Способ доводки шариков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
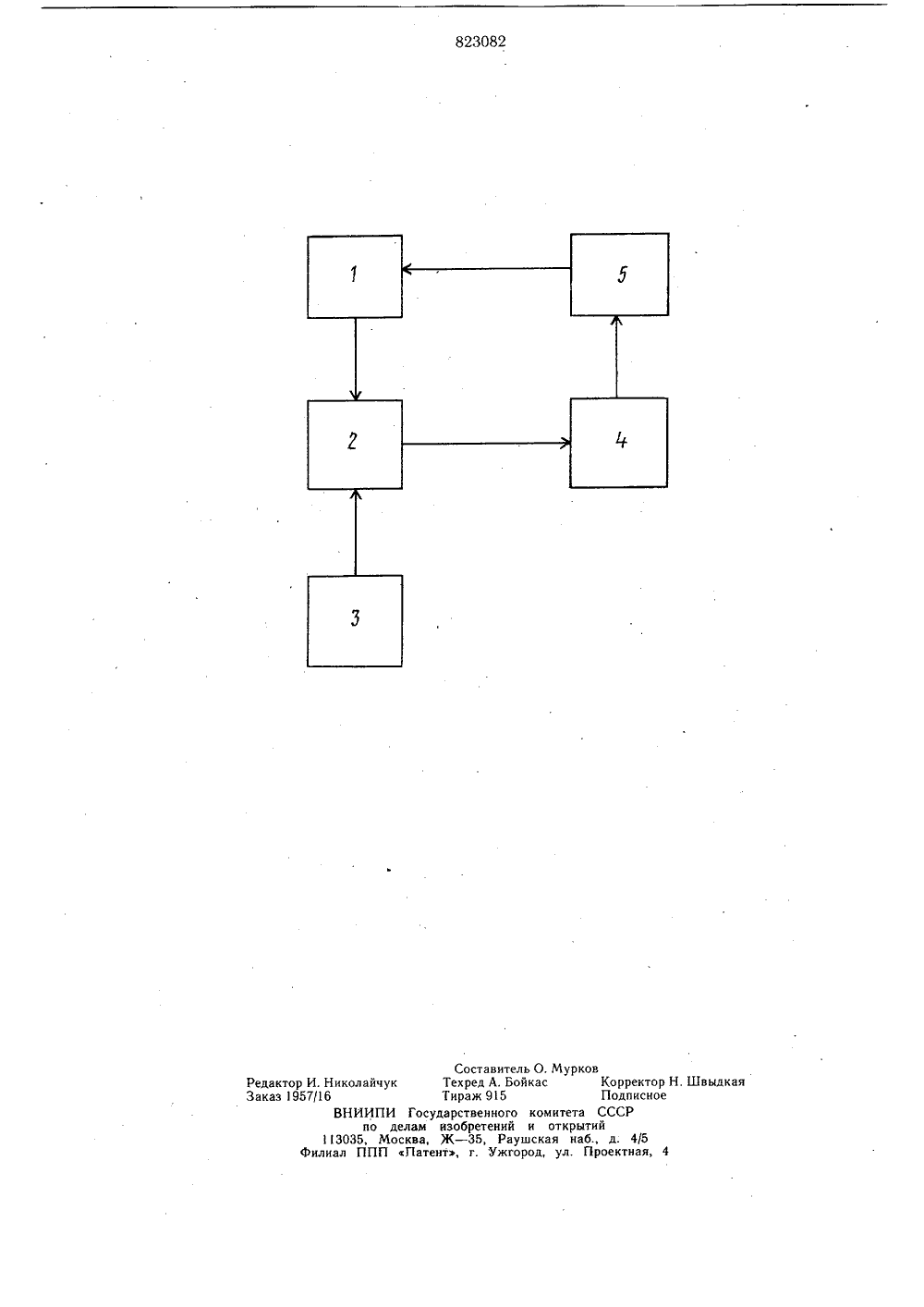
ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ. СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеслублик.5 (088,8) Опубликовано 23.04,81. Бюллетень15Дата опубликования описания 05.05.81 ло делам изобретений н еткрмтий= (0,5 - 0,8) - тбМтр Изобретение относится к абразивной обработке и может быть использовано в подшипниковой промышленности на финишных операциях обработки шариков.Известен способ доводки шариков, при котором их размещают в кольцевых канавках между двумя дисками, нижний из которых вращают с постоянной частотой, а усилие прижима к шарикам прикладывают от верхнего диска 1,Однако известный способ не может обеспечить высокое качество обработки, поскольку не имеет возможности управления кинематикой, движения шариков и толщиной абразивной прослойки пасты в зоне контактирования обрабатываемых шариков с опорными поверхностями рабочих канавок,Цель изобретения - повышение качества доводки шариков.Указанная цель достигается тем, что в процессе доводки периодически прооизводят частичный выбег вращения нижнего диска, при этом время выбега и его периодичность выбирают соответственно из условий На чертеже изображена структурная схема устройства управления шарикодоводочным станком, при помощи которого осущест.вляется способ доводки шариков.Структурная схема содержит установленный на станке 1 датчик 2, преобразующий величину момента сил трения Мтр в рабочей зоне между шариками и канавками в пропорциональный ему электрический сигнал, блок 3 задания периодичности заме- О ров величины момента сил трения М р, блок4 управления длительностью выбега привода вращения нижнего диска, блок 5 управления приводом нижнего диска.Выход блока 3 соединен со входом управления датчика 2, а выход последнего связан со входом блока 4, выход которого подключен ко входу блока 5.Доводку шариков осущствляют следующим образом,По команде от блока 3 при помощи дат чика 2 производят замер М и преобразование его величины в пропорциональный электрический сигнал, который подается на вход блока 4, определяющего время выбега в соответствии с выражением(3) где К Т = Тр -1- Ы 2,50 55- момент инерции нижнего диска й планшайбы;- круговая частота установившегося вращения нижнего диска;Мтр -момент сил трения между канавками дисков и шариками.В зависимости от требуемых выходных параметров обработки шариков при помощи блока 3 устанавливают периодичность выбегов вращения нижнего диска, значение которого на протяжении всего цикла обраоотки выбирают из условия То -начальная периодичность выбега; 6 - коэффициент, учитывающий степень точности обработки шариков;- суммарное время обработки до начала очередного выбега диска.По команде от блока 4 отключается привод вращения нижнего диска и по истечении установленного времени выбега гвыдается команда на включение привода вращения нижнего диска. Таким образом, доводку шариков производят при наложении на установившееся вращение нижнего диска периодических З 0 частичных выбегов, причем значение 1 устанавливают автоматически в зависимости от величины Мтр. Это обусловлено большим изменением М, на протяжении цикла доводки. При этом, чем оольше М 1, тем меньше 1,При рекиме установившегося вращения з 5 нижнего диска между канавкой и шариками образуется граничный слой пасты определенной толщины, средняя величина которой в общем виде может быть охарактеризована следующим выражением- коэффициент, зависящией оттемпературы и реологии пасты;.У - скорость качения шариков; Р - усилие прижима шариков; и = 0,50,725;1 п=-С 0,18 - 0,04).Из выражения (3) следует, что толщина граничного слоя тем больше, чем меньше Р и больше У. В процессе доводки Р не изменяется, т. е. Р = сою 1, а изменяется при выбеге нижнего диска скорость качения шариков Ч, Таким образом, во время выбега толщина граничного слоя Ь, согласно выражению (3), уменьшается. В это время вступают в работу мелкие фракции абразивных зерен, размеры которых ранее,при установившемся вращении диска, были меньше или равны толщине Ь и практически не принимали участия в процессе микро- резания обрабатываемых поверхностей шариков. Таким образом, при выбеге вращения нижнего диска в работу вступают мелкие фракции абразивных зерен, что повышает качество обработки.Частичный выбег обусловлен необходимостью сохранения некоторой величины граничного слоя пасты, так как в противном случае возможно возникновение поверхностных дефектов и прожогов. Кроме этого, в момент включения привода вращения нижнего диска после осуществления его частичного выбега, происходит резкое возрастание скорости вращения диска, что обеспечивает повышенное кратковременное проскальзывание шариков, которое способствует дополнительному развороту шариков в канавках и нанесению более равномерной сетки следов контакта при доводке.Таким образом, предлагаемое изобретение позволяет. повысить качество доводки шариков. Формула изобретенияСпособ доводки шариков, при котором их размещают в кольцевых канавках между двумя дисками, нижний из которых вращают, отличающийся тем, что, с целью повышения качества обработки, в процессе доводки периодически производят частичный выбег вращения нижнего диска путем кратковременного выключения привода этого диска, при этом время выбега устанавливают в соответствии с выражением 8 -- (0,5 - 0,8) д-фф )3 д -момент инерции нижнего диска и планшайбы;4)о -круговая частота установившегося вращения нижнегодиска;фткр - момент сил т)гения между канавками дисков и обрабатываемыми шариками, а периодичность выбегов вращения нижнего диска на протяжении всего цикла обработки выбирают из условия где Т- начальная периодичность выбега;5 - коэффициент, учитывающийстепень точности обработкишариков;с - суммарное время обработкидо начала очередного выбега диска,Источники информации,при)1 ятые во внимание при экспертизе.В5 а, Ж -тент,Редактор И. НиколайчуЗаказ 1957/1 б ВНИИПИ Го по дела 113035, Москв илиал ППП ПаСостТехре Тираж ударств изобре нного енийРау Ужго КорректорПодписноекомитета СССРи открытийская наб., д. 4/5од, ул. Проектная, 4 Швыдка
СмотретьЗаявка
2736796, 16.03.1979
ВИТЕБСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОДИМ. C. M. КИРОВА
ОЛЕНДЕР ЛЕОНТИЙ АНТОНОВИЧ, МУРКОВ ОЛЕГ СЕРГЕЕВИЧ, ДИСОН БОРИС ДАВЫДОВИЧ, ЖИЛИНСКИЙ АЛЕКСАНДР ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B24B 11/02
Опубликовано: 23.04.1981
Код ссылки
<a href="https://patents.su/3-823082-sposob-dovodki-sharikov.html" target="_blank" rel="follow" title="База патентов СССР">Способ доводки шариков</a>
Диск для доводки шариков

Номер патента: 1215951
Опубликовано: 07.03.1986
Авторы: Комаров, Мартьянов, Орлова, Пучков, Рогалевич
МПК: B24B 11/02
...изобретения является расширение технологических возможностей путем обеспечения обработки мелких шариков,На фиг. 1 представлен диск, вид сверху; на фиг. 2 - разрез А - А на фиг. 1,На торцовой поверхности диска 1 нарезаны рабочие канавки 2, которые совмещены с распределительными канавками 3, каждая из которых выполнена в виде призмы с углом профиля 90 из условия образования пилообразного профиля на рабочей поверхности распределителя. Призматическая форма распределительных канавок получается литьем и не требует механической обработки, что значительно удешевляет стоимость изготовления диска.Шарик 4 при движении по призматическим распределительным канавкам 3 находится с ними в двухточечном контакте в отличие от известного диска,...
Способ доводки деталей типа тел вращения

Номер патента: 1794630
Опубликовано: 15.02.1993
Автор: Луговой
МПК: B24B 1/04, B24B 11/02
Метки: вращения, доводки, тел, типа
...в узловых сечениях притира.При доводке на плоских притирах традиционным способом без ультразвука поверхность деталей формируется как коническая с вершиной, направленной к наружным кромкам притиров вследствие различного распределения скоростей скольжения детали по притиру в продольном сечении. Поэтому управляя величиной съема материала вдоль сечения детали при помощи ультразвуковых колебаний можно обеспечить равноизносный режим обработки цилиндрической детали, или же обеспечить неодинаковый съем либо с целью устранения продольной нецилиндричности, либо с целью получения заданной нецилиндричности.При обработке деталей с большей погрешностью увеличивают амплитуду колебаний пропорционально величине нецилиндричности,Расположение деталей в...
Датчик углового положения и скорости вращения вала

Номер патента: 1053006
Опубликовано: 07.11.1983
Автор: Каплун
МПК: G01P 3/489
Метки: вала, вращения, датчик, положения, скорости, углового
...ключа 12 соединен со1счетным входом второго счетчика 13,ШМвхоцы предустановки которого соединены.с вторым выходом формирователя 11,первый выхоц которого подключен квхопу разрешения записи второго регист. 46ра 14, информационные входы которогосоединены с выходами второго счетчика 13. Во взаимодействии элементы 10,14 образуют блок 15 измерения скорости вращения. : 45Блок 16 переключения диапазоновсодержит в своем составе первую схему 17 сравнения бцов, соединеннуюсвоими входами с выходами вспомогательных старших и знакоюго разряцововторого регистра 14. Выход схбмы 17. сравнения кодов соецинен с вычитавщим входом реверсивного счетчика 18и входом первого инвертора 19. Выходинвертора соединен с вхоцом схемы 20: 55совпацения. Другой вход...
Устройство воспроизведения с магнитного диска

Номер патента: 1150658
Опубликовано: 15.04.1985
Автор: Орлов
МПК: G11B 25/04
Метки: воспроизведения, диска, магнитного
...включены между выходной шиной и стоком полевого транзистора.На чертеже показана структурная схема предлагаемого устройства.Устройство содержит магнитную головку 1, установленную на поворотном тонарме 2 с возможностью перемещения в спиральной канавке магнитного диска 3, Иагнитный диск 3 установлен с возможностью вращения на валу 4, а магнитная головка 1 подсоединена к выходной шине 5 через операционный усилитель 6, Устройство содержит также полевой транзистор 7, исток которого соединен с общей шиной 8 питания, подключенной через последовательно соединенные первый 9 и второй 10 резисторы к затвору полевого транзистора 7, а также соединенные последовательно датчик 11 оборотов магнитного диска 3, счетчик 12 оборотов, цифроаналоговый...
Регулируемая аксиально-поршневая гидромашина с наклонным диском

Номер патента: 1498937
Опубликовано: 07.08.1989
Авторы: Козлов, Кошечкин, Соловьев, Шубенков
МПК: F04B 1/20
Метки: аксиально-поршневая, гидромашина, диском, наклонным, регулируемая
...разгрузки последних. Башмаки опираются на пластину 13, в которой под каждый башмак 9 выполнена глухая расточка 14, в центральной части которой также имеется канал 15 гидростатической разгрузки. Пластина 13 расположена на опорной поверхности 16 наклонного диска 17, на которой выполнены дугообразные пазы 18 и 19, причем диск 17 устанавливается в гидромашине таким образом, чтобы ось 20 симметрии пазов 18 и 19 совпадала с осью (не показана) симметрии окон 5 и 6 распределителя 4. В диске 17 выполнены каналы 21, предназначенные для сообщения карманов 22, имеющихся на торцовой поверхности 23 диска 17, с окнами 5 , и 6 раси редел ител я 4.При вращении блока цилиндров 3 поршни 8 совершают возвратно-поступательное движение относительно...
Предыдущий патент: Устройство для притирки сферическихповерхностей деталей
Следующий патент: Устройство для притирки клапанов
Случайный патент: Регулятор частоты вращения для двигателя внутреннего сгорания с наддувом