Способ измерения параметров расположениякромок стыка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 804276
Авторы: Дубовецкий, Кожухарь, Линкин, Сергацкий
Текст
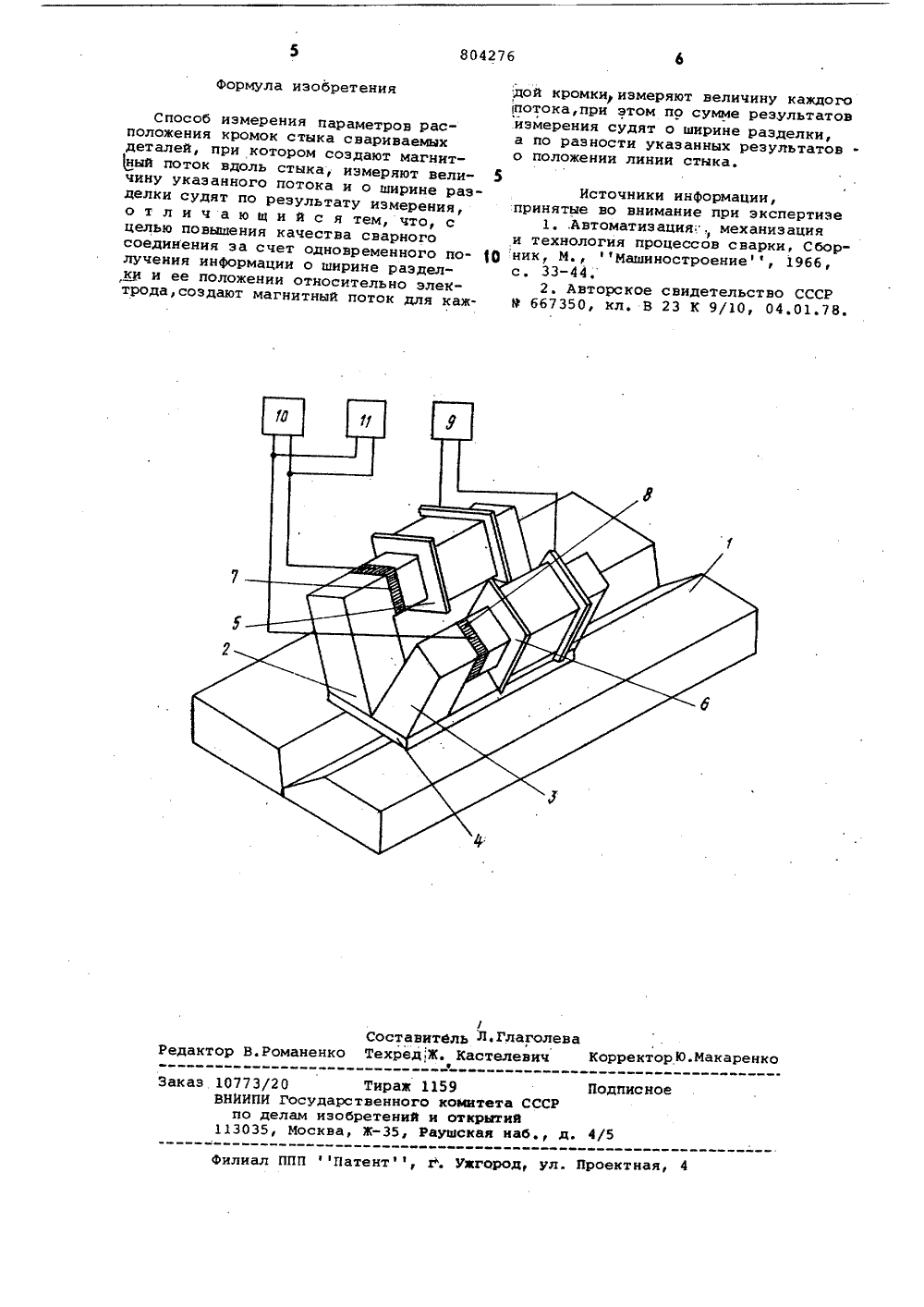
Сфез Сфветскик Севрелистичесжик Респубее(51)М. Кл.з В 23 К 9/10 1 всуяврствевямй квинтет СССР вв ямам язобретеннй я еткрмтяйДата опубликования описания 15,02.81 Г,И,Сергацкий, Г.А.Линкнн, С,В.Дубовецкий,и Т,Й.КожухарьР Г,)яи--(72) Авторы мзобретемия Киевский институт автоматики им. ХХЧ съезда КПСС.: и Ордена Ленина и ордена Трудового Красного Знамени ., институт электросваРки им. Е,О,Патона(54) СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РАСПОЛОЖЕНИЯ КРОМОК СЯВКА Изобретение относится к автомати. ческому управлению процессом сварки и может быть использовано для регулирования параметров режима сварки в зависимости от величины площади поперечного сечения разделки стыка свариваеьвюс кромок, а также для автоматического йаправлення электрода по стыку.Для получения качественного сварного соединения необходима информация о положении линии стыка относитель но траектории перемещения электрода и о ширине разделкистыка. В известНых способах с помощью одного изме рительного элемента получают информацию только об одном из указанных параметров, что сужает технологические возможности этих способов и не позволяет получить качественное 20 сварное соединение.Известен способ измерения ширины разделки кромок стыка свариваемого изделия, на который намотана катушка и который располагают над стыком. 25 Укаэанную катушку включают в балансяую схем и эапитывают напряжением высокой частоты. При изменении ширины стыка меняется полное сопротивле.ние катушки, что регистрируется с 30 помощью измерительной балансной схемыНедостатком известного способа являются ограниченные технологические возможности, так как он не обеспечивает получения информации по положении линии стыка относительно электрода или измерительного элемента.Известен также способ измерения ширины разделки кромок стыка сварнваемого изделия, при котором посредством кольцевого магнитопровода, ориентирОванного вдоль стыка, создают магнитный поток, замыкающийся через участок поверхности иэделия между торцами магнитопровода, измеряют величину этого магнитного потока и о ширине разделки судят по результату измерения. Способ.позволяет с высокой точностью измерить ширину разделки кромок стыка (2 Д.Недостатком данного способа также являются ограниченные технологические возможности, так как он не позволяет получить информацию о положении линии стыка относительно траектории перемещения электрода нли измерительного элемента, При смещении лиИни стйка относительно укаэанной траектории, например эа счет неточностисборки изделия под сварку или тепловых деформаций, это может привести к получению некачественных сварных соединений (из-за непровара, подреза, несплавления и т.п,) .Цель изобретения - повышение качества сварного соединения за счет 0одновременного получения информацииширине разделки и ее положении относительно электрода.Поставленная цель достигается тем, что создают магнитный поток для каж дой кромки, измеряют величину каждого потока, при этом по сумме реэульттатов . измерения судят о ширине разделки, а по разности указанных результатов - о положении линии; стыка, 15На чертеже представлено устройство,реализующее предлагаемый способ,Согласно предлагаемому способу, посредством двух отдельных магнитопроводов, примыкающих друг к другу и ориентированных вдоль стыка, создают два магнитных .потока, каждый из которых замыкается через участок поверхности изделия между торцами соответствующего магнитопровода, Поскольку магнитопроводы примыкают один к другому в плоскости стыка, то величина суммарного магнитного потока обоих магнитопроводов изменяется в зависимости от ширины разделки кромок стыка, По величине магнитных потоков, 30 измеряемых раздельно для каждого магнитопровода, после суммирования результатов измерения судят о ширине разделки, Чем больше сумма результатов измерения, тем уже разделка. Раз ность результатов измерения говорит о величине отклонения линии стыка от линии, вдоль которой примыкают друг к другу магнитопроводы, При отсутствии отклонения эта разность: равна нулю. С увеличением отклонения разность результатов измерения возрастает.Над стыком свариваемого иэделия 1 располагают кольцевые магнитопроводы 2 и 3, ориентированные вдоль кро мок и примыкающие друг к другу. Торцы свободного зазора магнитопроводов, 2 и 3 обращены к изделию и закренлены на электроизоляционной подкладке 4. На каждом магнитопроводе 2 и 3 0 установлены питающие катушки 5 и б и потокочувствительные элементы 7 и 8. Питающие катушки 5 и 6 подключены к источнику Э питания. Каждый потокочувствительный элемент 7 и 8 соединен щ с блоком 10 управления режимом сварки и с блоком 11 коррекции положения электрода.Устройство для измерения ширины разделки кромок работает следующГм образом. 60Магнитопроводы 2 и 3, закрепленные на подкладке 4, устанавливают вдоль линии стыка. При подаче питаю. щего напряжения на катушки 5 и б вМагнитопроводах 2 и 3 наводится маг- ф нитный поток, который замыкается через кромки изделия и потокочувствительные элементы 7 и 8. Поскольку магнитопроводы 2 и 3 ориентированы вдоль линии стыка, то замыкание их магнитных потоков происходит только через участок стыка, охваченный магнитопро,водами 2 и 3, причем магнитный поток каждого магнитопровода 2 и 3 замыкается только по одной кромке стыка, Изменение ширины разделки приводит к изменению суммарногомагнитного потока в магнитопроводах 2 и 3 вследствие изменения магнитного сопротивления в зазорах между торцами магнитопроводов 2 и 3 и поверхностью изделия 1, Изменение магнитного потока регистрируется потокочувствительными элементами 7 и 8 и в виде электрических сигналов поступает в блок 10 управления режимом сварки, где по сумме укаэанных сигналов формируют сигналы для управления параметрами режима сварки. При отклонении линии стыка от линии примыкания магнитопроводов 2 и 3 становится различной величина магнитного потока в магнитопроводах 2 и 3, так как становится различным магнитное сопротивление зазора под их торцами, обращенными к поверхности иэделия. Магнитное сопротивление магнитопровода, в сторону которого смещается стык, увеличивается за счет большего воздушного промежутка под его торцами, обращенными к поверхности изделия 1. Данным магнитопроводом перекрывается лишь незначительная часть нескошенной кромки. Напротив, другим магнитопроводом перекрывается значительная часть поверхности нескошенной кромки и магнитное сопротивление зазора под его торцами, обращенными к изделию, небольшое, Измеряя с помощью потокочувствительных элементов 7 и 8 величины магнитных потоков в магнитопроводах 2 и 3, по разности результатов измерения определяют величину отклонения стыка. Это осуществляется блоком 11 коррекции- положения электрода, который формирует сигнал управления приводом коррекции.Суммарную ширину торцов магнитопроводов 2 и 3 выбирают равной или несколько больше максимальной шириныразделки, возможной на данном иэделии.Таким образом, предлагаемыйспособ позволяет расширить технологические возможности известного способа, так как он позволяет получитьинформацию не только о ширине разделки, но и о.положении линии стыка относительно измерительного органа или электрода, что повышает качество сварных соединений. Способ поэволяет расширить также область применения автоматической сварки эа счет изделий, требующих.автоматизации на правления электрода по стыку,нк Подписиета СССРытийя иаб д, 4/5 нлиал ППП Патент, Г. УжгОрод, ул. Проектная,Способ измерения параметров расположения кромок стыка свариваемых деталей, при котором создают магнитный поток вдоль стыка, измеряют вели чину укаэанного потока и о ширине разделки судят по результату измеренияР о т л и ч а ю Ш и й с я тем, что, с целью повышения качества сварного соединения за счет одновременного по лучения информации о ширине разделки и ее положении относительно электрода,создают магнитный поток для кажказ 10773/20 Тираж 1159 ВНИИПИ Государственного коми по делам изобретений и от 113035, Москва, Ж, Раушсдой кромки, измеряют величину каждогопотока,при этом по сумме результатовйэмерения судят о ширине разделки,а по разности указанных результатово положении линии стыка. Источники информации,принятые во внимание при экспертизе 1 Автоматизация., механизация и технология процессов сварки, Сборник, М. фМашиностроениеф, 1966,с33-44," 2. Авторское свидетельство СССР Р 667350, кл. В 23 К 9/10, 04.01.78.
СмотретьЗаявка
2701357, 25.12.1978
КИЕВСКИЙ ИНСТИТУТ АВТОМАТИКИ ИМ. ХХУСЪЕЗДА КПСС, ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГОЗНАМЕНИ ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. E. O. ПА-TOHA AH УКРАИНСКОЙ CCP
СЕРГАЦКИЙ ГЕОРГИЙ ИВАНОВИЧ, ЛИНКИН ГЕННАДИЙ АНДРЕЕВИЧ, ДУБОВЕЦКИЙ СЕРГЕЙ ВАСИЛЬЕВИЧ, КОЖУХАРЬ ТАТЬЯНА НИКОЛАЕВНА
МПК / Метки
МПК: B23K 9/10
Метки: параметров, расположениякромок, стыка
Опубликовано: 15.02.1981
Код ссылки
<a href="https://patents.su/3-804276-sposob-izmereniya-parametrov-raspolozheniyakromok-styka.html" target="_blank" rel="follow" title="База патентов СССР">Способ измерения параметров расположениякромок стыка</a>
Приспособление для совмещения кромок деталей, собираемых под сварку

Номер патента: 642118
Опубликовано: 15.01.1979
Авторы: Антонов, Гребенцов, Григорьев, Рыжова
МПК: B23K 37/04
Метки: кромок, сварку, собираемых, совмещения
...сектора, другая часть имеет форму конического сектора 6. Болт 7 и штифт 8 служат для фиксации стяжной пластины 1. Стальной канат 9 удерживает корпус от разворота присборке.Предлагаемое приспособление работает следующим образом.Для стыковки обечайки с конусом по периметру стыка обечайки размещают установочные приспособления в количестве, зависящем от диаметра.Вручную на обечайку устанавливают собранные с сектором б прижимной башмак 3 и корпус 2.Формула изобрегения ПИ Эаказ 7649/13 Тир Подписное Патен и В направляющих винтом 4 при помощи рукоятки 5 вдвигается стяжная пластина 1 до упора в штифт 8, Болтом 7, вдвигаемым в отверстие стяжной пластины 1, Фиксируется ее положение. Вращением рукоятки 5 прижимной башмак прижимается к стенке...
Приспособление для совмещения кромок деталей, собираемых под сварку

Номер патента: 867583
Опубликовано: 30.09.1981
Автор: Глазунов
МПК: B23K 37/04
Метки: кромок, сварку, собираемых, совмещения
...части прижимного башмака 3 перемещается прижимная пята 9, выполненная с цилиндрическим хвостовиком 10 взаимодействующим с отверстием 11 в стяжной пластине 1, которая контактирует с плоскостью основания 12 хвостовика 10 прижимной пяты 9, шарнирно соединенной при помощи штифта 13 с фиксирующим болтом 14. Винт 4 привода стяжной пластины 1 выполнен с диаметральном пазом 15, взаимодействующим с направляющим штифтом 16, закрепленным в корпусе 2. Прижимная пята 9 с болтами 14 и штифтом 17, закрепленным в цилиндрической части прижимного башмака 3,. обеспечивают надежную фиксацию стяжной пластины 1, а диаметральный паз 15 винта 4 совместно с направляющим штифтом 16 обеспечивают надежную ориентацию стяжной пластины 1 в направляющих...
Стяжное устройство для сборки кромок листовых металлоконструкций под сварку

Номер патента: 477807
Опубликовано: 25.07.1975
Авторы: Грибакин, Ключников, Нестеров
МПК: B23K 37/04, B23P 19/00
Метки: кромок, листовых, металлоконструкций, сборки, сварку, стяжное
...омощью шааемое вид Известно устройство для сборки кромоклистовых металлоконструкциИ, содержащеежестко прикрепленные к элементам собираемой конструкции планки, через отверстикоторых пропущен стяжной механизм в виде винтовой стяжки, на котороИ установлена рамка, несущая подвижные упоры длявыравнивания кромок,Цель изобретения - удобствотации и упрощение конструкции уЭто достигается тем, что ралена на стяжном винте с возможворота относительно его оси и в2-образной формы, а на разноных ее плечах установлены с ировых опор упоры.На фиг, 1 показано предлаг уст-ройство, общий вид, на фиг. 2 - то же,сверху. Устройство работает следующим образом, К элементам 1 собираемой конструкции жестко прикрепляют планки 2, затем заводят вниз винт 5 через...
Способ правки кромок трубной заготовки перед сваркой

Номер патента: 617102
Опубликовано: 30.07.1978
Авторы: Горбунов, Касьян, Литвин, Мягков, Осинский, Потапов, Рымов, Чус
МПК: B21C 37/06
Метки: заготовки, кромок, правки, сваркой, трубной
...максимальной амплитуды Ь гибки кромок, полупериода 1 (половпна шага) колебаний, радиуса Ро готовой трубы при кру;лом поперечном сечении трубы или ради уса формовки периферийных частей заготовки (при овальном поперечном сечении трубы) перед аваркой, радиуса Ргибки кромок трубной заготовки (от 0 до 0,1 ширины полосы) на вершине амплитуды, рад;уса Р - во 20 впадине амплитуды.На,фиг. 1, 2, 3, и 4 видно, что вертикальные перемещения кромок трубной заготовки уменьшаются не только цо длине трубной заготовки вдоль оси, но л от кромкц в плоскости, перпендикулярной этой осц.Согласно фиг. 2, 3, 4 Рп Р,Р) РР = Я = й(,.Из графика на фиг. 5 следует, что относительная амплитуда гибки (И) зависит от ЗО степени относительной деформации е кромок=...
Приспособление для сведения кромок кольцевых заготовок под сварку

Номер патента: 737180
Опубликовано: 30.05.1980
Автор: Серебренников
МПК: B23K 37/04
Метки: заготовок, кольцевых, кромок, сварку, сведения
...3.Кроме того, на основании 1 смонтированпривод 4, штоки которого соединены посредством коромысел 5 с зажпмнымп план20 ками 6, шарнирно закрепленными на оси 7кронштейнов 8 рычагов 2. Оси 7 установлены наклонно относительно опорных поверхностей 3 рычагов 2,На каждой зажимной планке 6 выполне 25 ны две конусные прижимные поверхности9, расположенные эксцентрично относительно оси 7, причем образующие этих поверхностей взаимно перпендикулярны.Приспособление работает следующим об 30 разом,737180 д Б лярву 3Заготовка иавешивается на опорные поверхности 3, в цилиндр 4 подается воздух, при этом штоки цилиндра раздвигают коромысла 5, а последние поворачивают зажимные планки 6 вокруг осей , Зажимные планки эксцентричными относительно осей 7...
Предыдущий патент: Станок для фасонной резки труб
Следующий патент: Устройство для ограничения напряжения хо-лостого хода сварочного преобразователя
Случайный патент: Устройство для защиты трехфазного мостового преобразователя от пропуска импульсов управления