Способ регулирования режима работы виброголовки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
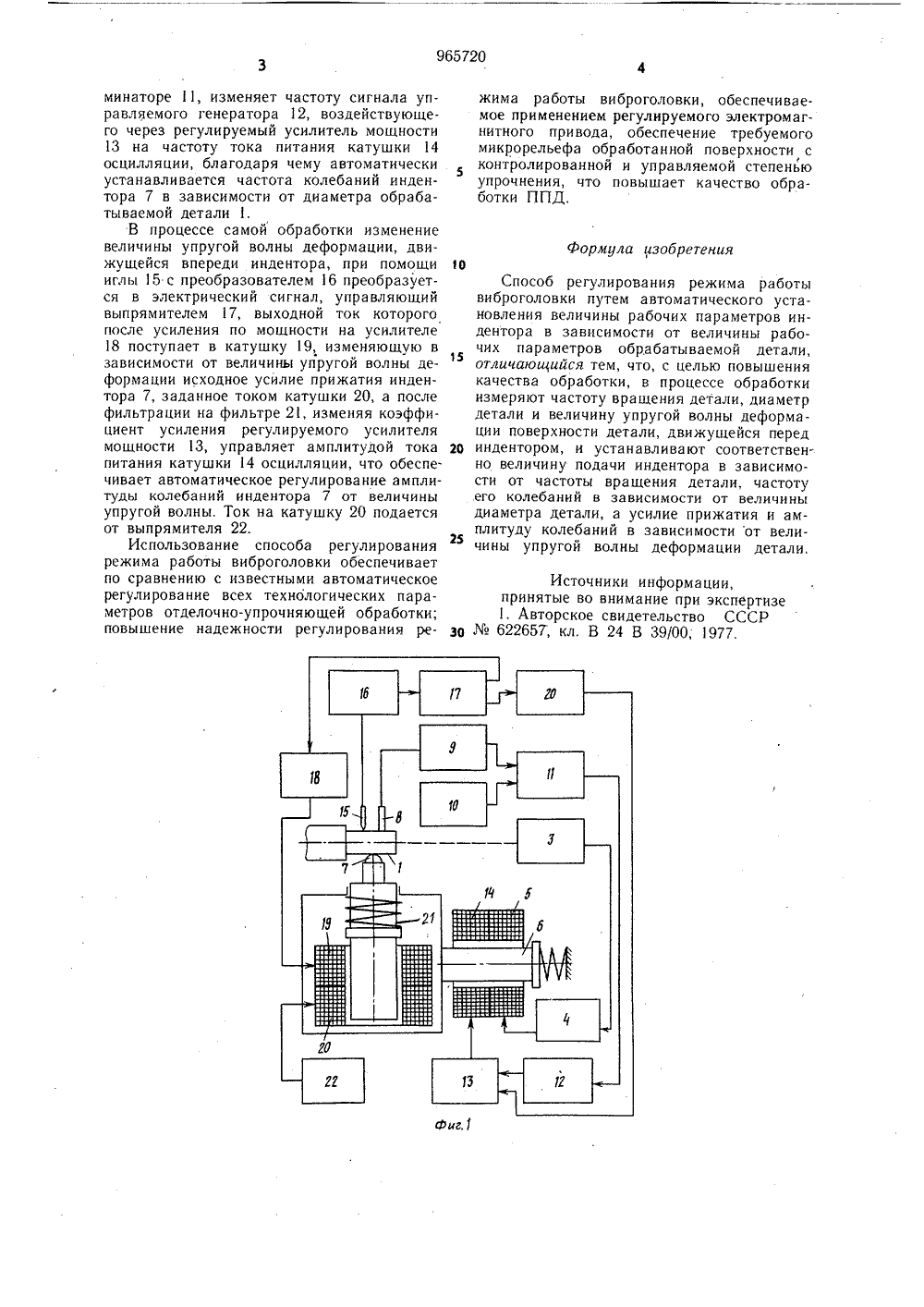
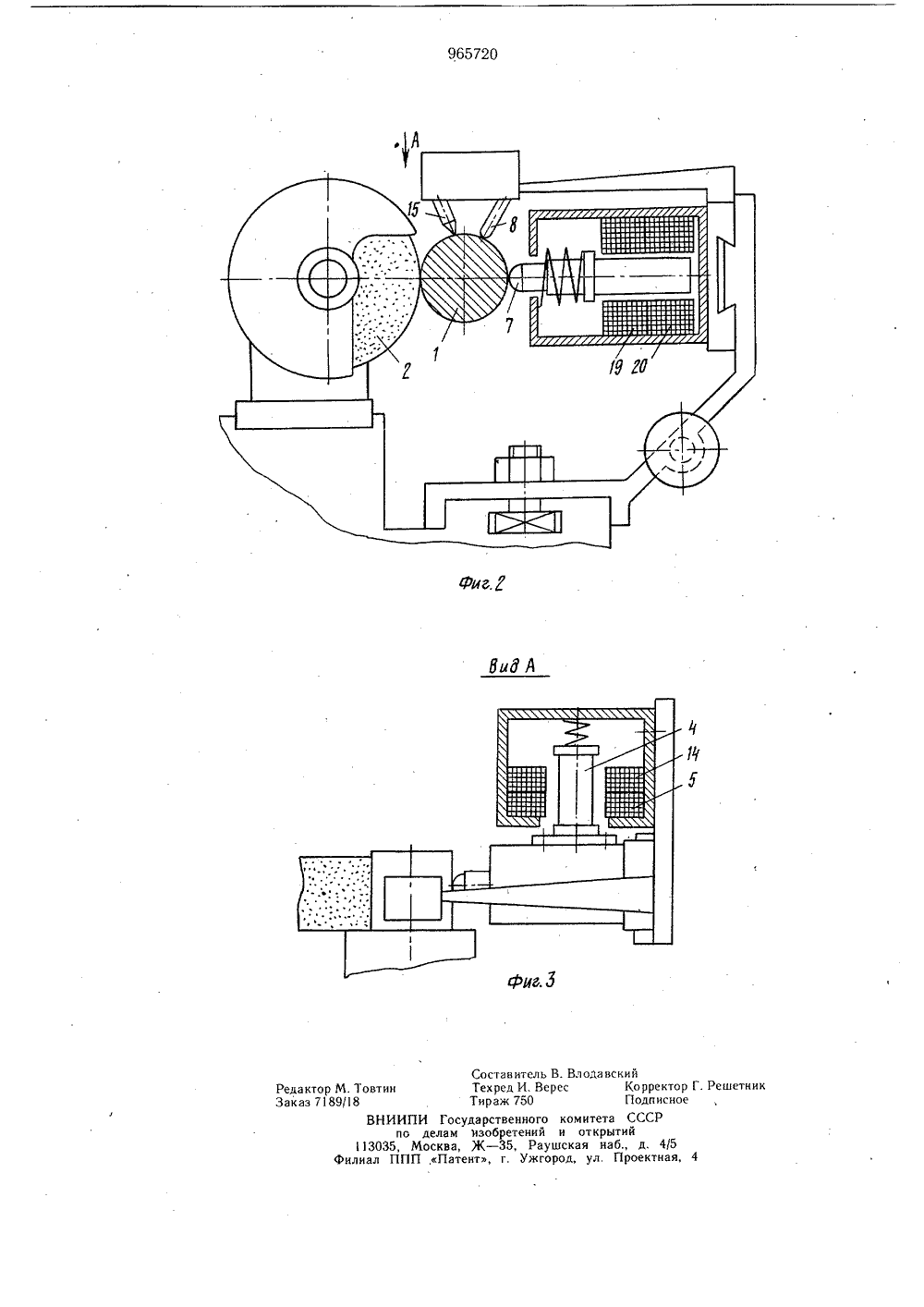
Союз СоветскихСоциалистическихРеспублик ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(53) УДК 62 923 .77 (088. 8) Опубликовано 15.10.82. Бюллетень38Дата опубликования описания 25.10.82 по делам изооретеиий и открытий(72) Авторы изобретения В. М. Мороз, Г. Р. Рачинский, Л. В. Боярчук, Г. и В. П. Опрышко Украинский институт инженеров водного хозяйс и Ровенский завод тракторных запасных част(54) СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА РАБОТЫ ВИБРОГОЛОВКИИзобретение относится к машиностроению и может быть использовано для отделочно-упрочняющей обработки различных классов деталей, совмещенной с шлифованием, точением и др., а также выполняемой самостоятельно.Известен способ регулирования режима работы виброголовки, заключающийся в автоматическом установлении величины рабочих параметров индентора в зависимости от величины рабочих параметров обрабатываемой детали 11,Недостатком способа является то, что он не обеспечивает автоматического регулирования таких рабочих параметров виброголовки как усилие прижатия, амплитуда и частота колебаний и подача индентора.Цель изобретения - повышение качес)- ва обработки.Поставленная цель достигается тем, что измеряют частоту вращения детали, диаметр ее и величину упругой волны деформации поверхности детали, движущейся перед Инрентором и устанавливают соответственно величину подачи индентора в зависимости от частоты вращения детали, частоту его колебаний в зависимости от величины диаметра детали, а усилие прижатия и амплитуду в зависимости от величины упругой волны деформации детали,На фиг. 1 изображена функциональная 5 схема регулирования режима работы виброголовки; на фиг. 2 - устройство, реализующее способ регулирования; на фиг. 3 вид А на фиг. 2. Обрабатываемая деталь 1 шлифуется абразивнымм кругом 2 (фиг. 2) . В за виси мости от частоты вращения детали 1 (фиг. 1) вырабатывается, при помощи связанного со шпинделем тахогенератора 3, управляющий сигнал, который определяет скорость 15 нарастания тока источника линейно нарастающего тока 4, питающего катушку 5 электромагнитного привода подачи идентора, перемещение сердечника 6 которого и определяет величину подачи иидентора 7 в зависимости от частоты вращения детали 1.Диаметр шлифуемой детали 1 контролируется щупом 8 с преобразователем 9 (фиг. 1), выходной сигнал которого, сравниваясь с сигналом задающего устройства 10 в дискриминаторе 11, изменяет частоту сигнала управляемого генератора 12, воздействующего через регулируемый усилитель мощности 13 на частоту тока питания катушки 14 осцилляции, благодаря чему автоматически устанавливается частота колебаний индентора 7 в зависимости от диаметра обрабатываемой детали.В процессе самой обработки изменение величины упругой волны деформации, движущейся впереди индентора, при помощи иглы 15 с преобразователем 16 преобразуется в электрический сигнал, управляющий выпрямителем7, выходной ток которого после усиления по мощности на усилителе 18 поступает в катушку 19, изменяющук в зависимости от величины упругой волны деформации исходное усилие прижатия индентора 7, заданное током катушки 20, а после фильтрации на фильтре 21, изменяя коэффициент усиления регулируемого усилителя мощности 13, управляет амплитудой тока питания катушки 14 осцилляции, что обеспечивает автоматическое регулирование амплитуды колебаний индентора 7 от величины упругой волны. Ток на катушку 20 подается от выпрямителя 22.Использование способа регулирования режима работы виброголовки обеспечивает по сравнению с известными автоматическое регулирование всех технологических параметров отделочно-упрочняющей обработки; повышение надежности регулирования режима работы виброголовки, обеспечиваемое применением регулируемого электромагнитного привода, обеспечение требуемого микрорельефа обработанной поверхности с контролированной и управляемой степенью упрочнения, что повышает качество обработки ППД.Формула изобретения10Способ регулирования режима работывиброголовки путем автоматического установления величины рабочих параметров индентора в зависимости от величины рабочих параметров обрабатываемой детали, отличающийся тем, что, с целью повышения качества обработки, в процессе обработки измеряют частоту вращения детали, диаметр детали и величину упругой волны деформации поверхности детали, движущейся перед 20 индентором, и устанавливают соответственно величину подачи индентора в зависимости от частоты вращения детали, частоту его колебаний в зависимости от величины диаметра детали, а усилие прижатия и амплитуду колебаний в зависимости от величины упругой волны деформации детали,Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССР30622657, кл. В 24 В 39/00; 1977.Сос ин Тех Тира ВНИИПИ Государе по делам изоб 113085, Москва, Ж -илиал ППП,Патент, едактор М. Товт аказ 7189/18авитель В. Влодавед И. Вересж 750 венного комитета ретений и открыт 35, Раушская наб г. Ужгород, ул Пий Корре Подпи СССР ийд. 4 роектн 5 я,тор Г, Решетник ное
СмотретьЗаявка
3279574, 18.02.1981
УКРАИНСКИЙ ИНСТИТУТ ИНЖЕНЕРОВ ВОДНОГО ХОЗЯЙСТВА, РОВЕНСКИЙ ЗАВОД ТРАКТОРНЫХ ЗАПАСНЫХ ЧАСТЕЙ
МОРОЗ ВЛАДИМИР МИХАЙЛОВИЧ, РАЧИНСКИЙ ГРИГОРИЙ РОМАНОВИЧ, БОЯРЧУК ЛЕОНТИЙ ВАСИЛЬЕВИЧ, СЕРГА ГЕОРГИЙ ВАСИЛЬЕВИЧ, ОПРЫШКО ВИТАЛИЙ ПАВЛОВИЧ
МПК / Метки
МПК: B23Q 15/00
Метки: виброголовки, работы, режима
Опубликовано: 15.10.1982
Код ссылки
<a href="https://patents.su/3-965720-sposob-regulirovaniya-rezhima-raboty-vibrogolovki.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования режима работы виброголовки</a>
Способ измерения зависимости фазы электромагнитной волны от параметров электропроводных листовых материалов
Номер патента: 392399
Опубликовано: 01.01.1973
МПК: G01B 7/06, G01N 27/90
Метки: волны, зависимости, листовых, параметров, фазы, электромагнитной, электропроводных
...схема устройства для осуществления предлагаемого способа.Схема включает образец 1, излучатель 2 электромагнитной волны, приемник 8 электромагнитной волны, генератор 4, питающий излучатель, усилитель 5 сигнала приемника, детектор б сигнала, усилитель 7 низкой частоты, генератор 8 горизонтальной развертки, задающий генератор 9, частотомер 10, смеситель 11 и электромагнит.Образец 1 исследуемого материала размещают в магнитном поле электромагнита между излучателем 2 и приемником 8 так, чтобы маг нитные силовые линии и электромагнитнаяволна были направлены по нормали к поверхности образца.Генератор 4 качающейся частоты вырабатывает высокочастотные электрические колеба ния частотой О,З 15 мгц, которые поступаютпа излучатель....
Способ определения зависимости модуля упругости заполнителя составного образца от собственной частоты образца

Номер патента: 1727030
Опубликовано: 15.04.1992
МПК: G01N 3/32
Метки: зависимости, заполнителя, модуля, образца, собственной, составного, упругости, частоты
...вызванном изменением температуры материала заполнителя, и повышение точности путем обеспечения возможности расширения диапазона изменения модуля упругости заполнителя.Применение данного способа позволит повысить точность определения модуля упругости материалов при высоких температурах по сравнению с прототипом на 20-306Поставленная цель достигается тем, что тарировку зависимости модуля заполнителя от частоты колебаний составного образца проводят при комнатной температуре, определяя собственные частоты двух составных образцов, представляющих собой каждый оболочку с заполнителем, один из которых выполнен из исследуемого материала, в качестве второго составного образца используют образец, материал заполнителя которого имеет модуль...
Устройство для измерения зависимости точности магнитной записи от параметров крутильных колебаний ленточного носителя записи

Номер патента: 532129
Опубликовано: 15.10.1976
Авторы: Варанаускас, Рагульскис
МПК: G11B 27/00
Метки: зависимости, записи, колебаний, крутильных, ленточного, магнитной, носителя, параметров, точности
...(на чертеже не показан). У края ленты 1 установлен вибратор 3. Для повышения стабильности колебаний и увеличе ния амплитуды колебаний с другой стороныленты, напротив первого вибратора, со смещением по высоте установлен дополнительный вибратор 4. Оба вибратора подключены кразнополярным выходам инвертора 5, подключен ного к генератору 6 колебаний. При такомвключении вибраторов они работают со сдвигом по фазе в 180. Один вибратор ударяет по краю ленты и производит ее скручивание в одну сторону, а другой производит скручивание 20 ленты в другую сторону. Инвертор 5 обеспечивает противофазную синхронную работу двух вибраторов. Синхронное раскручивание влияет на воспроизведение сигнала на ленте 1 головкой 7 воспроизведения, подключенной через...
Способ определения параметров распространения упругих волн в нелинейно-упругой среде

Номер патента: 1753292
Опубликовано: 07.08.1992
Автор: Назаревич
МПК: G01H 1/00
Метки: волн, нелинейно-упругой, параметров, распространения, среде, упругих
...модуляции, по которому рассчитывают упругие константы горных пород. Однако этот способ также не предназстранения упругих волн и не может быть прямо использован с этой целью, так как позволяет получить только интегральные характеристики взаимодействия основной высокочастотной и вспомогательной низкочастотной упругих волн - коэффициент фазовой модуляции, представляющий собой отношение разности наибольшего и наименьшего значений фаз принятых колебаний к среднему значению этой фазы,Цель изобретения - повышение информативности за счет обеспечения возможности определения амплитудно-частотных характеристик исследуемой упругой волны,Поставленная цель достигается тем, что при возбуждении в среде зондирующих колебаний, приеме этих колебаний,...
Устройство для управления пространственными параметрами пучков упругих волн
Номер патента: 856586
Опубликовано: 23.08.1981
МПК: B06B 3/04
Метки: волн, параметрами, пространственными, пучков, упругих
...грани звукопровода, причем 55 В формуле (11) из-за преломления на выходной грани угол отклонения изменяется на величину п, равную отношению скорости д во внешней среде к скорости ч в материале звуко- провода,Согласно (10) и (11), фокусное расстояние линзы определяется по формулеЙС РО155 255 К Ки/ Таким образом, выбранная кОнфигурация электродов создает линейно изменяющееся по радиусу электрическое поле в звукопроводе, которое из-за электрострикционного эффекта обеспечивает квадратичное по радиусу распределение акустической скорости, необходимое для сферической фокусировки поперечно .оляризованного ультразвукового пучка. Величина фокусного расстояния линзы меняется путем изменения разности потенциалов, прикладываемых к электродам.При...
Предыдущий патент: Сборочное устройство с автоматической подачей детали
Следующий патент: Схема электромеханического делительного устройства для задания угловых положений исполнительному органу
Случайный патент: Каретка конвейерной разборной цепи