Способ оптимизации процесса цикли-ческого формообразования
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 814539
Авторы: Бабурин, Бородулин, Калашников, Сапрыкин, Трахтенберг, Шишов, Якубович

Текст
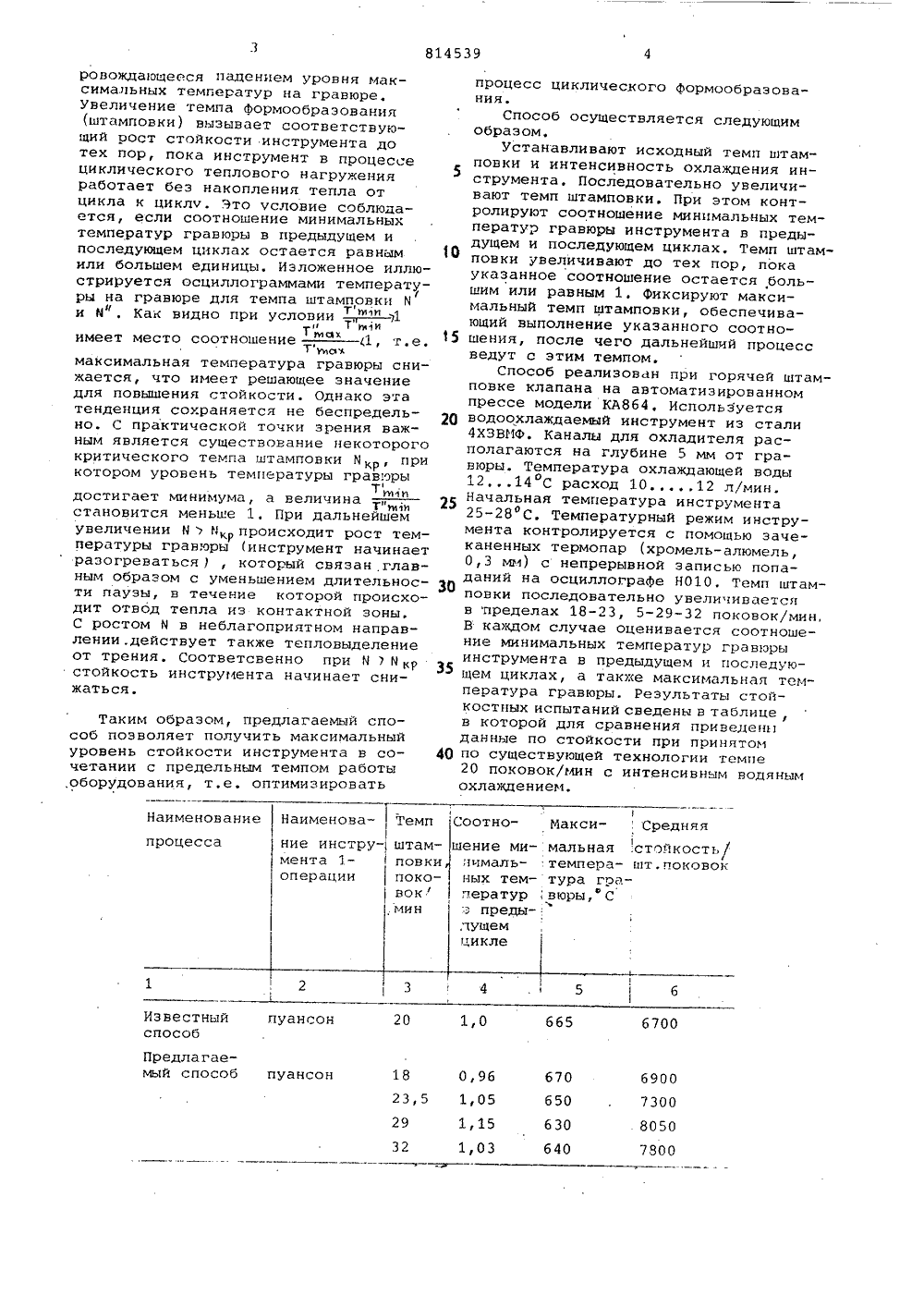
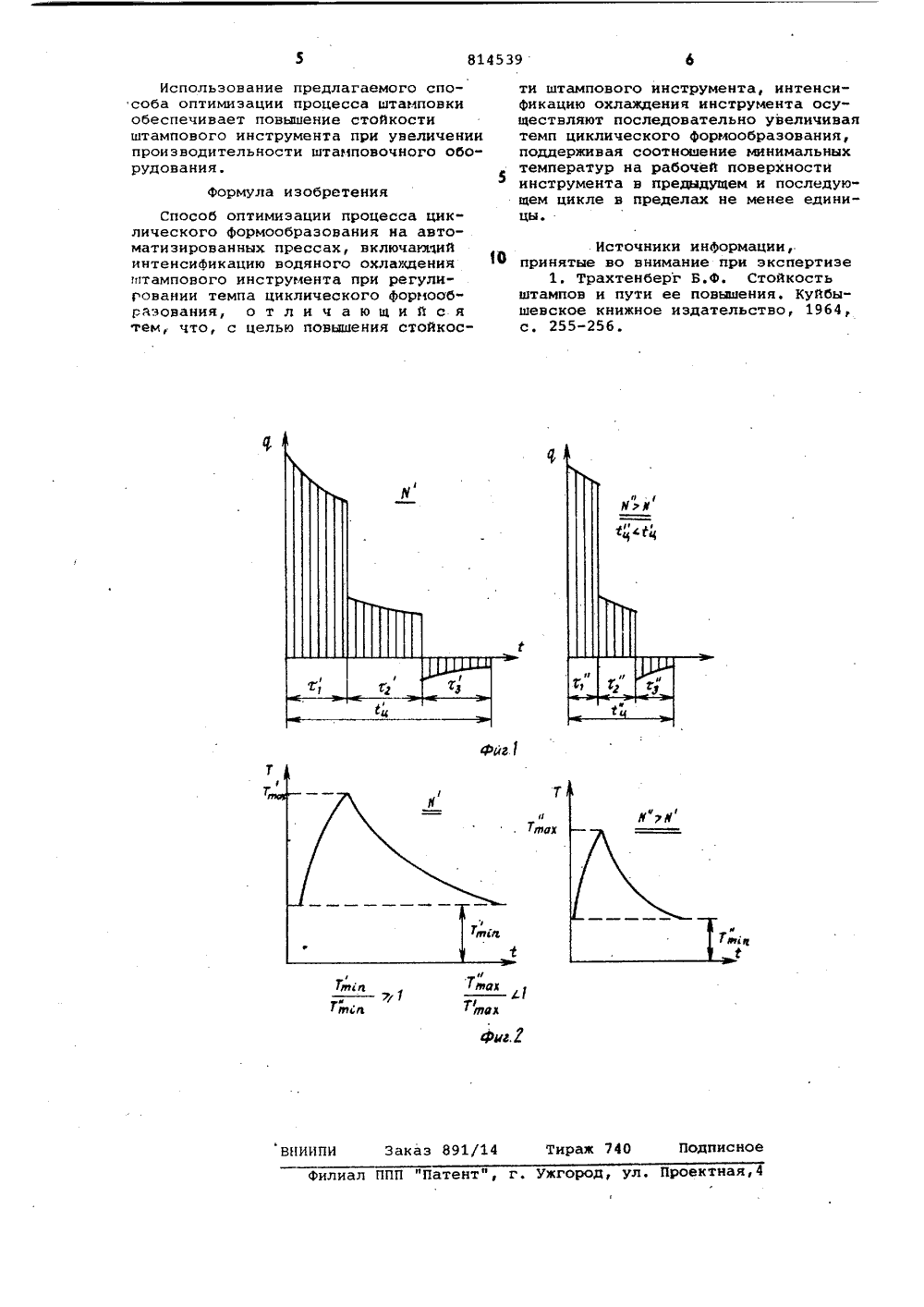
Союз Советских Сфциапистичаских Увспублик(22) Заявлено 030579 (21) 2760557/25-27с присоединением заявки Нов(Я)М. Кл.з В 21 Ю 1/06 Госуяарствениый комитет СССР ио хмвм изобретений и открытий(72) Авторы изобретенияКуйбышевский политехнический институт нм. В.В.Куйбьвйаа 71) Заявитель(54) СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА ЦИКЛИЧЕСКОГО ФОРМООБРАЗОВАНИЯИзобретение относится к обработке металлов давлением и может быть использовано для повышения ресурса долговечности штампового инструмента н повышения производительности автоматизированных горячештамповочных прессов.Известен способ оптимизации процесса циклического Формообразования на автоматизированных прессах, включающий интенсиФикацию водяного охлаждения штампового инструмента при регулировании темпа циклического Формообразования 1 .Однако известный способ имеет 15 ограниченную эффективность в отношении повышения стойкости штампового инструмента, т,ене позволяет обеспечить максимальную стойкость штампового инструмента при одновременном 20 повышении производительности процесса штамповки на автоматизированных горячештамповочных прессах.Цель изобретения - повышение стойкости штампового инструмента. 25Поставленная цель достигается тем, что в способе, включающем интенсификацию водяного охлаждения штампового инструмента при регулировании темпа циклического Формообразования, интенсифнкацию охлаждения инструментаосуществляют последовательно увеличивая темп циклического формообразования, поддерживая соотношение минимальных температур на рабочей поверхности инструмента в предыдущем и последующем цикле в пределах не менее единицы.Иа фиг.1 представлена структуратеплового единичного цикла для темпа штамповки и поковок/мин и еетрансформация при увеличении темпав два раза, т.е. до 2 й, где ец-длительность всего цикла штамповки;Г- длительность активного (в процессенагружения ) контакта заготовки с инструментом; Гд - длительность пассив"ного (при снятом усилии) контактазаготойкн с инструментом; Г 3 - дли"тельность паузы, в течение которой происходит отвод тепла из контактной зоны штампового инструмента; о- тепловой поток из заготовки в инструмент на Фиг,2 - осциллогржвн температуры на рабочей части инструмента-гравера для темпа штамповки йи йт,При увеличении темпа штамповки происходит сокращение длительности этапов активного и пассивного контакта заготовки с инструментом, соп814539 ровождающееся падением уровня глаксимальных температур на гравюре, Увеличение темпа формообразования (штамповки) вызывает соответствующий рост стойкости инструмента до тех пор, пока инструмент в процессе циклического теплового нагружения работает без накопления тепла от цикла к циклч. Это Условие соблюдается, если соотношение минимальных температур гравюры в предыдущем и последующем циклах остается равным или большем единицы. Изложенное иллюстрируется осциллограммами температуры на гравюре для темпа штамповки й и йв, Кви видио при условии -ф.-"-71и Т Ив 1 ИТ ивахимеет место соотношение , (1, т.е.Т биомаксимальная температура гравюры снижается, что имеет решающее значение для повышения стойкости. Однако эта тенденция сохраняется не беспредельно. С практической точки зрения важныгл является существование некоторого критического темпа штамповки й , при котором уровень температуры гравюры1 достигает минимума, а величина Тив 1 и становится меньше 1. При дальнейшем увеличении й ) й происходит рост температуры гравюры (инструмент начинает разогреваться ) , который связан, главным образом с уменьшением длительности паузы, в течение которой происходит отвод тепла из контактной зоны. С ростом й в неблагоприятном направлении,действует также тепловыделение от трения. Соответсвенно при й г й к стойкость инструмента начинает снижаться. 5 О 15 20 25 ЗО 35 данные по стойкости при принятом 40 по существующей технологии темпе 20 поковок/мин с интенсивным водяным охлаждением.Средняямальная ,стойкость/ темпера- шт,поковок тура гравюры, СЪ НаименоваНаименованиепроцесса штам- повки шение миние инстру-мента 1 операции яимальных температурз предыдущем поковок глин 70 Известный пуансспособ Предлагаемый способ 8 0,9 1,0 1,1 анс 650 805 780 Таким образом, предлагаемый способ позволяет получить максимальный уровень стойкости инструмента в сочетании с предельным темпом работы ,оборудования, т.е. оптимизировать процесс циклического формообразования.Способ осуществляется следующим образом.Устанавливают исходный темп штамповки и интенсивность охлаждения инструмента, Последовательно увеличивают темп штамповки. При этом контролируют соотношение минимальных температур гравюры инструмента в предыдущем и последующем циклах. Темп штамповки увеличивают до тех пор, пока указанное соотношение остается большим или равным 1, фиксируют максиглальный темп штамповки, обеспечивающий выполнение указанного соотношения, после чего дальнейший процесс ведут с этим темпом.Способ реализован при горячей штамповке клапана на автоматизированном прессе модели КА 864, Используется водоохлаждаемый инструмент из стали 4 ХЗВИф. Каналы для охладителя располагаются на глубине 5 мм от гравюры. Температура охлаждающей воды 1214 С расход 10,12 л/мин. Начальная температура инструмента 25-28 С. Температурный режим инструмента контролируется с помощью зачеканенных термопар (хромель-алюмель, 0,3 мм) с непрерывной записью попаданий на осциллографе Н 010, Темп штамповки последовательно увеличивается в пределах 18-23, 5-29-32 поковок/мин, В каждом случае оценивается соотношение минимальных температур гравюры инструмента в предыдущем и последующем циклах, а также максимальная температура гравюры, Результаты стой- костных испытаний сведены в таблице, в которой для сравнения приведеныЪп1вв каз 891/14 Тираж 740 Подписи ВНИИ ППП "Патент", г. Ужгород, ул, Проектная,4Фил Использование предлагаемого способа оптимизации процесса штамповки обеспечивает повышение стойкости штампового инструмента при увеличении производительности штамповочного оборудования. Способ оптимизации процесса циклического формообразования на автоматизированных прессах, включающий интенсификацию водяного охлаждения штампового инструмента при регулировании темпа циклического формообразования, о т л и ч а ю щ и й с я тем, что, с целью повышения стойкости штампового инструмента, интенсификацию охлаждения инструмента осуществляют последовательно увеличиваятемп циклического формообразования,поддерживая соотношение минимальныхтемператур на рабочей поверхностиинструмента в предыдущем и последующем цикле в пределах не менее еднницые Источники информации,ф принятые во внимание при экспертизе1. Трахтенберг Б.Ф. Стойкостьштампов и пути ее повышения. Куйбышевское книжное издательство, 1964,с, 255-256.
СмотретьЗаявка
2760557, 03.05.1979
КУЙБЫШЕВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
БАБУРИН ИВАН НИКОЛАЕВИЧ, САПРЫКИН ВЯЧЕСЛАВ ГЕОРГИЕВИЧ, ТРАХТЕНБЕРГ БОРИС ФРИДРИХОВИЧ, ЯКУБОВИЧ ЕФИМ АБРАМОВИЧ, КАЛАШНИКОВ ВЛАДИСЛАВ АЛЕКСЕЕВИЧ, БОРОДУЛИН ЕВГЕНИЙ ГРИГОРЬЕВИЧ, ШИШОВ КОНСТАНТИН МИХАЙЛОВИЧ
МПК / Метки
МПК: B21J 1/06
Метки: оптимизации, процесса, формообразования, цикли-ческого
Опубликовано: 23.03.1981
Код ссылки
<a href="https://patents.su/3-814539-sposob-optimizacii-processa-cikli-cheskogo-formoobrazovaniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ оптимизации процесса цикли-ческого формообразования</a>
Инструмент для формообразования асферических

Номер патента: 335080
Опубликовано: 01.01.1972
Авторы: Ефремов, Московское, Ордена
МПК: B24B 13/02
Метки: асферических, инструмент, формообразования
...выполнены сменными.На фиг. 1 схематически изображен предлагаемый инструмент в разрезе; па фиг. 2 - то же, вид снизу.К корпусу 1, изготовленному из упругого материала, с помощью штырей 2 жестко крепятся наружные рабочие элементы 3, на которые в случае полирования наносится слой полировальной смолы 4.Поводок 5 станка со шпилькой б входит в многоэлементные каблучные инля об аботки ас е ических пониппель 7, жестко закрепленный в корпусе 1.Каблучные рабочие элементы 8 шарнирно соединены с пружинным узлом 9, закрепленным в корпусе 1.5 Во время обработки инструмент вращаетсяот поводка 5 шпилькой б, которая входит в пазы ниппеля 7, Усилие нажима передается от поводка 5 через шаровой шарнир. Каблучные рабочие элементы 8 поджимаются к...
Инструмент для формообразования и калибровки цилиндрических тонкостенных изделий

Номер патента: 559750
Опубликовано: 30.05.1977
Авторы: Лобанов, Трусков, Ходор, Шумейко
МПК: B21C 37/30
Метки: инструмент, калибровки, тонкостенных, формообразования, цилиндрических
...деформируемой трубой и эластичным элементом 25 оправки.Целью изобретения является создание такого инструмента для деформации тонкостенных труб и оболочек, который будет обладать повышенной стойкостью за счет устранения 30 вредного влияния трения скольжения и ис 559750ключения операции смазки поверхностен, находящихся в контакте с таким инструментом.Для достижения указанной цели в известном инструменте (оправке, матрице и т. д,), выполненном в виде металлической основы и установленной на ее рабочей поверхности эластичной втулки, один из торцов втулки выполнен утолщенным и имеет форму тороида с регулируемыми размерами длин продольной и поперечной осей.На фиг. 1 приведена схема инструмента для деформации тонкостенных цилиндрических...
Инструмент для формообразования с одновременной закалкой изделий из листового материала

Номер патента: 656706
Опубликовано: 15.04.1979
Автор: Обонин
МПК: B21D 37/08
Метки: закалкой, инструмент, листового, одновременной, формообразования
...2, на которых соответственно закреплены матрица 3 и пуансон 4, имеющие полости 5 для охлаждающей жидкости и каналы 6 на рабочей поверхности, соприкасающейся с заготовкой 7. Кроме того, пуансон и матрица имеют полости 8 для отвода пара. Полости 5 сообщены с каналами 6 посредством трубок 9, один конец которых выступает над дном канала, а полости 8 сообщены с каналами 6 посредством трубок 10.Штамп работает следующим образом, При рабочем ходе ползуна пресса пуансон 4 и матрица 3 смыкаются и фиксируют закаливаемое изделие 7. После этого в полости 5 подается охлаждающая жидкость, которая по трубкам 9 поступает к верхнейи нижней поверхностям изделия. Поскольку один из торцов трубок 9 выступает над дном канала 6, происходит разделение потоков...
Смазка для теплой штамповки металлов

Номер патента: 910746
Опубликовано: 07.03.1982
Авторы: Адлова, Гладушин, Голованчук, Лещинский, Оснач, Середенко, Херсонский
МПК: C10M 3/02
Метки: металлов, смазка, теплой, штамповки
...эффективными смазками, чемводорастворимые мыла щелочных металлов,что способствует созданию более прочныхсмазочных пленок,Смазок наносят на инструмент в промежутках между операциями штамповки, Тем. пературный режим гравюры штампа рсгули. руется предварительным Охлаждением водяной пыльйподаваемой через смазочные устройствва, После охлаждения до требуемой лемпер- туры (190 - 200 С) в магистраль подается смазочный состав и производится его распыление, За счет реализации требусмого теплового режима на поверхности штампа происходят указанные химические реакции ч обеспечивается создание на инструменте иооч. ной антифрикционной смазочной пленки.Для испытания приготавливают следующие составы смаэок (см. табл. 1).1910746 Таблица 1 Составы смазок,...
Инструмент для формообразования с одновременной закалкой изделий из листового материала

Номер патента: 316502
Опубликовано: 01.01.1971
Авторы: Бел, Захаров, Крылов, Перм
МПК: B21D 37/08
Метки: закалкой, инструмент, листового, одновременной, формообразования
...твердость по поверхности изделия, 20Предложенный инструмент представлен на чертеже.Инструмент, преимущественно пуансон, представляет корпус 1, расположенные на разных уровнях по его формообразующей по верхности каналы а для подвода закалочной среды к поверхности изделия. В корпусе инструмента выполнена полость А, разделенная перегородками 2 на изолированные камеры 3. Каждая камера соединена с заданным коли чсством каналов для подвода закалочной среды к поверхности изделия и посредством трубопровода 4 - с коллектором 5, подающим закалочную среду во все камеры одновременно. Трубопроводы имеют различное поперечное сечение.При таком выполнении формообразующего инструмента среда из общего коллектора поступает во все камеры одновременно,...
Предыдущий патент: Устройство для подачи заготовок врабочие валки прокатной клети
Следующий патент: Устройство для торможения изделийпри гидропрессовании
Случайный патент: Устройство для автоматической нормализации