Горелка для электродуговой сварки в защитных газах
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
(19) (11) 1) В 2 фЭТ.11В 1:1"ИСАНИЕ ИЗОБРЕТЕНИ ЕЛЬСТВУ ТОРСКОМУСВЪГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(71) Опытно-конструкторское бюро Киевского научно-исследовательского института гигиены труда и профессиональных заболеваний(56) 1. Патент ГДР109545кл, 49 Ь 9/16, 12.11,4.2. Авторское свидетельство СССР по заявке3251067, кл. В 23 К 9/16, 20.02.81.3, Авторское свидетельство СССР по заявке3251066, кл. В 23 К 9/16, 20.02.81.4. Авторское свидетельство СССР по заявке3273734, кл. В 23 К 9/16, 20.02.81 (прототип) .(54) (57) 1. ГОРЕЛКА ДЛЯ ЭЛЕКТРО- ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ с отсосом газопылевыделений из зоны сварки, содержащая корпус с расположенной в нем токоподводящей трубкой и мундштуком, установленным внутри сопла дчя подачи защитного газа, охватывающую сопло отсасывающую насадку, соединенную с аспирационным каналом, трубку для подачи защитного газа и неадиабатную вихревую трубку, отличающаяся тем, что, с целью повышения срока службы горелки путем эффективного охлаждения нагревающихся элементов и повышения эффективности использования энергии сжатого защитного газа, холодный конец вихревой трубы образован соплом для подачи защитного газа, сопло вихревой трубы установлено на конце сопла для подачи защитного газа, противоположном выходному отвер стию, и соединено с трубкой для подачи защитного газа, а горячий конец вихревой трубы расположен в аспирационном канале.2. Горелка по п. 1, отличающаяся тем, что сопло для подачи защитного газа сопряжено с отсасывающей насадкой продольными ребрами.Изобретение относится к сварочному оборудованию и п(ц дцазначено для электро- дуговой сварки в среде защитных газов.Известна сварочная горелка, в которой повышение термической стойки достигает-. ся тем, что защитный газ подводится к ней под давлением 40 - 50 кгс/см. Кольцеобразное сопло подачи защитного газа выполнено с дроссельным устройством. Выходные отверстия дроссельного устройства выведены в паз, соприкасающийся со ленкой 10 мундштука. Сжатый защитцьй газ, истекая из выходных отверстий;цнссельного устройства, расширяется и охлаждается (эффект Лжоуля-Томпсона) и далее омывает наиболес теплоцагруженные дс али горелки.Недостаток известной горелки состоит в том, что энергия сжатого защитного газа используется нерационально, поскольку эффект дросселирования (эффект ЛжоуляТомпсона) характеризуется наименьшими температурным и энергетическим КПЛ по сравнению с другими известцымц охлаждающими устройствами (детацдер, вихревая труба). Кроме того, для подвода к горелке защитного газа под давлением 40 - 50 кгс/см необходимо использовать гибкие шланги, трубки и уплотнения специальной конструкции, что усложняет и удорожает конструкцию горелки. Известна также горелка для элсктродупвой сварки в защитных газах с отсосом вредных выделений из зоны сварки, содержащая корпус, в котором встроен экектор, имеющий установленное на токоподводящей трубке концентричной ей сопло для подачи рабочеп газа, а также соцло для 5 подачи защитного газа и охватывающую его насадку для отсоса вредных выделений из зоны сварки. 1 рц этом вьходцоЙ канал сопла для подачи рабочего газа образован его внутренней поверхностью и наружной поверхностьк трубки для подачи рабочего 40 газа, а трубка для подачи рабочего газа установлена снаружи токоподводящей трубки концентрично ей на радиальных ребрах. Вакуум в .аспирационной насадке создается за счет энергии рабочего (эжекти- .45 ру 1 огцего) газа, подаваемого к соплу эжектора по трубке для подачи рабочего газа. Сжатый эжектирующий газ омывает токоподводящ а трубку, отбирая часть выде, - цкщсгося тепла. На выходе сопла эжек,ора происходит расширение рабочего гаи. как с,цдствпс, резкос снижение его температуры. В результате образуется зона сильно охлажденного газа. 1 ри этом тепло- съем с токоподводящей трубки осуществляется через ребра, обеспеч и на югцие контакт токоподводящей трубки с трубкой для по,ачи защитного газа и дном сопла эжсктора. Кроме того, удаляемый загрязненный воздух и защитный газ, омывая теплонагруженцые элементы горелки, также охлаждают их 21.Так как сопло для подачи защитного газа в соответствии с требованиями техники безопасности всегда изолировано от токо- подводящей трубки, то его охлаждение в горелке обеспечивается потоком удаляемого загрязненного воздуха и защитным газом, а холодный эжектирующий поток непосредственно в теплосъеме с аспирациоцного сопла не участвует.Температура удаляемого загрязненного воздуха относительно велика и при больших сварочных токах составляет 100 в 2 С. Охлаждение сопла защитным газом в данном случае также малоэффективно, так как, во-первых, конструкция горелки не предусматривает подвода защитного газа под высоким давлением и, во-вторых, охлаждение защитного газа происходит вследствие его расширения при истечении из отверстий в труоке подвода защитного газа в сопло подачи защитного газа, Как отмечалось, температурный эффект такого охлаждения невелик и цри небольшом избыточном давлении защитного газа 0,5 - 1 кгс(см) не обеспечивает необходимой термической стойкости сопла при сварочных токах 500 А и более.Кроме того, известна горелка для дуговой сварки в среде защитных газов с отсосом выделений из зоны сварки, содержащая корпус с расположенной внутри токоведущей трубкой и эжектором, сопло которого установлено на токоподводящей трубке концентричной ей, отсасывающую насадку, охватывающую сопло для подачи защитного газа, рукоятку, а также второй эжектор, последовательно соединенный с первым, и адиабатную вихревую трубу. При этом сопло первого эжектора расположено в зоне рукоятки и его полость соединена с выходным отверстием горячего конца вихревой трубы, а сопло второго эжектора расположено на отсасываю щей насадке концентрично ей и его полость соединена с выходным отверстием холодного конца вихревой трубы. На выходе горячего конца вихревой трубы установлен ре гулируемый дроссель 3 .Охлаждение сопла для подачи защитного газа в ряде случаев недостаточно, так как осуществляется в основном отсасываемым потоком загрязненного воздуха и лишь в незначительной мере потоком защитного газа. Температура отсасываемого воздуха относительно велика, а расход запьитного газа по сравнению с объемом удаляемого воздуха мал и в конструкции горелки не предусмотрено его спиральное охлаждение.Охлаждение мундштука, являющегосянаиболее приоликенным к сварочной дуге токоведушим элементом, осуществляетсязлишь потоком защитного газа, что малоэффективно. Вследствие недостаточного охлаждения этих элементов, наиболее близко расположенных к сварочной дуге, при сварке на токах 500 А и более наблюдается их интенсивное обгорание и выход из строя. Кроме того, энергия сжатого газа используется нерационально, поскольку при истечении из газоподводящей трубки в сопло его охлаждение достигается только за счет эффекта дросселирования, который характеризуется низкими термературным и энергетическим КПД.Наиболее близкой к предлагаемой по технической сущности и достигаемому. эффекту является горелка для дуговой сварки в среде защитных газов с отсосом выделений из зоны сварки, содержащая корпус с установленной в нем токоподводящей трубкой -и мундштуком, сопло для подачи защитного газа, охватывающую сопло отсасываюшую насадку, соединенную с аспирационным каналом, а также рукоятку. Горелка снабжена вихревой трубой, на горячем конце которой установлена экранируюшая обечайка, образующая с наружной поверхностью вихревой трубы кольцевую полость для сообщения с окружающей средой, и установленным на сопле для подачи защитного газа отражателем, сопряженным.со стенкой отсасывающей насадки и образующим совместно с поверхностью токоподводящей трубки, выполненной с реб; рами, и корпусом горелки для отвода охлаждающей среды, соединенный в зоне отсасывающей насадки с выходным отверстием холодного конца вихревой трубы и в зове рукоятки с аспирационным каналом. При этом корпус горелки выполнен с полым экранирующим выступом, полость которого соединена с каналом для отвода охлаждающей среды и с кольцевой полостью для сообщения с окружающей средой, а вихревая труба закреплена в полом экранирующем выступе. Канал для отвода охлаждающей среды выполнен сужающимся в зоне рукоятки 14.Основной охлаждающей средой является сжатый газ (воздух), не участвующий в технологическом процессе сварки. Это усложняет конструкцию горелки, так как требуется дополнительный канал для его подвода к горелке, и требует дополнительных эксплуатационных затрат, связанных с получением и транспортированием сжатого воздуха. Охлаждение мундштука, являющегося наиболее приближенным к сварочной дуге токоведущим элементом, осуществляется лишь потоком защитного газа, что малоэффективно. Вследствие недостаточного охлаждения мундштука при сварке на повышенных сварочных токах происходит его интенсивное обгорание и преждевременный выход из строя. Энергия сжатого защитного газа используется нерационально, поскольку приистечении его из подводящего канала в сопло охлаждение сопла достигается только за счет эффекта дросселирования, который характеризуется низкими температурным и энергетическим КПД.Цель изобретения - повышение срокаслужбы горелки путем эффективно о охлаждения нагревающихся элементов и по вьпшснис эффективности использования энергии сжатого защитного газа.Указанная цель достигается тем, гго вгорелке для электродуговой сварки н защитных газах с отсосом газопылсвыделе- .ний из зоны сварки, содержащий корпус с 15расположенной в нем токоподводящей трубкой и мундштуком, устдновленным внутри сопла для подачи защитного газа, охватывающую сопло отсасывающую насадку, соединенную с аспирдционным каналом, трубку для подачи защитного газа и неадиабдтную вихревую трубу, холодный конец вихревой трубы образован соплом для подачи защитного газа, сопло вихревой трубы установлено на конце сопла для подачи защитного газа, противоположном его выходному отверстию, и соединен с трубкой для подачи защитного газа, а горячий конец вихревой трубы расположен в аспирационном канале.Сопло для подачи защитного газа сопря- ЗОжено с отсасываюшей насадкой продольными ребрами.На фиг. 1 показана горелка, продольный разрез, совпадающий с плоскостью разьема корпуса; на фиг. 2 - разрез А - А на фиг. 1; на фиг. 3 - разрез Б - Б на фиг. 1;35 на фиг. 4 - разрез В - В на фиг. 1.Горелка содержит разъемный корпус 1. с аспирационным каналом 2. В корпусезафиксированы токоподводящая трубка 3 с мундштуком 4 и трубка 5 для подачи защитного газа. Горелка имеет сопло 6 для 40 подачи защитного газа и отсасывающуюнасадку 7, охватывающую сопло 6 и сопряженную с ним посредством ребер 8. Мундштук 4 выполнен с ребрами 9. Внутри корпуса установлена неадиабатная вихревая 45труба, зафиксированная своим оребренным горячим концом 10 посредством ребер 1 в аспирационном канале 2, Холодный конец вихревой трубы (трубки для выхода холодного потока) образован соплом 6.На конце сопла 6, противоположном его 50 выходному отверстию, установлены диафрагма 12 и сопло 13 вихревой трубы, которые зафиксированы во втулке 14 гайкой 15.Сопловой ввод 16 вихревой трубы соединен с трубкой 5 для подачи защитного газа.55 Горелка работает следующим образом.В процессе сварки электродная проволока по токоподводящей трубке 3 и мундштуку 4 непрерывно подается в зону дуи.Внутренние слои, вращаясь в ту же сторону, движутся в осевом направлении в противоположную сторону - от заглушенного горячего конца 10 вихревой трубы к диафрагме 12. В результате вихревого процесса, происходящего в вихревой трубе, тепловая энергия от внутреннего потока передается внешнему потоку, При этом внутренний поток охлаждается, а внешний нагревается и отдает свое тепло стенкам горячего конца 10 вихревой трубы. Холодный поток защитного газа через диафрагму 12 поступает в сопло 6 для подачи защитного газа, которое по сути является холодным А-А Фиг аорректор Л. БокшаодписноеСР Составитель Г. КвартТехред И. ВересТираж 106дарственного комитетизобретений и открЖ - 35, Раушская ннт, г. Ужгород, ул. но Редактор Н. Бе Заказ 5281/13 Водна НИИПИ Госпо делам35, Москва,ППП Пат С тийбПро 4/5тная, 4 1031672 Защитный газ по трубке 5 для подачи защитного газа поступает в сопловой ввод 16 и далее в сопло 13 вихревой трубы, Сжатый защитный газ, расширяясь в сопле 13, разгоняется до звуковых скоростей. В результате этого его температура понижается. 5 Далее защитный газ с низкой температурой и с большой скоростью входит в горячий конец 1 О вихревой трубы. Так как канал сопла 13 выполнен спиральным, газ приобретает сложное вихревое движение.Внешние слои газа, вращаясь, продвигаются в осевом направлении от сопла 13 вдоль горячего конца вихревой трубы к его дну,
СмотретьЗаявка
3390604, 16.10.1981
ОПЫТНО-КОНСТРУКТОРСКОЕ БЮРО КИЕВСКОГО НАУЧНО ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА ГИГИЕНЫ ТРУДА И ПРОФЕССИОНАЛЬНЫХ ЗАБОЛЕВАНИЙ
АНЕНБЕРГ ГРИГОРИЙ ИОСИФОВИЧ, ГЕШЛИН ЛЕОНИД АБРАМОВИЧ, КОСТАНДА БОРИС ГЕОРГИЕВИЧ, АЗАРОВ АНАТОЛИЙ ИВАНОВИЧ
МПК / Метки
МПК: B23K 9/16
Метки: газах, горелка, защитных, сварки, электродуговой
Опубликовано: 30.07.1983
Код ссылки
<a href="https://patents.su/4-1031672-gorelka-dlya-ehlektrodugovojj-svarki-v-zashhitnykh-gazakh.html" target="_blank" rel="follow" title="База патентов СССР">Горелка для электродуговой сварки в защитных газах</a>
Горелка для дуговой сварки в защитных газах

Номер патента: 683869
Опубликовано: 05.09.1979
МПК: B23K 9/16
Метки: газах, горелка, дуговой, защитных, сварки
...совместно с внутренней поверхностью стенок и коничес. ким входным отверстием токоподводящего элемента эжектор, при этом на поверхности токоподводящей трубки выполнены многозаходные винтовые канавки, соединенные с полостью эжектора и образующие с внутренней поверхностью изоляционного шланга каналы для прохода защитного газа.На чертеже изобр жена горелка, прсдольный разрез.Горелка содержит изоляционный шланг 1 и корпус 2, выполненный за одно целое с соплом из керамики синоксаль,В корпусе 2 горелки установлены электродный узел 3, выполненный в виде цанги для крепления неплавящегося электрода 4, Внутри изоляционного шланга 1 расположена токоподводящая трубка 5, выполненная с центральным каналом б для подачи защитного газа, при этом трубка...
Способ дуговой сварки в защитных газах

Номер патента: 585004
Опубликовано: 25.12.1977
Авторы: Виноградов, Колесников, Кузнецов
МПК: B23K 9/16
Метки: газах, дуговой, защитных, сварки
...потока получают путем создания давления зашит- ного газа в передней по направлению сварки половине периметра сопла больше, чем в задней половине периметра. Разность давлений создают путем подачи газа с разной скоростью истечения или разной толщины потока,585004 Формула изобретения Защмтиаlй Фаз На чертеже представлена схема устройства для реализации способа, где 1 - щелевое сопло горелки, 2 - кольцевой поток защитного газа с большей жесткостью, 3 - кольцевой поток защитного газа с меньшей жесткостью, 4 - направленный поток газовой фазы, выделяющейся из сварки, 5 - нагретая часть шва, 6 - жидкая ванна, 7 - сварочная дуга.В передней (по направлению сварки) половине периметра сопла 1 увеличивают скорость истечения газа или толщину...
Способ защиты вихревой трубы от эрозий
Номер патента: 1017886
Опубликовано: 15.05.1983
Авторы: Зубко, Кирпиченко, Сафонов
МПК: F25B 9/02
Метки: вихревой, защиты, трубы, эрозий
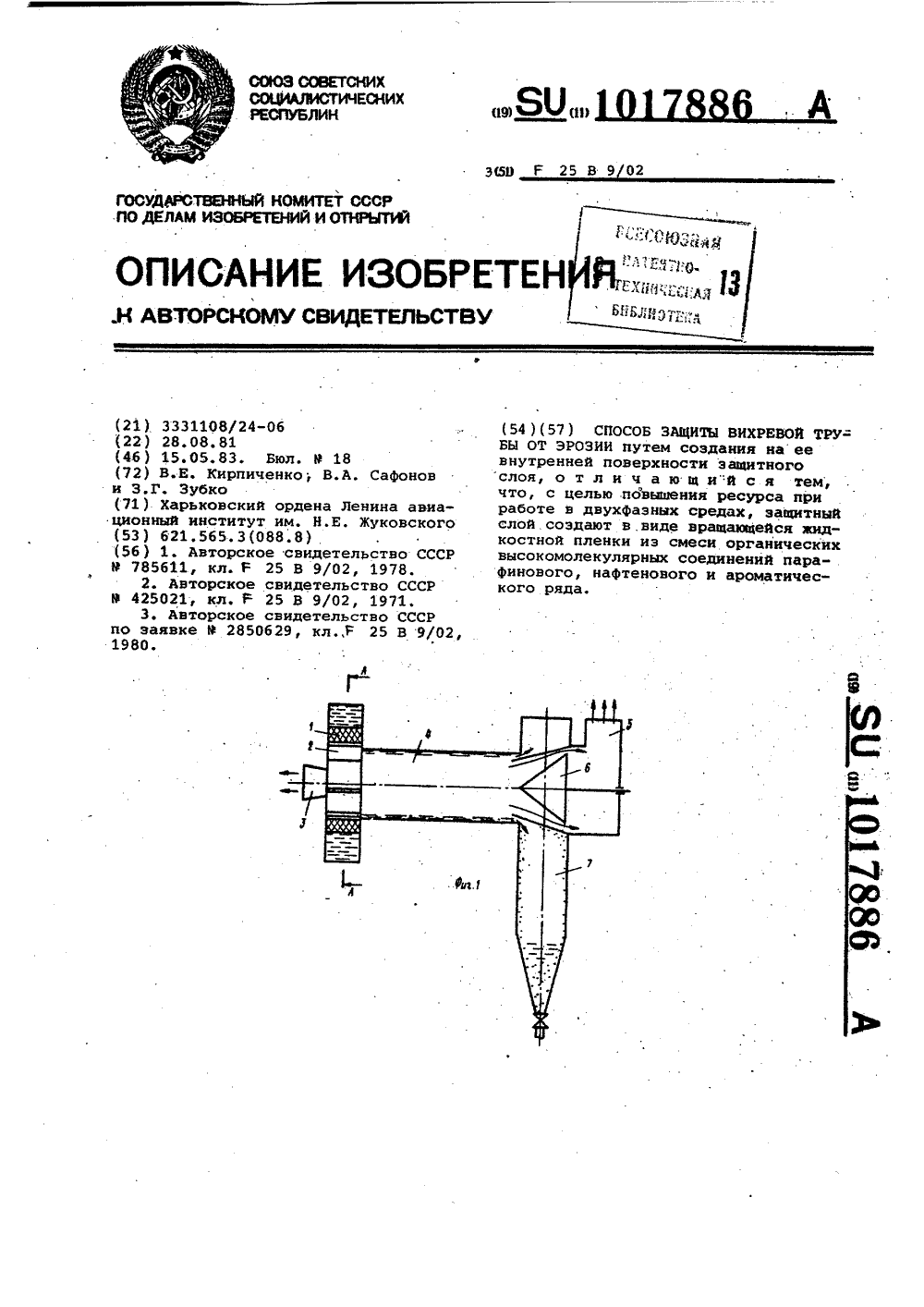
...средах.Поставленная цель достигаетсятем, что в способе защиты от эрозии 60путем создания на ее внутренней поверхности защитного слоя, последнийсоздают в виде вращающейся жидкостнойпленки из .смеси органических высокомолекулярных соединений .парафи нового, нафтенового и ароматического ряда.На фиг. 1 схематически изображена вихревая труба, реализующая описываемый способ, на Фиг. 2 - разрезА-А на фиг. 1 при выполнении улиткис каналами; на фиг. 3 - разрез А-Ана фиг. 1 при выполнении улитки изпористого материала.Вихревая труба содержит улитку 1с входным соплом 2, диафрагму 3 выхода холодного потока, камеру 4энергетического разделения., коллектор5 горячего газа с дроссель-клапаном 6, кольцевой приемник 7 аэрозоля., резервуар 8 с...
Вихревая труба

Номер патента: 253818
Опубликовано: 01.01.1969
Авторы: Антонов, Воронин, Коростылев, Рез, Суслов
МПК: F25B 9/02
...вихревая труба; на фиг. 2 - вихревая труба с охлаждением горячего газа путем впрыска воды; на фиг. 3 - вариант выполнения патруока.Сжатый влажный газ через сопло вводится к камеру 1, в которой разделяется на холодный и горячий потоки. Через, конец 2 трубы холодный поток направляется готребителю, а через патрубки 3, 4 и дроссельный вентиль 5 горячий газ выбрасывается в атмосферу, Г 1 атрубки 3 и 4 или только патрубок 3 изготовлены из пористого гидрофильного материала, например титана, бронзы, вольфрама. Капельки влаги, находящиеся в газе, отбрасываются центросежной силой на внутреннюю поверхность патрубков 3 .и 4 и, проходя через толщу металла, гспаряются в атмосферу, охлаждая этим горячий конец вихревой трубы,В камеру 1 (см....
Вихревая труба

Номер патента: 258319
Опубликовано: 01.01.1970
Авторы: Клищенко, Корчажкин, Пестун, Ткаченко, Украинский
МПК: B01D 45/12, F25B 43/00
...камерой 3 с диафрагмой 4, трубы 5 для отвода холодного потока и тоубы б для отвода горячего потока с присоединенным к ней кольцевым конденсатосборником 7. Внутри копденсатосборнпка установлен разделитель 8 со спиральной лентой 9 и разделительная перегородка 10, которая имеет,направляющую 11 с присоединенным отбойным диффузором 12 и радиальные отверстия 13. Разделитель 8 имеет внутреннюю термоизоляцию 14, а труба 6 - теплоизолирующую рубашку 15, что обеспечивает постоянный температурный режим сепарации. Кольцевой конденсатосборник содержит тангенциальные окна 16, соединенные отводными трубами 17 с емкостью 18 для жидкости и связан отводными трубами 19 с трубапроводом 20. К последнему присоединены трубопроводы 21 и 22 ог отводной...
Предыдущий патент: Горелка для дуговой сварки в среде защитных газов
Следующий патент: Мундштук к горелкам для дуговой сварки плавящимся электродом
Случайный патент: Устройство для разделения входных импульсов реверсивного счетчика