Способ электрошлаковой сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
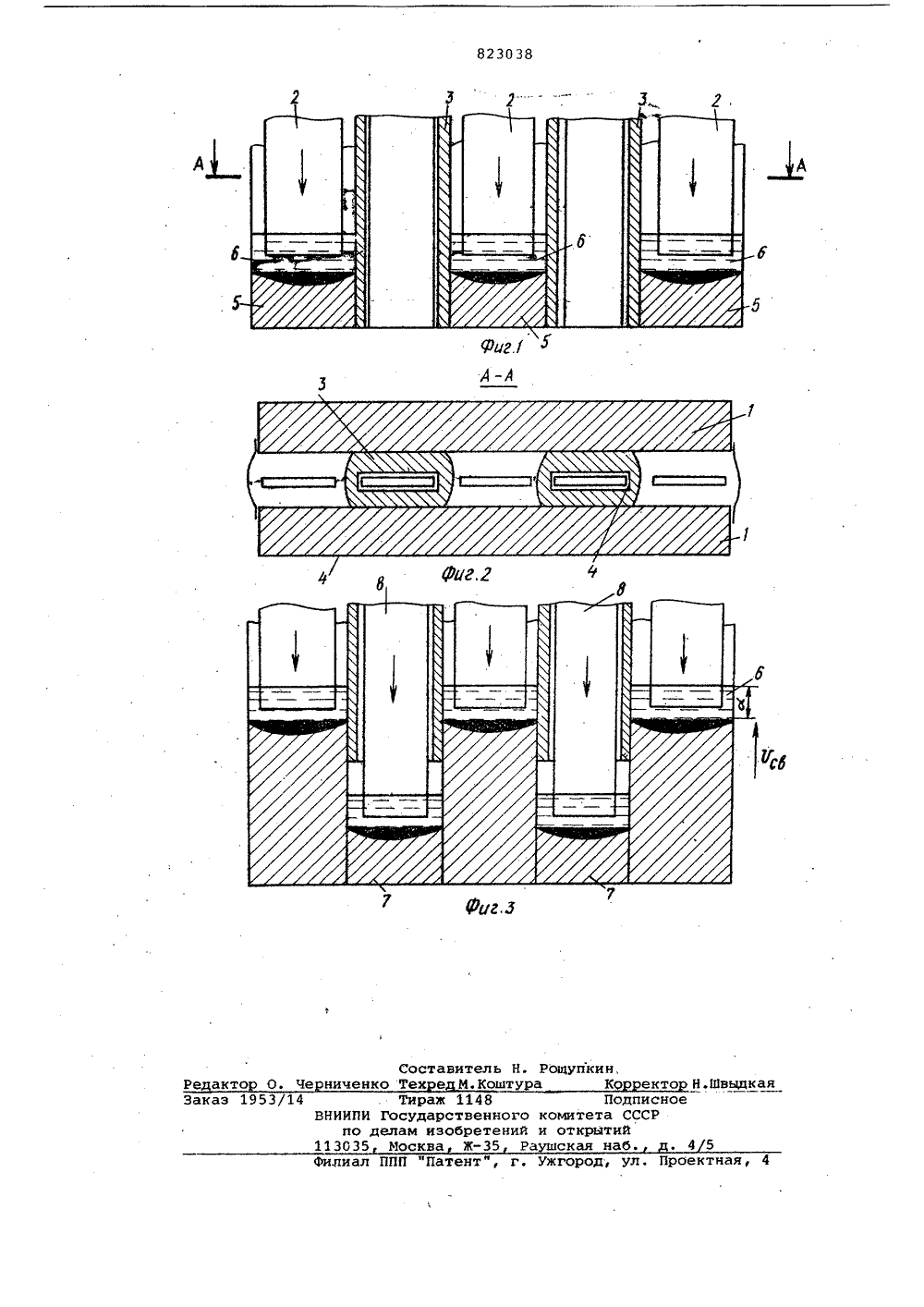
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИ ЕТЕЛЬСТВУ Союз Советских Социалистических Республик(61) Дополнительное к авт. свид-ву(22) Заявлено 10. 05. 79 (21) 2790640/25-27 Р 1)М К 3 В 23 К 25/00 с присоединением заявки Нов(23) Приоритет -Государственный комитет СССР но делам изобретений и открытий(1Краматорский научно-исследовательский и проектйо зтехнологический институт машиностроения(54) СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ Изобретение относится к сварке, а именно к электрошлаковой сварке с использованием пластинчатых электродов.Известен способ электрошлаковой сварки с использованием пластинчатых электродов, .которые устанавливают по всей ширине стыка и ведут процесс с общей шлаковой и металлической ваннами для всех электродов 1,1.Недостатком известного способа является возникновение деФектов при сварке крупногабаритных изделий(трещины в случае сварки сталей мартеиситного класса и усадочные раковинй при окончании процесса). Иногда усадочные раковины настолько велики, что приходится использовать выводные планки, высотой, соиэмеряемой с высотой свариваемого стыка. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ электрошлаковой сварки, при котором в зазор между свариваемыми деталями с определенным шагом устанавливают вкладыши иэ огнеупорного материала сваривают участки, не занятые вкладьпцами, которые затем извлекают и заваривают освобожденные от нихучастки.В результате применения данногоспособа повышается качество сварного соединения деталей, выполненных,преимущественно, из сталей мартенситного класса, и уменьшается усадочная раковина 21.Недостатком известного способаявляется низкая производительностьпроцесса сварки, обусловленная значительной трудоемкостью и длительностью изготовления деталей, так каксварка всего сечения разбивается на 15 два этапа: первый этап - сваркаучастков, не занятых вкладышами,извлечение вкладьнаей и второй этап -заварка освободившихся участков, Таким образом, цикл изготовления свар ного соединения увеличивается почтив два раза по сравнению с известнымспособом 1.Цель изобретения - повьыение производительности процесса сварки, 25 Поставленная цель достигается тем,что перед установкой вкладышей в нихвыполняют продольные сквозные отверстия для подачи электродов, извлечение вкладышей начинают в момент, 30 когда высота закристаллизовавшегосяшва на участках, не занятых вкладышами, достигает высоты, равной глубине шлаковой ванны, одновременно с извлечением вкладышей, на освободившиеся от них участки подают плавящиеся электроды через упомянутые сквозные отверстия, причем, извлечение вкладышей осуществляют со скоростью, равной скорости сварки.На Фиг. 1 изображено образование сварного шва в начальный момент с установленными в зазоре вкладышами на Фиг, 2 - сечение А-А на Фиг,1; на фиг. 3 - образование сварного шва при извлечении вкладышей.Способ осуществляется следующим образом.В зазор между свариваемыми заготовками 1 подают пластинчатые электроды 2, как в свободную зону, так и через вкладыш 3 со сквозным отвер. - стием 4. Закристаллизовавшийя металл 5 - в зоне, не занятой вкладышами; шлаковая ванна б - под вкладышами, освободившиеся от вкладышей участки 7, пластинчатые электроды 8, которые пропускают в отверстие 4 вкладыша 3,П р и м е р. Две заготовки из стали 1 Х 12 Н 2 ВМФ устанавливают с зазором 20 мм. Ширина свариваемого сечения 150 мм, высота 250 мм, С целью упрощения исследований применяют только один вкладыш шириной 50 мм, который устанавливают по центру свариваемого стыка. Вкладыш разбивает зазор на три участка шириной 50 мм, В незанятые вкладышем участки вводят пластинчатые электроды шириной 40 мм и толщиной 8 ью, изготовленные из основного материала, Сверху этих двух участков начинают в медном водоохладительном кармане, разделенном также на три участка с помощью электропроводного в твердом состоянии Флюса АН. Подачу электродов осуществляют с самой малой скоростью, затем в разделку засасывают Флюс АН 14, и после разведения устойчивого электрошлакового процесса скорость подачи электродов увеличивают до заданной У, = 2,1 м/ч.Сварку производят аппаратом А(исполнение 2) на следующем режиме: напряжение сварки 25 В, сварочный токна одном электроде 300 А, глубина шлаковой ванны 15 мм. После того, как высота закристаллизовавшегося металла составляет 15 мм, о чем судят поподнятию Формирующего устройства, начинают извлечение вкладышей, одновременно с этим через паз, выполненныйво вкладыше (размеры паза 44 х 15),пропускают пластинчатый электрод иразводят электрошлаковый процесс вучастке, освободившемся от вкладыша,В дальнейшем осуществляют электрошлаковую сварку всего сечения стыка.Скорость извлечения вкладыша равняется скорости сварки 0,4 м/ч.Таким образом, по предлагаемомуспособу почти вдвое сокращается циклизготовления сварного соединения,так как сварка образца высотой 250 ммпроизводится за 40 мин, а по известному способу время сварки составляет1 ч. 10 мин,Формула изобретенияСпособ электрошлаковой сварки,при котором в зазор между свариваемыми деталями с определенным шагом устанавливают вкладыши из огнеупорногоматериала и заваривают плавящимисяэлектродами участки, не занятые вкладышами, которые затем извлекают изаваривают освобожденные от них участки, о т л и ч а ю щ и й с я тем,что, с целью повышения производительности процесса, перед установкойвкладышей в них выполняют продольныесквозные отверстия для подачи электродов, извлечение вкладышей начинают в момент, когда высота закристаллизовавшегося шва на участках, незанятых вкладышами, достигает высоты, равной глубине шлаковой ванны,одновременно с извлечением вклады 40 шей на освободившиеся от них участкиподают плавящиеся электроды черезупомянутые сквозные отверстия, причем, извлечение вкладышей осуществляется со скоростью, равной скорости45 вРИсточники инФормации,принятые во внимание при экспертизе1. Сущук-Слюсаренко И.И. иЛычко И. И. Техника выполненйя электрошлаковой сварки, Киев, "Науковадумка", 1974, с. 69-72.2. Авторское свидетельство СССРР 291768, кл. В 23 К 25/00, 06.01.77.823038 Рощупкин,ра Кр екто Н.Швыдкая вител СосО. Че ниченко Тех едаК Зака е ого комитнийРаушская 5 Филиал ППП Патент", г. Ужгород, ул. Проектная, 4 953/14 Тираж 1148 ВНИИПИ Государственн по делам изобрете 113035 Москва Ж
СмотретьЗаявка
2790640, 10.05.1979
КРАМАТОРСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙИ ПРОЕКТНО ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТМАШИНОСТРОЕНИЯ
СЕМЕНОВ ВАЛЕНТИН МИХАЙЛОВИЧ, ГУЛИДА ВЛАДИМИР ПАНТЕЛЕЕВИЧ, ПРЕСНЯКОВ ВИКТОР АНАТОЛЬЕВИЧ
МПК / Метки
МПК: B23K 25/00
Метки: сварки, электрошлаковой
Опубликовано: 23.04.1981
Код ссылки
<a href="https://patents.su/3-823038-sposob-ehlektroshlakovojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ электрошлаковой сварки</a>
Способ электрошлаковой сварки изделий больших толщин

Номер патента: 878471
Опубликовано: 07.11.1981
Авторы: Ерегин, Малай, Савченко
МПК: B23K 25/00
Метки: больших, сварки, толщин, электрошлаковой
...формирующие ползуны 6, наводят шлаковую ванну требуемой глубины, и,используя сухой вылет электродной проволоки 1, ведут электрошлаковый процесссварки.Предложенный способ позволяет устанавливать и подавать электродные проволокии вне зоны зазора между свариваемыми заготовками, например, в пространство, образованное выемкой в формующем ползуне 6,предназначенной для усиления шва. В этомслучае значительно сокращается расходэлектродной проволоки за счет уменьшениязазора 4 между свариваемыми заготовками.Подача проволоки в одно место позволяет упростить аппаратуру ее подачи, обеспечивает возможность осуществлять и регулировать ее сухой вылет. Все это позволяетповысить скорость сварки с сохранениемкачества сварного соединения,По...
Способ электрошлаковой сварки кольцевых швов

Номер патента: 248868
Опубликовано: 01.01.1969
Авторы: Институт, Искра, Ковалев, Макара, Новиков, Шкурке
МПК: B23K 25/00
Метки: кольцевых, сварки, швов, электрошлаковой
...сварки кольцевых швов с изменением проплавления свариваемых кромок.Отличительная особенность предлагаемого способа сварки заключается в следующем.В собранных с необходимым зазором обечайках начальныи участок кольцевого шва сваривают на режиме, обеспечивающем получение шва увеличенной ширины (например, благодаря повышенному напряжению сварки, увеличенному току и т. д.). В процессе сварки навального участка по всей длине шва вырезают резаком или другим приспособлением щель, ширина которой достаточна для выполнения замыкания кольцевого шва. Заварив участок необходимой длины, изменяют режим сварки (напряжение, ток или напряжение и ток) для получения погонной части шва требуемой ширины и последующую сварку производят при неизменном...
Способ контроля уровня металлической ванны при электрошлаковой сварке

Номер патента: 998059
Опубликовано: 23.02.1983
Авторы: Карпова, Леонтьев, Рощин, Сапиро, Трофимов, Фомин
МПК: B23K 25/00
Метки: ванны, металлической, сварке, уровня, электрошлаковой
...источника10. Между выходом источника 9 сварочного тока и центральным электро"дом 5 установлено сопротивление 11.55Устройство работает следующим образом,Цикл работы устройства задаетсяпереключателем цикла с периодом ТС окончанием импульса тока на цент" бОральном электроде 5, переключатель8 устанавливается: в положение, показанное на фиг, 1, и источник 9 сварочного тока оказывается подключенным к периферийным электродам б. Этот 65щ Чсвгде Гш - сечение стыка, м 2Ч - скЬрость снарки, м/с,(3) момент отражается точкой 12 на циклограмме центрального электрода 5 (фиг. 2) и характеризуется определенным положением всех трех электродов, торцы которых нахоцятся в средней части шлаковой ванны 1. С момента 12 скорость плавления центрального...
Способ изготовления тонкостенного полого электрода инструмента для электроэрозионной и электрохимической обработки

Номер патента: 500966
Опубликовано: 30.01.1976
Авторы: Жучков, Меркулов, Синяткин, Слепушкин, Щитова
МПК: B23P 1/12
Метки: инструмента, полого, тонкостенного, электрода, электрохимической, электроэрозионной
...зионно ных за С целью получения требуемого контура тонкостенного электрода каркас выполняют в виде жестко закрепленных на плите штырей, установленных по профилю электрода, вдоль его образующей так, что расстояние между двумя 15 соседними штырями определяет длину соответствующих прямолинейных участков, а форма сечения каждого из штырей форму соответствующего криволинейного участка тонкостенного электрода. 20Для осуществления предложенного способа на плоскости устанавливают штыри, образующие участками поверхностен и ребрами опоры контура профиля электрода-инструмента, и наматывают на эти опоры электрод токо проводящим материалом (например, медной проволокой, трубкой, лептой и т. д.) плотно прилегающими один к другому витками, Витки...
Устройство для контактной сварки кольцевых швов

Номер патента: 1044448
Опубликовано: 30.09.1983
МПК: B23K 11/10
Метки: кольцевых, контактной, сварки, швов
...находящейся набиссектрисе угла, образованного между плоскостью нижнего и верхнегоэлектрода, а нижний электрод закреплен неподвижно на станине и его ось 60расположена на шпинделе,Кроме того верхний электрод можетбыть выполнен с рельефами.Рабочая часть верхнего электродавыполнена в виде сектора. 65 Нижний электрод выполнен с кривиз" ной, ответную профилю,свариваемого изделия.На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1 по сферической поверхности радиуса Я; на Фиг, 3 - разрез Б-Б на фиг. 2 на фиг. 4 - электрод для точечной сварки; на Фиг. 5 электрод для неполной окружности; на фиг. б - электроды для получения шва на поверхности, имеющей кривизну.Устройство для контактной сварки содержит привод 1,...
Предыдущий патент: Формирующее устройство для электро-шлаковой сварки
Следующий патент: Устройство для автоматической сваркинеповоротных кольцевых стыков
Случайный патент: Автоматический захват для бадей колошникового подъема