Способ исправления дефектов всварном соединении
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 795846
Авторы: Грудзинский, Макаров, Степанов
Текст
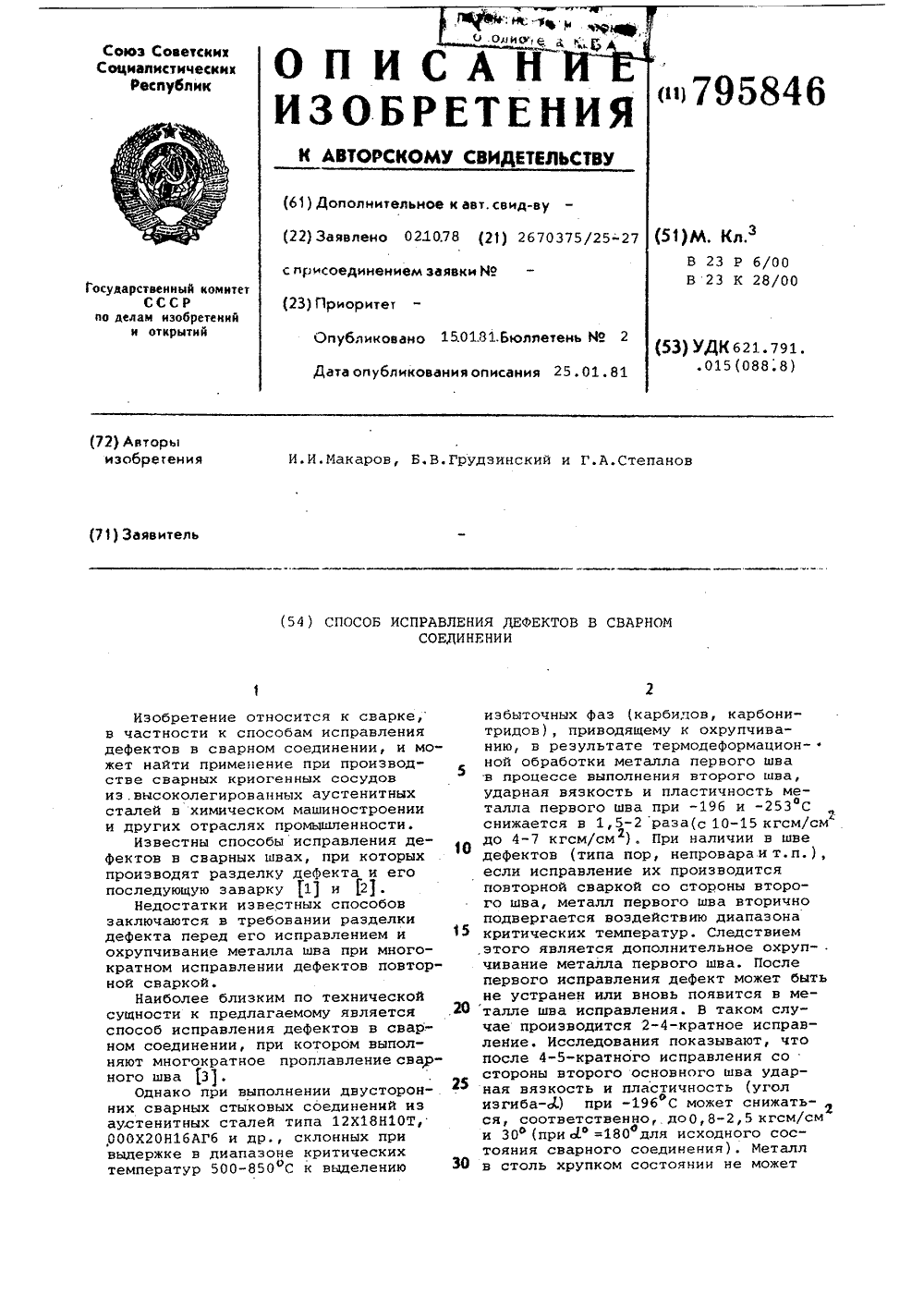
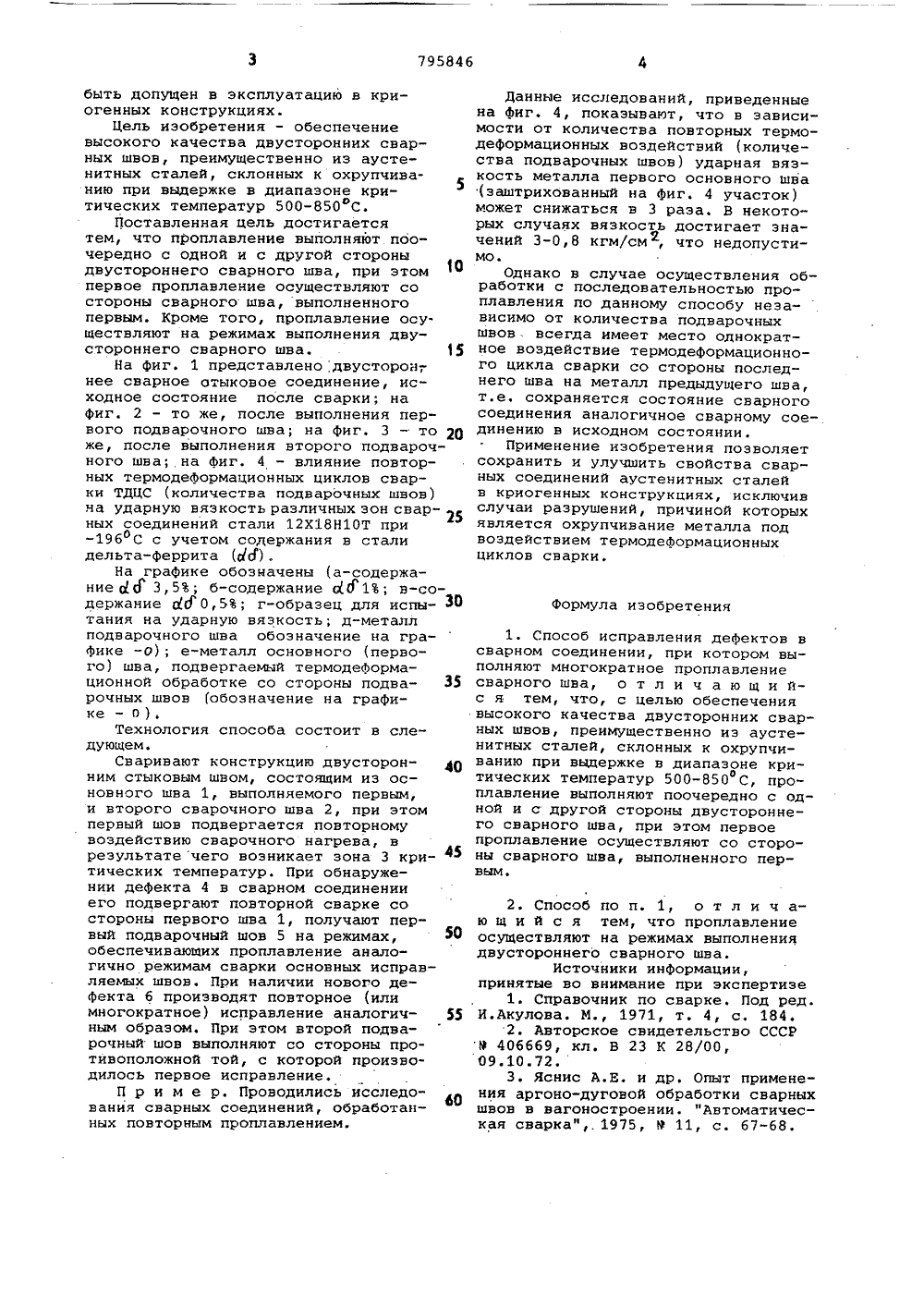
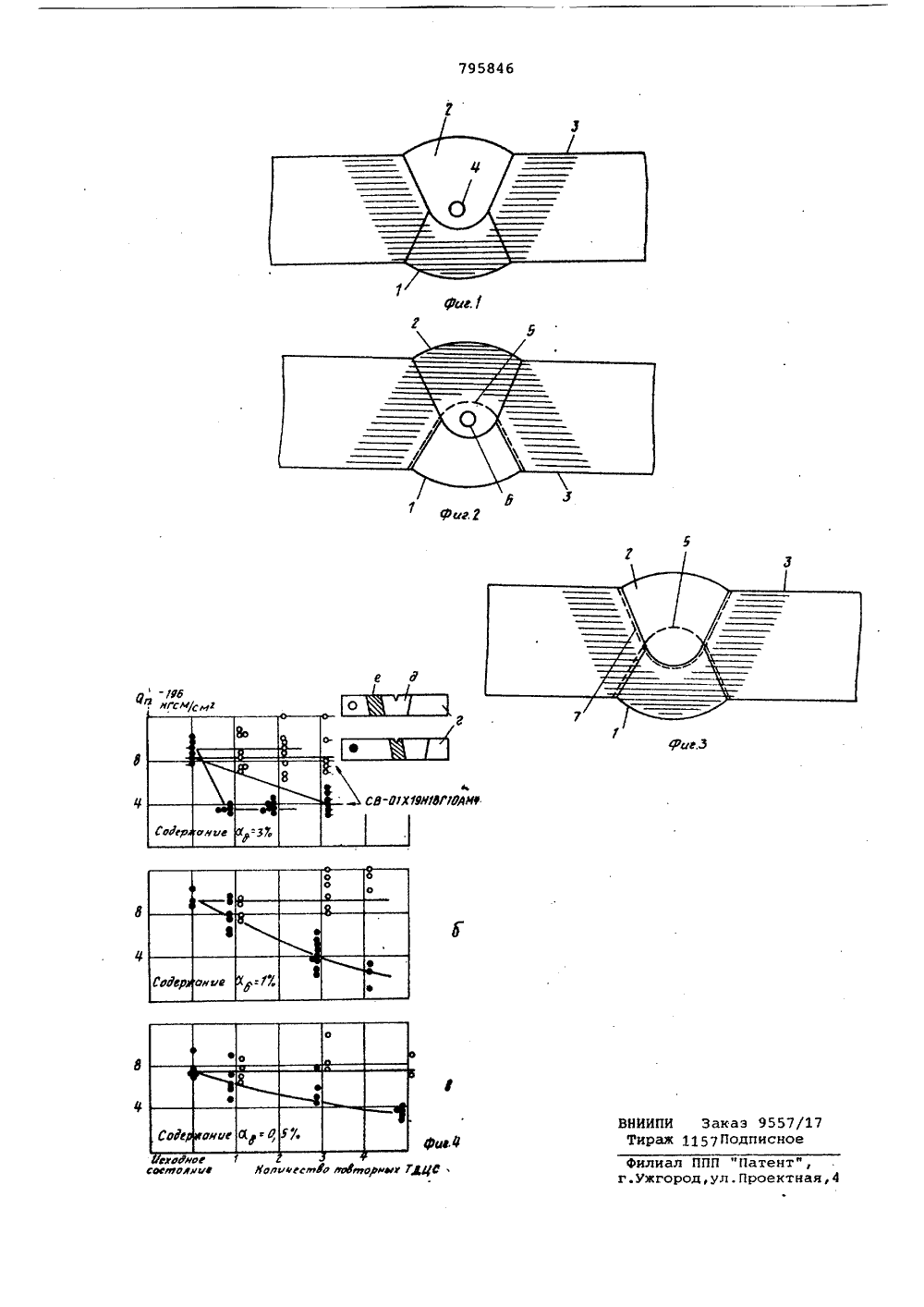
Союз Советск ИСАН ВРЕТЕ Социалистнческн Реслублик 46 АВТОРСКОМУ СВИДЕЛ/О исоедииением й комитет арствеии ССС елам изо и откр23) Прио ретеиийий 01.81. Бюллет публикова 791 .8) Да бликования описания 72) Авторы изобретен.И.Макаров, Б.В.Грудзинский и Г.А.Степанов 71) Заявитель 54) СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ В СВАРНОМСОЕДИНЕНИИ Изобретение относится к сварке, в частности к способам исправления дефектов в сварном соединении, и может найти применение при производстве сварных криогенных сосудов из.высоколегированных аустенитных сталей в химическом машиностроении и других отраслях промышленности.Известны способы исправления дефектов в сварных швах, при которых производят разделку дефекта и его последующую заварку 1 и 2.Недостатки известных способов заключаются в требовании разделки дефекта перед его исправлением и охрупчивание металла шва при многократном исправлении дефектов повторной сваркойНаиболее близким по технической сущности к предлагаемому является способ исправления дефектов в свар.- ном соединении, при котором выполняют многократное проплавление свар" ного шва ),31.Однако при выполнении двусторонних сварных стыковых соединений из аустенитных сталей типа 12 Х 18 Н 10 Т, ,ОООХ 20 Н 16 АГ 6 и др., склонных при выдержке в диапазоне критических температур 500-850 С к выделению избыточных фаз (карбидов, карбонитридов), приводящему к охрупчиванию, в результате термодеформационной обработки металла первого швав процессе выполнения второго шва,ударная вязкость и пластичность металла первого шва при -196 и -253 Сснижается в 1,5-2 раза(с 10-15 кгсм/смдо 4-7 кгсм/см ). При наличии в шве2дефектов (типа пор, непровара и т. и. ),если исправление их производитсяповторной сваркой со стороны второго шва, металл первого шва вторичноподвергается воздействию диапазонакритических температур. Следствием,этого является дополнительное охруп- .чивание металла первого шва. Послепервого исправления дефект может бытьне устранен или вновь появится в ме- .20 талле шва исправления. В таком случае производится 2-4-кратное исправлеНие. Исследования показывают, чтопосле 4-5-кратного исправления состороны второго основного шва ударная вязкость и пластичность (уголизгиба-А) при -196 С может снижать-ося, соответственно, до 0,8-2,5 кгсм/сми 30 (при сР =180 для исходного состояния сварного соединения). Металл ЗО в столь хрупком состоянии не можетбыть допущен в эксплуатацию в криогенных конструкциях.Цель изобретения - обеспечениевысокого качества двусторонних сварных швов, преимущественно из аустенитных сталей, склонных к охрупчиванию при выдержке в диапазоне критических температур 500-850 С.Поставленная цель достигаетсятем, что проплавление выполняют поочередно с одной и с другой стороныдвустороннего сварного шва, при этомпервое проплавление осуществляют состороны сварного шва, выполненногопервым. Кроме того, проплавление осу.ществляют на режимах выполнения двустороннего сварного шва. 15На Фиг. 1 представлено,двусторонгнее сварное Отыковое соединение, исходное состояние после сварки; нафиг. 2 - то же, после выполнения первого подварочного шва; на фиг. 3 - то 20же, после выполнения второго подварочного шва; на Фиг. 4 - влияние повторных термодеформационных циклов сварки ТДЦС (количества подварочных швов)на ударную вязкость различных зон сварных соединений стали 12 Х 18 Н 10 Т при-196 С с учетом содержания в сталиодельта-феррита Цд),На графике обозначены (а-содержание 0(д 3,5; б-содержание Ыд 1; в-содержание сд 0,5%; г-образец для испы- З 0тания на ударную вязкость; д-металлподварочного шва обозначение на граФике -о); е-металл основного (первого) шва, подвергаемый термодеформационной обработке со стороны подварочных швов (обозначение на графике - о ),Технология способа состоит в следующем.Сваривают конструкцию двусторонним стыковым швом, состоящим из основного шва 1, выполняемого первым,и второго сварочного шва 2, при этомпервый шов подвергается повторномувоздействию сварочного нагрева, врезультате чего возникает зона 3 критических температур. При обнаружении дефекта 4 в сварном соединенииего подвергают повторной сварке состороны первого шва 1, получают первый подварочный шов 5 на режимах, 0обеспечивающих проплавление аналогично режимам сварки основных исправляемых швов. При наличии нового деФекта 6 производят повторное (илимногократное) исправление аналогичным образом. При этом второй подварочный шов выполняют со стороны противоположной той, с которой производилось первое исправление,П р и м е р. Проводились исследования сварных соединений, обработанных повторным проплавлением. Данные исследований, приведенные на Фиг. 4, показывают, что в зависимости от количества повторных термодеформационных воздействий (количества подварочных швов) ударная вязкость металла первого основного шва (заштрихованный на Фиг. 4 участок) может снижаться в 3 раза. В некоторых случаях вязкость достигает значений 3-0,8 кгм/см , что недопустимо.Однако в случае осуществления обработки с последовательностью проплавления по данному способу независимо от количества подварочных швов всегда имеет место однократное воздействие термодеформационного цикла сварки со стороны последнего шва на металл предыдущего шва, т.е. сохраняется состояние сварного соединения аналогичное сварному соединению в исходном состоянии.Применение изобретения позволяет сохранить и улучшить свойства сварных соединений аустенитных сталей в криогенных конструкциях, исключив случаи разрушений, причиной которых является охрупчивание металла под воздействием термодеформационных циклов сварки.Формула изобретения1. Способ исправления дефектов в сварном соединении, при котором выполняют многократное проплавление сварного шва, о т л и ч а ю щ и йс я тем, что, с целью обеспечения высокого качества двусторонних сварных швов, преимущественно из аустенитных сталей, склонных к охрупчиванию при выдержке в диапазоне критических температур 500-850 С, проплавление выполняют поочередно с одной и с другой стороны двустороннего сварного шва, при этом первое проплавление осуществляют со стороны сварного шва, выполненного первым,2. Способ по п. 1, о т л и ч аю щ и й с я тем, что проплавлениеосуществляют на режимах выполнениядвустороннего сварного шва.Источники информации,принятые во внимание при экспертизе1. Справочник по сварке. Под ред.И.Акулова. М., 1971, т. 4, с. 184,2. Авторское свидетельство СССР9 406669, кл. В 23 К 28/00,091072.3. Яснис А.Е. и др. Опыт применения аргоно-дуговой обработки сварныхшвов в вагоностроении. "Автоматическая сваркаф,. 1975, 9 11, с. 67-68.795846 Рис,3 фи ВНИИПИ Закаэ 9557 Тираж 1157 Подписно ис.Ф Фис. 1 филиал ПП .Ужгород,"Патент",
СмотретьЗаявка
2670375, 02.10.1978
ПРЕДПРИЯТИЕ ПЯ А-3605
МАКАРОВ ИВАН ИВАНОВИЧ, ГРУДЗИНСКИЙ БОЛЕСЛАВ ВЛАДИМИРОВИЧ, СТЕПАНОВ ГЕОРГИЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B23P 6/00
Метки: всварном, дефектов, исправления, соединении
Опубликовано: 15.01.1981
Код ссылки
<a href="https://patents.su/3-795846-sposob-ispravleniya-defektov-vsvarnom-soedinenii.html" target="_blank" rel="follow" title="База патентов СССР">Способ исправления дефектов всварном соединении</a>
Способ ультразвукового контроля тавровых сварных соединений с полным проплавлением стенки

Номер патента: 1594415
Опубликовано: 23.09.1990
Авторы: Бондаренко, Еськов, Ковбасенко
МПК: G01N 29/04
Метки: полным, проплавлением, сварных, соединений, стенки, тавровых, ультразвукового
...УЗ колебаний, излученных преобразователями 1 и 2, рассеивается поверхностью сварного соединения 9 в различных направлениях, а третья часть УЗ колебаний, излученных преобразователями 1 и 2, отражается донной поверхностью полки 8 назад к преобразователям 1 и 2, но ,амплитуда этих эхо-сигналов недостаточна для их фиксации на экранах дефектоскопов 4 и 5 (фиг.3 б).В случае расположения центра преобразователя 1 над осью сварного соединения 9, что происходит в ходе сканирования при большом смещении сварного соединения 9 влево или смещении блока преобразователей 1-3 вправо, на экранах дефектоскопов 5 и 6 присутствуют эхо-импульсы 11 от донной поверхности полки 8, а на экране дефектоскопа 4 никаких эхоимпульсов нет, так как все УЗ колебания,...
Способ изготовления образца для определения ударной вязкости металла углового шва

Номер патента: 1052924
Опубликовано: 07.11.1983
Авторы: Андерсон, Аснис, Иващенко
МПК: G01N 1/00
Метки: вязкости, металла, образца, углового, ударной, шва
...шва не менее 18 мм. Б случае, если катет будет меньше, то толшина основного металла должна быть еще больше.45 Таким образом, этот способ не позволяет г 1 риготовить образец для испытания на ударную вязкость при толшинах металла менее 20 мм, а если изготовить образец , из таврового или нахлесточного соединения из металла большей толщины, то свойства металла шва будут отличаться от свойств металла шва испытываемого сварного соединения толщиной менее 20 мм, так как при сварке металла большей 55 толщины скорость охлаждения выше и поэтому величина ударной вязкости и определенная по ней критическая температура хрупкости отличается от удар. ной вязкости металла шва тавровых или нахлесточных соединений толщиной менее 20 ю.Цель изобретения -...
Способ раздельной регистрации дефектов шва и тела сварных труб

Номер патента: 578606
Опубликовано: 30.10.1977
МПК: G01N 27/72
Метки: дефектов, раздельной, регистрации, сварных, тела, труб, шва
...исключением им(51) Ч, Кчб 01 Х 2/72//6 01 Х 29/04578606 Формула изобретения С оста вп тел в И. Арда шеваТсхрсд Л. Гладкова Корректоры: Л. Брахнина и О. ТюринаРедактор О. Юркова Заказ 2417/7 Изд,877 Тираж 1109 НПО Государственного комитета Совета Министров СССР по дедам изобретений и открытий 113035, Москва, Л(-35, Раршская паб., д. 4/5Подписное Типография, пр. Сапунова, 2 Например, за один оборот преобразователя число импульсов г=-2. Тогда Х означает появление первого импульса в первом потоке; Ха - второго импульса в первом потоке; Хз - первого импульса во втором потоке; 5 Х., - второго импульса во втором потоке. Импульсы подсчитываются за один оборот преобразователя вокруг трубы, где Х; - аргументы Булевых функций.Появление в первом...
Способ зачистки сварного шва прокатываемых полос

Номер патента: 688306
Опубликовано: 30.09.1979
Авторы: Агишев, Антипов, Белоусов, Владимиров, Гражданкин, Гребнева, Замотин, Никитин, Понизовцев, Соколов, Фишер, Фомин
МПК: B23K 9/16
Метки: зачистки, полос, прокатываемых, сварного, шва
...газоэлектрической сваркой плавящимся электродом, снижает микротрещицы в зоне сплавленпя основного металла иметалла шва, локализующцеся в радиусе0,3 - 0,5 мл от наружной точки соединенияв поперечном сечении сварного шва,Цель изобретения - увеличить прочность и прокатываемость сварных соединений, полученных газоэлектричсской сваркой плавящимся электродом, снизить динамические возмущения, повысить скорость и стабильность процесса прокатки сварных полос.Указанная цель достигается тем, что толщину металла уменьшают по сравнению с толщиной свариваемых полос в местах оплавления сварного шва с основным металлом и придают им форму цилиндрических канавок.Глубину канавок при этом выбирают 0,3 - 0,5 я я.На фиг, 1 представлен сварной шов без...
Заготовка для изготовления образца для оценки ударной вязкости металла сварного шва

Номер патента: 1471109
Опубликовано: 07.04.1989
Авторы: Головко, Данилевский
МПК: G01N 1/00
Метки: вязкости, заготовка, металла, образца, оценки, сварного, ударной, шва
...сварного соединения. Пластины 1 и 2 имеют скошенныекромки 3 и 4 под сварной шов, перпендикулярные между собой и расположеноные под углом 45 к плоскости пластин 1 и 2. Пластина 2 выполнена сдвумя параллельными участками 5 и 6,соединенными между .собой наклоннымучастком 7, часть поверхности которого служит кромкой 4 под сварной шов. 25Верхние поверхности пластин 1 и 2 лежат в одной плоскости. Пластина 1,имеет вторую скошенную поверхность8, перпендикулярную кромке 3 и расположенную с зазором 9 относительно поверхности наклонного участка 7 пластины 2.Сборку заготовки осуществляют следующим образом,Пластины 1 и 2 соединяют встык поверхностью 8 и частью поверхностинаклонного участка 7, устанавливаяих параллельно и оставляя между...
Предыдущий патент: Способ получения износостойкогопокрытия
Следующий патент: Устройство для сборки деталей
Случайный патент: Фреза для обработки твердых волокнистых и слоистых материалов