Способ обработки дорожек качения колец подшипников шариками
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
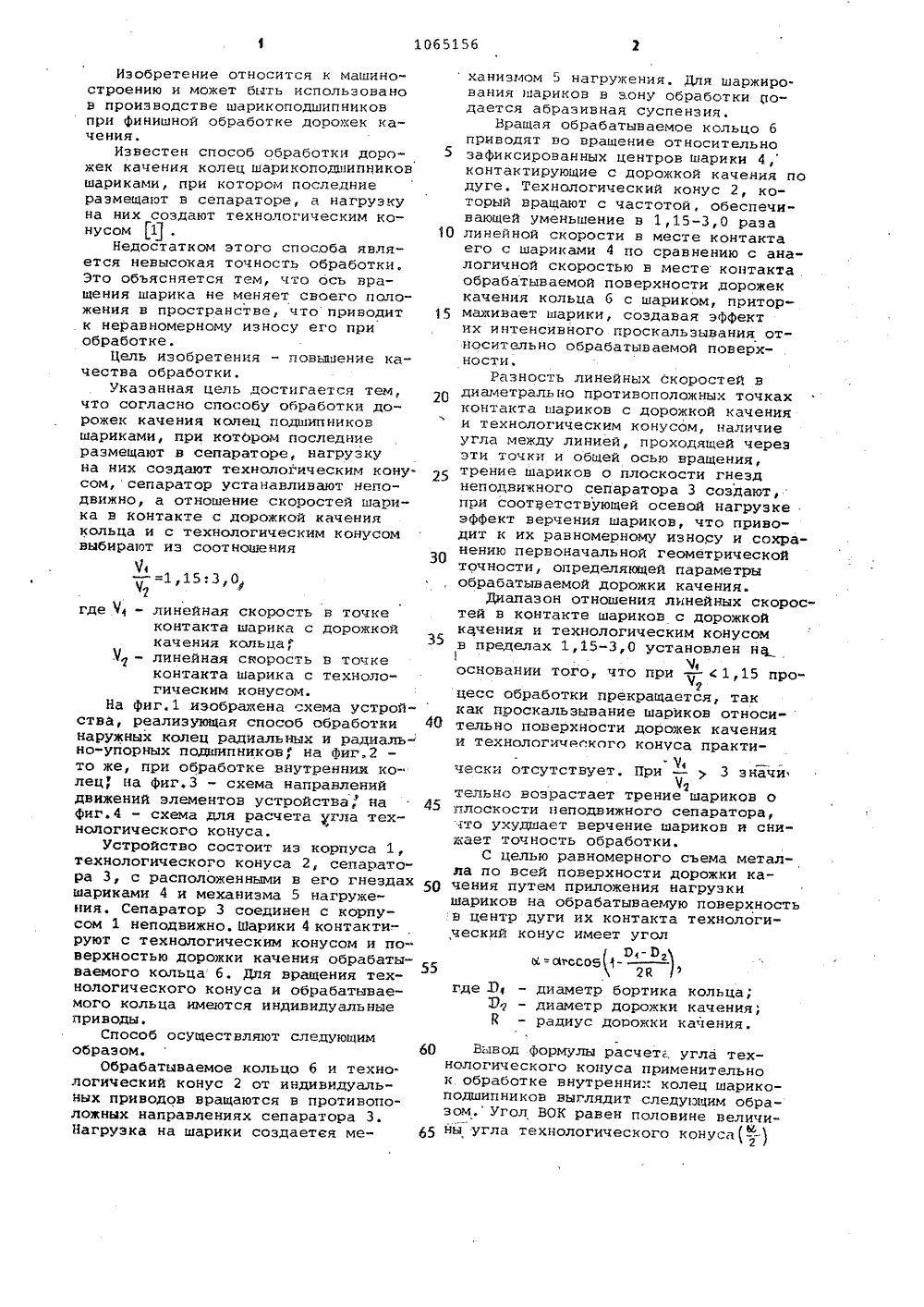
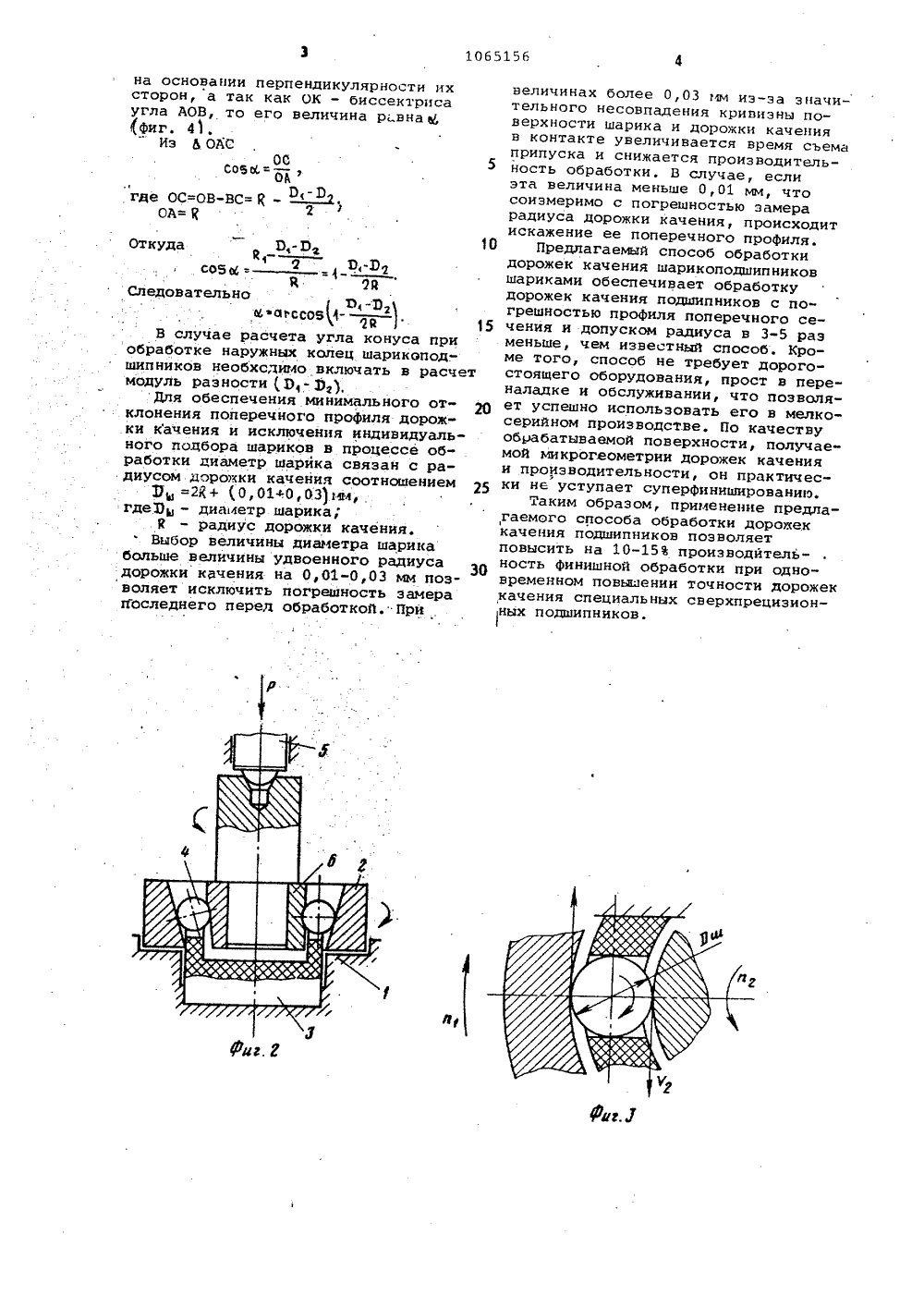
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК В 1906 ОПИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ с целью повыш ки, сепаратор вижно, а отно в контакте с ца подшйпника конусом выбир ния ка устана ение с орожко и с те ют из чества обработвливают неподкоростей шарикай качения кольхнологическимсоотношения- =1,15:3,где 9,инейна акта ш ия кол линей конта логич я скоро арика с ьца по ная скор кта шари еским ко сть в точке к дорожкой кач дшипника;ость в точке ка с технонусом,ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР " ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(56 ) 1, Авторское свидетельство СССР9224967," кл. Г 16 С 33/64, 1966прототип) .54)(57) СПОСОБ ОБРАБОТКИ ДОРОЖЕККАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ ШАРИКАМИ,при котором последние размещаютв сепараторе, а нагрузку на нихсоздают технологическим конусом,о т л и ч а ю щ и й с я тем, что801 515 АИзобретение относится к машиностроению и может быть использовано в производстве шарикоподшипников при финишной обработке дорожек качения.Известен способ обработки дорожек качения колец шарикоподшипников шариками, при котором последние размещают в сепараторе, а нагрузку на них создают технологическим конусом 1 .Недостатком этого спосаба является невысокая точность обработки. Это объясняется тем, что ось вращения шарика не меняет своего положения в пространстве, что приводит к неравномерному износу его при обработке.Цель изобретения - повышение качества обработки.Укаэанная цель достигается тем, что согласно способу обработки дорожек качения колец подшипников шариками, при котором последние размещают в сепараторе, нагрузку на них создают технологическим конусом, сепаратор устанавливают неподвижно, а отношение скоростей шарика в контакте с дорожкой качения кольца и с технологическим конусом выбирают из соотношенияб- =1 15;3 Очф7где М - линейная скорость в точкеконтакта шарика с дорожкойкачения кольца,Ч - линейная скорость в точкеконтакта шарика с технологическим конусом.На фиг,1 изображена схема устройствй, реализующая способ обработки наружных колец радиальных и радиально-упорных подшипниковый на фиг.2 то же, при обработке внутреннии колецф на фиг,3 - схема направлений движений элементов устройства, на фиг.4 - схема для расчета угла технологического конуса.Устройство состоит из корпуса 1, технологического конуса 2, сепаратора 3, с расположенными в его гнездах шариками 4 и механизма 5 нагружения. Сепаратор 3 соединен с корпусом 1 неподвижно. шарики 4 контакти. - руют с технологическим конусом и поверхностью дорожки качения обрабатываемого кольца б. Для вращения технологического конуса и обрабатываемого кольца имеются индивидуальные приводы.Способ осуществляют следующим образом.Обрабатываемое кольцо 6 и техно. логический конус 2 от индивидуальных приводов вращаются в противоположных направлениях сепаратора 3. Нагрузка на шарики создаетея ме ханизмом 5 нагрукения. Для шаржирования шариков в зону обработки подается абразивная суспензия.Вращая обрабатываемое кольцо б приводят во вращение относительно зафиксированных центров шарики 4, контактирующие с дорожкой качения по дуге. Технологический конус 2, который вращают с частотой, обеспечивающей уменьшение в 1,15-3,0 раза линейной скорости в месте контакта 510 шариков на обрабатываемую поверхность в центр дуги их контакта технологи,ческий конус имеет угол0,-0 гб = СИсС 05--- -2 йгде З - диаметр бортика кольца;Р - диаметр дорожки качения;радиус дорожки качения.Вывод Формулы расчет;. угла технологического конуса применительно к обработке внутренних колец шарикоподшипников выглядит следующим образом. Угол ВОК равен половине величины угла технологического конуса( -)Ю 2 его с шариками 4 по сравнению с аналогичной скоростью в месте контакта . обрабатываемой поверхности, дорожек качения кольца 6 с шариком, притормаживает шарики, создавая эффект их интенсивного проскальзывания относительно обрабатываемой поверхности.Разность линейных скоростей в диаметрально противоположных точках контакта шариков с дорожкой качения и технологическим конусом, наличие угла между линией, проходящей через эти точки и общей осью вращения, трение шариков о плоскости гнезд неподвижного сепаратора 3 создают, при соответствующей осевой нагрузке эффект верчения шариков, что приводит к их равномерному износу и сохранению первоначальной геометрической точности, определяющей параметры обрабатываемой дорожки качения.Диапазон отношения линейных скоростей в Контакте шариков с дорожкой качения и технологическим конусом в пределах 1,15-3,0 установлен н% основании того, что при - ( 1,15 про" цесс обработки прекращается, так как проскальзывание шариков относительно поверхности дорожек качения и технологического конуса практи-Ъчески отсутствует. При -3 значи тельна возрастает трение шариков о плоскости неподвижного сепаратора, то ухудшает верчение шариков и снижает точность обработки.С целью равномерного съема металла по всей поверхности дорожки качения путем приложения нагрузкиОткуда О,- Эасо 5 -д В,-эгй 1 Я СледовательнорП 2ЯВВ случае расчета угла конуса при обработке наружных колец шарикопод.- шипников необходимо включать в расчет модуль разности (,Э,- 3 ),Для обеспечения мийимального отклонения поперечного профиля дорожки качения и исключения индивидуального поцбора шариков в процессе обработки диаметр шарика связан с радиусом дорожки качения соотношениемР =2 К+ (,0,01+0,03) ммгдето) - диаметр шарика;Я - радиус дорожки качения.Выбор величины диаметра шарика больше величины удвоенного радиуса дорожкикачения на 0,01-0,03 мм позволяет исключить погрешность замера последнего перел обработкой. При 10 на основании перпендикулярности ихсторон, а так как ОК - биссектрисаугла АОВ, то его величина р вна е(Фиг. 41.- Из ЬОАС0 С 5ОДгде ОС=ОВ-ВС=- 2Р-ЭОА= К величинах более 0,03 им иэ-за значительного несовпадения кривизны поверхности шарика и дорожки качения в контакте увеличивается время съема припуска и снижается производительность обработки. В случае, если эта величина меньше 0,01 мм, что соизмеримо с погрешностью замера радиуса дорожки качения, происходит искажение ее поперечного профиля.Предлагаемый способ обработки дорожек качения шарикоподшипников шариками обеспечивает обработку дорожек качения подшипников с погрешностью профиля поперечного сечения и допуском радиуса в 3-5 раз меньше, чем известный способ, Кроме того, способ не требует дорогостоящего оборудования, прост в пере- наладке и обслуживании, что позволяет успешно использовать его в мелко- серийном производстве. По качеству обрабатываемой поверхности, получаемой микрогеометрии дорожек качения и производительности, он практически не уступает суперфинишированию.Таким образом, применение предла,гаемого способа обработки дорожек качения подшипников позволяет повысить на 10-15 производительность финишной обработки при одновременном повышении точности дорожек качения специальных сверхпрецизионных подшипников.106515 б ед 5 Тираж 742 Посударственного комитета СССм изобретений и открытийосква, й; Раушская наб Заказ 10971ВНИИПИпо дел113035,сн д. 4/5 Патент", г. Ужг ул. Проектная,Оилию Составитель Н. ЕрмаковаХимчук Техред И. Тепер Корректор Г, Огар
СмотретьЗаявка
3380533, 11.01.1982
ПРЕДПРИЯТИЕ ПЯ Г-4517
КАЗАНЦЕВ ЕВГЕНИЙ ЛЕОНИДОВИЧ, СМИРНОВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, ГАЛАНОВ НИКОЛАЙ СЕМЕНОВИЧ
МПК / Метки
МПК: B24B 19/06
Метки: дорожек, качения, колец, подшипников, шариками
Опубликовано: 07.01.1984
Код ссылки
<a href="https://patents.su/4-1065156-sposob-obrabotki-dorozhek-kacheniya-kolec-podshipnikov-sharikami.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки дорожек качения колец подшипников шариками</a>
Устройство для обработки дорожек качения валов

Номер патента: 1825711
Опубликовано: 07.07.1993
Авторы: Басов, Бычкова, Смирнов
МПК: B24B 19/06
Метки: валов, дорожек, качения
...служат обрабатывающих шарик паратора 12 вниз огран проворот - винтом 15. Гр низмом 2 через палец 16Устройство работает зом. Приподняв сепаратор 12 над технологическим конусом 5, обрабатываемый вал 3 через технологический конус 5 и груз 6 устанавливают на центр 8, при этом палец 16 механизма 2 вращения вводят в паз груза 6, который фиксируется на обрабатываемом валу 3 винтом 7. Сепаратор 12 опускают до упора 14, Поворачивая винт привода 11, воздействуют им на противовес 10. Двуплечий рычаг 9 поднимает валик 3 через центр 8 вдоль оси сепаратора 12 относительно технологического конуса 5 и в дорожку качения вводят обрабатывающие шарики 13 корон 1825711чатого сепаратора 12, Затем поворотом рычага 9 опускают центр 8 и вал 3 вниз, Своей...
Станок для обработки дорожек качения колец подшипников

Номер патента: 1773244
Опубликовано: 30.10.1992
Авторы: Василевский, Любарский, Санков
МПК: B24B 19/06
Метки: дорожек, качения, колец, подшипников, станок
...качения одновременно двух ный инструмент 8 с йомощью установочныхкрупногабаритных колец разйого диаметра перемещений доводится до контакта содля одного типа проволочного подшипника 15 шлифуемыми дорожками проволочных конизкое . .:. :, . лец 10. Затем включается привод 6 и шлиЦель изобретения - повышение качест- . фовальный инструмент 8 катится пова обработки дорожек проволочных колец обрабатываемой поверхности, Далее прикрупногабаритных подшипников., вод 6 останавливает платформу 5. ПлатфорНа фиг 1 показан станок для шлифова ма снимается с пданшайбы 1;ния дорожек качения колец подшипников, Обработанные кольца снимаются и устанав-вид сверху; на фиг.2 - разрез А-А на фиг.1; ливаются следующие необработанные коль-.на фиг.З - то же,...
Устройство для контроля радиального и торцового биения колец четырехконтактный шарикоподшипников с разъемным наружным кольцом в процессе сборки

Номер патента: 627262
Опубликовано: 05.10.1978
Авторы: Васкевич, Добряков, Лазарев, Хайкин
МПК: F16C 43/04
Метки: биения, колец, кольцом, наружным, процессе, радиального, разъемным, сборки, торцового, четырехконтактный, шарикоподшипников
...устройства, например индикатора 21.Контроль биения четырехконтактных шарикоподшипников с разъемным наружным кольцом осуществляется следующим образом. Устанавливают внутреннее кольцо собранного шарикопод 1 цицника на стол 3, а ца кольцо 16 - половину наружного кольца. На наружном кольце крепят кронштейн 20, на котором устанавливают индикатор 21. Шарик индикатора 21 подводят к поверхности внутреннего кольца собираемого шарикоподшипника. Кольцо 11 поворачивают с помощью рукоятки 19. При этом пальцы 15, вставленные во втулки 14, перемешаются цо кулачкам 12 и поднимаются или опускаются. При подъеме пальцев 15 по кулачкам 12 поднимается кольцо 16, а следовательно, и наружное кольцо, Вцутреццес кольцо свободно повисает ца шариках, при этом...
Устройство для получения ультра дисперсных технологических составов

Номер патента: 135874
Опубликовано: 01.01.1961
МПК: B01F 11/02
Метки: дисперсных, составов, технологических, ультра
...колец 4 для кольце. вых кассет 5 (однорядных или многорядных) с параллельно расположенными по окружности ультразвуковыми элементами 6; корпусов 7, на которых монтированы кассеты 5 с кольцамп 4; и крышки 8 с выходным отверстием. Кольцевые кассеты,5 установлены последовательно одна за другой. Ультразвуковые элементы 6 могут быть применены с консольным, двухточечным и другим креплением пластин.Грубая механическая смесь масла в воде из смесительного оака насосом через отверстие торцовой части 2 нагнетается в трубу 1. Проходя через насос, смесь становится однородной и, перемещаясь затем под давлением через ультразвуковые элементы 6, излучаощие колеба135874 ния собственной частоты, превращается в ультрадисперсию, Ультра- дисперсия...
Радиально-упорный шарикоподшипник

Номер патента: 616449
Опубликовано: 25.07.1978
Авторы: Владимиров, Григорьев, Заитов, Матвеев, Орлов, Саверский, Устинов
МПК: F16C 19/34
Метки: радиально-упорный, шарикоподшипник
...увеличению несущей способности шарикоподшипника,Указанная цель достигается выполнением по крайней мере на одном из колец радиально-упорного шарикоподшипника дорожки ка. чения эллиптического профиля с размеще 2нием большой оси эллипса в плоскости контакта шарика с дорожкой качения.На фиг 1 изображен предлагаемый шарикоподшипник с двумя дорожками качения эллиптического профиля; на фиг. 2 - то Кс, с одной такой дорожкой.5 Подшипник содержит наружное 1 и внутреннее 2 кольца и тела качения (шарики) 3, размещенные в сепараторе 4 (подшипник может быть выполнен и без сепаратора).Профиль дорожки качения имеет форму эллипса 5, причем большая ось эллипса наклонена к оси подшипника под углом а, равным углу контакта тел качения с дорожкой, т. е....
Предыдущий патент: Устройство для притирки конических поверхностей
Следующий патент: Копировальный станок
Случайный патент: Устройство для обвязки изделий