Способ регулирования процессадуговой сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
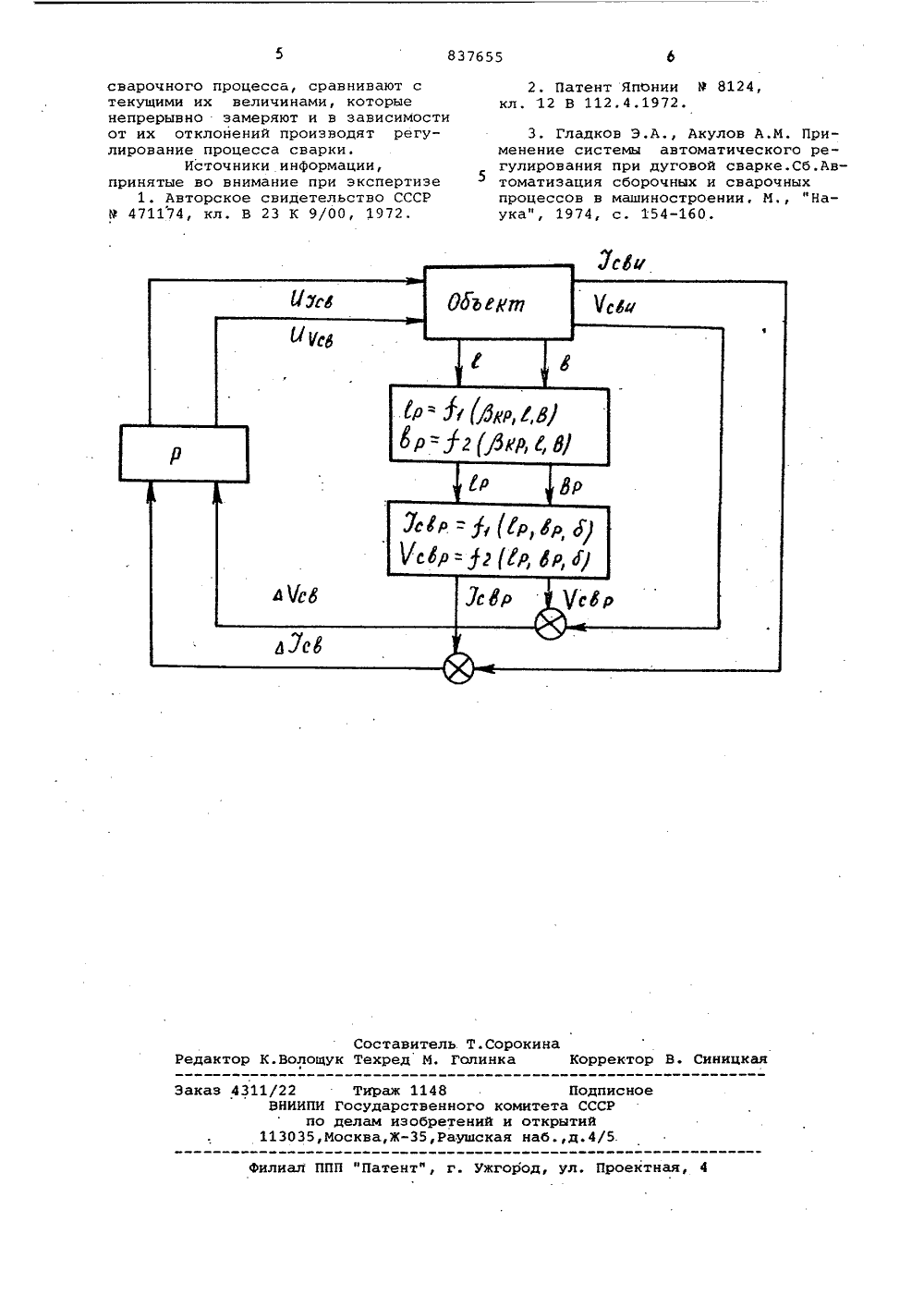
Союз Советских Социалистических Республик(22) За"влеио 130979 (21) 2817135/25-27с присоединением заявки Нов(51)М. Кл. В 23 К 9/00 Государственный комитет СССР по делам изобретений и открытий(72) Авторы изобретения Б.Ф.Якушин, Н.Г.Гаджиев, Э.А.Гладков и .В,СассгОрдена Ленина и ордена Трудового Красного Знаменимосковское высшее техническое училище йм.Н.Э.Баумана(54) СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИИзобретение относится к машиностроению, а точнее к технологии сварочного производства и может быть использовано в процессе производства сварных конструкций для предотвращения трещин и стабилизации качества сварных соединений.Известны способы регулирования процесса дуговой сварки, где непосредственно контролируют параметры шва в период его формирования. В качестве регулируемого параметра в этих системах выбирают в случае сварки с неполным проплавлением глубину проплавления, а в случае сварки с полным проплавлением ширину проплавления 13Имеются системы, где регулируют поверхность сваренных швов 2.Наиболее близким к предлагаемому является 1 регулирования процесса дуговой сварки согласно которому регулируемый параметр, ширину проплавления, измеряют по температуре на внутренней поверхности изделия, ис. пользуя фотоэлектрический датчик фОднако регулирование глубины или ширины проплавления не исключает вероятности возникновения горячих трещин в сварном шве, обусловленной ЗО тем, что при заданных значениях глубины и ширины проплавления, но различных значениях параметров режима ,скорости, тока, напряжения) и условий сварки (зазора в стыке, толщины свариваемого материала, температуры и т.д.) значительно меняется длина кристаллизующейся части сварочной ванны. Неучтенное изменение длины ванны приводит к соответствующему изменению макро- и микроструктуры в продольном сечении шва, а следовательно и качества сварного соединения.Цель изобретения - разработка способа регулирования процесса дуговой сварки, представляющего образование горячих трещин и обеспечивающего стабильность качества сварных соединений в условиях колебания температуры и толщины заготовок, зазоров между ними, а также случайных колебаний режима сварки.Поставленная цель достигается тем, что в процессе сварки произвоцят вычисление показателя технологической прочности сварного соединения в зависимости от измеренных геометрических параметров кристаллизующейся сварочной ванны, сравни 837655вают вычисленный показатель с заданным, с учетом неуправляемых параметров определяют рассчетные величины электрических параметров сварочного процесса, сравнивают с текущими их величинами, которые непрерывно замеряют и в зависимости отих отклонений производятрегулирование процесса сварки,На чертеже изображена блок-схемаалгоритма управления.Регулирование процесса дуговойсварки по предлагаемому способусостоит из следующих операций: текущее измерение геометрических размеров сварочной ванны и Йх преобразование в электрические сигналы, вычисление показателя технОлогическОйпрочности( Рр), соответствующего измеренным величинам параметров сварочнойванны, по зараннее определенной математической модели сравнение Вычис - 20ленной величины показателя Рр сзаданной, Оптимальной величиной иопределение расчетных величин параметрОв управляющегО Роздействия (сварочный ток, скорость сварки), изменение параметров режима сварки всоответствии с уравнением, связывавцик эти параметры с геометрическимиразмерами сварОчной ванныРеализация указанных операцийОсуществляется известными устройствами. Такизмерение величины ширины иглубины проплавления производятбесконтактными датчиками с Фотоприемником из германиевых и кремниевых фотодиодов типа ФД и ФДк, Для измерения длины кристаллизующейся части сварочной ванны рациональнее применять датчики, основанные на разности магнитной проницаемости жидкого итвердого состояния металла шва, так как 40они пригодны для использования и присварке под слоем Флюса. Для математического обеспечения способа использованы методы регрессионного анализа и математической статистики. С45помощью многофакторного эксперимента построены основные статистические модели для сталей Х 18 Н 10 Т иХ 20 Н 4510 толщиной 3 мм и отражающие связь показателя технологической прочности с критериальными параметрами регулирования и связь последних с действием технологических возмущений. Например для стали Х 18 Н 10 ТР 10 =3,04-0,04 +0,19 В,23 в (1),=-42, Я+О, 143 сэ +0,5 Чсб +1 ббЧ 2) юв =" 8 ю 5+ 00 93 с э 05 2 Ч+ 8 о ( 3 )где ) р - показ атель технологической прочности;,Е = ширина проплавленияи длина кристаллиэующейся части сварочной ванны,39 - сварочный ток,Ч-,скорость сварки,о - зазор между свариваемымибв,кромками 65Определены величины допустимого показателя технологической прочности при сварке трубы из стали Х 18 Н 10 Т с толщиной стенки 3 мм и диаметром 890 мм, а также разработан алгоритм управления, блок-схема которого показана на чертеже. Согласно алгоритму по измеренным значениям длины кристаллизующейся части сварочной ванны и ширины проплавления, используя уравнение (1), определяют расчетные значения этих параметров (ср,в,р), соответствующих условию йр 1 р доп ф По значениям 8 р и 5 р, используя уравнение (2) и (3) , определяют рассчетные значения параметров управляющего воздействия (Л р,Ч,цр ) с учетом неуправляемых параметров сР. Расчетные значения скорости. сварки и сварочного тока сравнивают с измеренными, а по разности лЗО и ьЧС через регулятор ( Р)оказывают управляющее воздействие (03 с,ОЧс ) до достижения ЧСВр = Чсе и сэр = пРеализацию разработанного алгоритма управления осуществляют на известных автоматических системах. В этих системах используется в качестве регулятора тиристорный источник питания, Арифметические операции согласно алгоритму управления выполняются в вычислительном блоке, собранном на аналоговых операционных усилителях (УТ 402) .Использование предлагаемого способа регулирования процесса дуговой сварки обеспечивает по сравнению с известными способами получение сварной конструкции без горячих трещин, а также надежное сохранение оптимальных структурочувствительных характеристик сварного шва, что позволяет повысить надежность сварных соединений, выполненных дуговой сваркой, устранить потери на исправление брака.формула изобретенияСпособ регулирования процесса дуговой сварки, при котором регистри- руют геометрические параметры сварочной ванны, выбирают параметры, в зависимости от отклонений которых вырабатывают регулирующий параметр воздействующий на процесс сварки, о т л и ч а ю щ и й с я тем, что, с целью повышения точности регулирования и улучшения качества сварки, производят вычисление показателя технологической прочности сварного соединения в зависимости от измеренных геометрических параметров кристаллизующейся сварочной ванны, сравнивают вычисленный показатель с заданным, с учетом неуправляемых параметров определяют рассчетные величины электрических параметров837655 Составитель. Т.Сорокинадактор К.Волощук Техред М. Голинка Коррек Синицкая каз 4311/2 ВН-35,Рауш Тираж ПИ Государ по делам и 5,Москва,ЖПодписноо комитета СССРий и открытийокая наб.,д.4/5. Филиал ППП фПатент", г. Ужгород, ул. Проектная сварочного процесса, сравнивают с текущими их величинами, которые непрерывно замеряют и в зависимости от их отклонений производят регулирование процесса сварки.Источники информации, принятые во внимание при экспертизе1. Авторское свидетельство СССР Р 471174, кл. В 23 К 9/00, 1972. 2. Патент Японии Р 8124,кл, 12 В 112.4.1972. 3. Гладков Э.А., Акулов А.М. Применение системы автоматического регулирования при дуговой сварке.Сб.Автоматизация сборочных и сварочных процессов в машиностроении, М., "Наука", 1974, с. 154-160.
СмотретьЗаявка
2817135, 13.09.1979
МОСКОВСКОЕ ОРДЕНА ЛЕНИНА И ОРДЕНАТРУДОВОГО КРАСНОГО ЗНАМЕНИВЫСШЕЕ ТЕХНИЧЕСКОЕ УЧИЛИЩЕ ИМ. H. Э. БАУМАНА
ЯКУШИН БОРИС ФЕДОРОВИЧ, ГАДЖИЕВ НУРМАГОМЕД ГАДЖИЕВИЧ, ГЛАДКОВ ЭДУАРД АЛЕКСАНДРОВИЧ, САС АНАТОЛИЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B23K 9/00
Метки: процессадуговой, сварки
Опубликовано: 15.06.1981
Код ссылки
<a href="https://patents.su/3-837655-sposob-regulirovaniya-processadugovojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования процессадуговой сварки</a>
Способ определения параметров процесса кристаллизации сварочной ванны

Номер патента: 197809
Опубликовано: 01.01.1967
МПК: B23K 9/16
Метки: ванны, кристаллизации, параметров, процесса, сварочной
...- пауза;г) определить линейную скорость кристаллизации сварочной ванны.На чертеже показана однаконструкций устройства длясварочной ванны.Устройство содержит столик 1, на который укладывается образец. Столик выполнен нз листовой стали с медным вкладышем 2 н через щеки шарнирно закреплен на стойках 3. Во вкладыше выфрезерована канавка, размеры которой устанавливаются в соответствии с заданными требованиями (сварка на весу пли на формирующей подкладке). В канавку подается инертный газ для защиты обратной стороны шва от окисления. Образец в приспособлении зажимается двумя прижимами 4. В рабочем (горизонтальном) положении столик удсржввается от свободного падения при помощи двух винтов, уравновешивающих давление прижима.Устройство...
Способ имитации процесса существования сварочной ванны

Номер патента: 1590287
Опубликовано: 07.09.1990
Авторы: Григоренко, Казеннов, Калинюк, Помарин, Солоха, Ющенко
МПК: B23K 28/00
Метки: ванны, имитации, процесса, сварочной, существования
...камера 1 выполнена из толстостенной кварцевой трубки диаметром18 мм, длиной 180 мм. Сверху квар 55цевая трубка герметизируется при помощи специального текстолитовогофланца 2, на котором смонтированшнековый транспортер 3 и бункер 4для подачи флюса. Такая конструкция5 159 реакционной камеры позволяет вести визуальные наблюдения за положением образца жидкого металла в реакционной камере, поведением расплавленного шлака, а также регистрировать температуру металла и контролировать подачу Флюса на висящую каплю.Подвижный кристаллизатор, состоящий из латунного стакана 5 с медной изложницей 6 имеет два Фиксированных положения, первое - под нижним срезом реакционной камеры, как показано на фиг. 1, для мгновенной закачки расплавленной...
Способ физического моделирования гидродинамических процессов в сварочной ванне и устройство для его осуществления

Номер патента: 1418013
Опубликовано: 23.08.1988
Автор: Пономарев
МПК: B23K 9/16
Метки: ванне, гидродинамических, моделирования, процессов, сварочной, физического
...времени, а затем жидкость 15 общим потоком под действием сил инерции и гравитации стекает за пределы зоны, моделирующей сварочную ванну ( вследствие отсутствия кристаллизации ). При этом стекающая жидкость не оказывает нарушающего обратного воздействия на потоки на фронте плавления , а характер движения в зоне фронта кристаллизации позволяет делать вывод о формообразова нии шва при фиксировании этих форм реальной кристаллизацией.Величина интегрального давления регулируется с помощью ротаметра изменением расхода газа. Расход жидкости, проходящей по фронту плавления", в единицу времени может быть определен с помощью обычных приборов типа водомера, установленных на входящей трубке. Наблюдение за гидродинамическим процессом возможно...
Устройство для контроля качества точеной контактной сварки по перемещению электрода сварочной машины

Номер патента: 692707
Опубликовано: 25.10.1979
Авторы: Аксельрод, Ибрагимов, Пантелеев
МПК: B23K 11/10
Метки: качества, контактной, перемещению, сварки, сварочной, точеной, электрода
...входят во Фрикционное зацепление. Включение электромагнита производится от схемы управления машины юа время протекания сварочного тока. При этом измерительный стержень,получив заданное перемещение, замыка ет контакты контактной группы, установленные с определенным зазором,соответствующим получению качественной сварки, После окончания сварочноготока они размыкаются, Аппарат АКС имеет логические элементы, которйефиксируют эти замыкания и дают команды на световую сигнализацию1 Качественная сваркафе или Непроварф,Установка индикатора на датчик такойконструкции не обеспечивает отсчетаперемещения из-за импульсного характера точечной сварки. Кроме того,после отключения сварочного тока ядро сварной точки уменьшается в объеме. Электрод...
Способ регулирования процесса электронагрева при сварке деталей

Номер патента: 774853
Опубликовано: 30.10.1980
МПК: B23K 11/24
Метки: процесса, сварке, электронагрева
...ключами 3, 4, 5 переменного тока и электродами, между которыми зажаты свариваемые детали, образующие сварочные контакты, коммутатора б, измерителя 7 величины производной электрической энергии, задатчика 8 этой величины, сравнивающего устройства 9, преобразователя 10 числа импульсов величины выходного сигнала сравнивающего устройства 9 и таймера- распределителя 11 импульсов сварочного тока.Аналоговый сигнал с выхода сравнивающего устройства 9 преобразуется в число импульсов, которые поступают на таймер-распределитель 11, формирующий последовательно во времени импульсы управления тиристорными ключами 3, 4, 5 и импульсы управления ком 5 10 15 20 25 30 35 40 45 50 55 бО 65 мутаторм б входа измерителя 7 величины произнодной электрической...
Предыдущий патент: Устройство для газовой резки труб
Следующий патент: Способ сварки плавлением
Случайный патент: Способ выявления иммунных комплексов в биологической жидкости