий, магний) и ферросплавов (кремния, РЗМ), которые заливаются в специальную форму, имеющую цилиндрическую и коническую части. Предлагаемую присадку в количестве 0,1 /о от металл оем кости формыо20 вволят в специальное углубление в нижней полуформе под стояком на 1/2 высоты ее цилиндрической части.В таблице приведены испытанные формы вставок (известная-цилиндр и конус, и пред ложенная, включающая цилиндрическую я коцусные части при различном соотношении размеров), За базовый размер принят диаметр цилинлрической части д. Размеры присалок растцитывдются исхоля из их веса, равного 0,1 веса расплава, заливаемого в 30 форму.Присадка предлагаемой конструкции испытывается при трех нариантдх соотношений размеров цилиндрической и конической частей, а именно с высотой пилинлрической части (0,5-1,5)с), большим диаметром кони- .З 5 цеской части (0,3-0,5)с и т.л.В таблице приведены данные цо отбелу в пробах 1-5 (лля предложенной конструкции они даны для трех вариацтон соотношений размеров).40Из таблицы видно, что если пилинлрическая вставка эффективна в конце заливки (последние 40"/, расплава, заполняющего форму, т.е. последние лве пробы), а конусная форма присадки снимает отбел первых порций расцлана в первых трех пробах, то 45 предлагаемая конструкция равномерно ра 00073 О4стноряется н процессе всей заливки, обеспечивая высокую эффективность молцфцци.рондция.ропесс растворения модификатора цметалле можно прелстднить следуюццм образом. В первый момент соприкосновения расплава с легкоплавким модификатором на поверхности модификатора образуетсятвердая корочка металла, Затем модифи.кдтор под корочкой металла расплавляется и при разрыве оболочки моментально растноряется.Таким образом растворение вставок протекает моментально, а следовательно, и процесс модифццрондция компактными встав.ками цилиндрической формы не стабилен.Дл я более постепенного растворен ия молифипирующей встднки ее разбивают в теп.ловом отношении на части. За счет того, что верхняя часть вставки имеет форму усеченного конуса и масса ее сравнительно небольшая, она быстро прогревается и вследствие гидролинамического улара расплава растворяется первыми порциями металла. Для прог(уева и растворения средней части вставки требуется большее время за счет охлаждения формой боковых поверхностей нижней пилицлрической части. Скорость растворения вставки существенно замедляется по сравцению с двумя предыдущими, и данная часть нстднки модифицирует послелние порции расплава.Как видно из данных таблицы, предложенная нстднка обеспечивает сильное гра.фитизирукипее действие, при этом в сече.ниях свыше 3-5 мм устраняется кромоцный отбел, цто эквивалентно отбелу в клине менее 1- мм. Предлагаемая вставка удобна при применении н цехах, оснащенных произ.водстненцыми формоноцными линиями.К преимуцпестндм предлагаемой вставкиотносятся также высокая эффективность и сгдбильцость действия. Использование мо.дифипирукппей вставки позволяет исклю.чцть необходимость графитизирующего отжига тонкостенных отливок, снизить трудоемкость их механической обработки отливок, применить единую шихту в цехе, выпускаюпем одновременно массивные и тонкостенные отливки. Экономический эфффект от применения предложенного изобретения свыше 50 тыс.руб. н гол.1066738 ба, В 4 Известная Цилиндр Высота 1,5 оДиаметр с 1 10 Усеченныйконус Меньшийдиаметр 0,1 а Большийдимаетр 0,5 й 1 Высота с 1 а а Высота 0,33 0,44 0,56 Меньший диаметр 0,1 а 0,2 б 0,3 а 6 1,5 д 0,5 а Высота Предлагаемаяпо вариантам, 9 Цилинд- рическаячасть Диаметр Коническаячасть Большойдиаметр 1 П Ш 1 П Ш 1 1. Ш 1 П Ш 1 П Ш 1 П Ш 0,56 б 1,56 4 1 0 1 0 1 0 0 0 2 1 2 3 0 4 Составитель В. Николаев Редактор Л. Повхан Техред И. Верес Корректор М. Демчик Заказ 10901/14 Тираж 779 Подписное ВНИИПИ Государственного комитета СССР по делам изобретенкй и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 филиал ППП Патент г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
3335912, 31.08.1981
БЕЛОРУССКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ, МИНСКИЙ ТРАКТОРНЫЙ ЗАВОД
ЛЕКАХ СЕМЕН НАУМОВИЧ, ФОНШТЕЙН НИКОЛАЙ АЛЕКСАНДРОВИЧ, РОЗУМ ВЛАДИМИР АЛЕКСАНДРОВИЧ, РУСАКОВ ИГОРЬ АЛЕКСАНДРОВИЧ, ЦЕДРИК ИГОРЬ ФИЛИППОВИЧ, НЕЦВЕТАЕВ ЮРИЙ ВАСИЛЬЕВИЧ, КЛЮТ ВЯЧЕСЛАВ РОМАНОВИЧ, ДОБРИЯН ГРИГОРИЙ АНДРЕЕВИЧ, АНДРЕЕВ ГЕОРГИЙ ФЕЛИКСОВИЧ
МПК / Метки
МПК: B22D 27/20
Метки: вставка, литейной, модифицирования, форме, чугуна
Опубликовано: 15.01.1984
Код ссылки
<a href="https://patents.su/4-1066738-vstavka-dlya-modificirovaniya-chuguna-v-litejjnojj-forme.html" target="_blank" rel="follow" title="База патентов СССР">Вставка для модифицирования чугуна в литейной форме</a>
Способ исследования растворения образцов металлов в расплавах

Номер патента: 1440608
Опубликовано: 30.11.1988
Авторы: Котельников, Мигачева, Чигенев
МПК: B22D 17/00
Метки: исследования, металлов, образцов, расплавах, растворения
...следующим образом.30Подвеску 1 (стержень круглого сечения) размещают в полом цилиндре 2, подвижно погруженном в расплав. К нижней части подвески крепят образец, В полом цилиндре поддерживают уровень расплава ниже уровня распла ва в ванне 4 путем подачи в полость цилиндра инертного газа (например, аргона) под давлением, Вращая через подвеску погруженный в ванну образец, определяют изменение крутящего момен 40 та во времени, что позволяет оценивать степень растворения образца, Понижение уровня расплава в цилиндре улучшает прогрев подвески и уменьшает теплоотвод с йоверхности рас 45 плава в цилиндре, Подача инертного газа в цилиндр под давлением также уменьшает теплоотвод с поверхности расплава в цилиндре и препятствует образованию...
Электролизер для получения металлов из расплавов солей

Номер патента: 519505
Опубликовано: 30.06.1976
Авторы: Косенко, Молостов, Оглоблин
МПК: C25C 7/00
Метки: металлов, расплавов, солей, электролизер
...по своей технической сущности 25 предлагаемому электролизеру является известный электролизер для получения металлов из расплавов солей, содержащий корпус, электролитическую ванну с размещенным в ее днище переливным патрубком металла, электролости корпуса, второй электрод установлен внутри первого, причем штуцеры для загрузки реагентов и отвода газов имеют сообщение только с полостью наружного электрода.На фиг. 1 изображен предлагаемый электролизер, разрез; на фиг. 2 - вид по стрелке А на фиг, 1.Электролизер содержит обогреваемый кор. пус 1, электролитическую ванну 2 с размещенным в ее днище переливным патрубком 3. Один электрод - анод 4 - выполнен в виде трубы, в частности из графита. Анод 4 по высоте электролизера установлен таким...
Способ литья черных металлов вакуумным всасыванием в газопроницаемую оболочковую форму

Номер патента: 1101174
Опубликовано: 30.06.1984
МПК: B22D 18/06
Метки: вакуумным, всасыванием, газопроницаемую, литья, металлов, оболочковую, форму, черных
...металла Я ,Недостаток способа состоит в том,что при использовании оболочковыхнизкотемпературных форм происходит 20быстрое их разрушение еще до затвердевания в них металла. Особенно этосказывается при литье черных металлов.Цель изобретения - повышение стой-г 5кости форм из материалов, разрушаемыхпри высоких температурах.Цель достигается тем,; что согласно способу литья черных металлов вакуумным всасыванием в гаэопроницаемуюзооболочковую форму, включающему погружение части формы открытым концом в емкость с расплавленным металлом, создание вакуума для заполнения рабочей полости формы и удаление35формы из расплава, заполнение формыосуществляют через литниковый канал,имеющий сужение шириной менее 1,9 см,а удаление формы из...
Электролизер для получения металлов из расплавов солей

Номер патента: 1556141
Опубликовано: 20.07.1995
Авторы: Булычев, Бурков, Косенко, Молостов
МПК: C25C 3/00
Метки: металлов, расплавов, солей, электролизер
ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОВ ИЗ РАСПЛАВОВ СОЛЕЙ, содержащий ванну, графитовые аноды с торцевыми глухими отверстиями с размещенными в них анододержателями, соединенными с токоподводами, отличающийся тем, что, с целью снижения себестоимости получаемого металла, соединение анода с анододержателем выполнено разъемным и с образованием зазора между ними, анододержатель выполнен со сквозным осевым каналом, заполненным штабиком легкоплавкого металла, и герметичной пробкой в верхней части.
Электрованна для травления металлов в расплавах

Номер патента: 622877
Опубликовано: 05.09.1978
Авторы: Гольдштейн, Данилевский, Купцов
МПК: C25F 7/00
Метки: металлов, расплавах, травления, электрованна
...по нери метру металлическойемкости выполнены каналы, заполненные пористой засыпкой, а устройство сигнализацииоб утечке расплава выполнено в виде двухшин, установленных в каналах,На фиг. 1 представлена конструкция ванны; нафиг, 2 - узел 1 фиг. 1; на фиг. 3 -электрическая схема цепи сигнализации.Злектрованна состоит иэ кожуха 1, футеровки 2, металлической емкости 3 для расплава, нагревательных элементов 4, устройства сигнализации 5 об утечке расплава,выполненного в виде двух электропроводящих шин 6, соединенных между собой спомощью шпилек 7, Шпильки 7 изолированы от шин кордиеритовыми изоляторами 3.Шины устанавливаются по периметру ем.кости 3 в каналах 9, частично заполненныхдиатомитовым порошком 1 О, и соединяютсяс источником 11...
Предыдущий патент: Устройство для литья с кристаллизацией под давлением
Следующий патент: Подвесное устройство для отделения слитка от изложницы
Случайный патент: Ударный механизм бурового станка