Способ изготовления полых деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
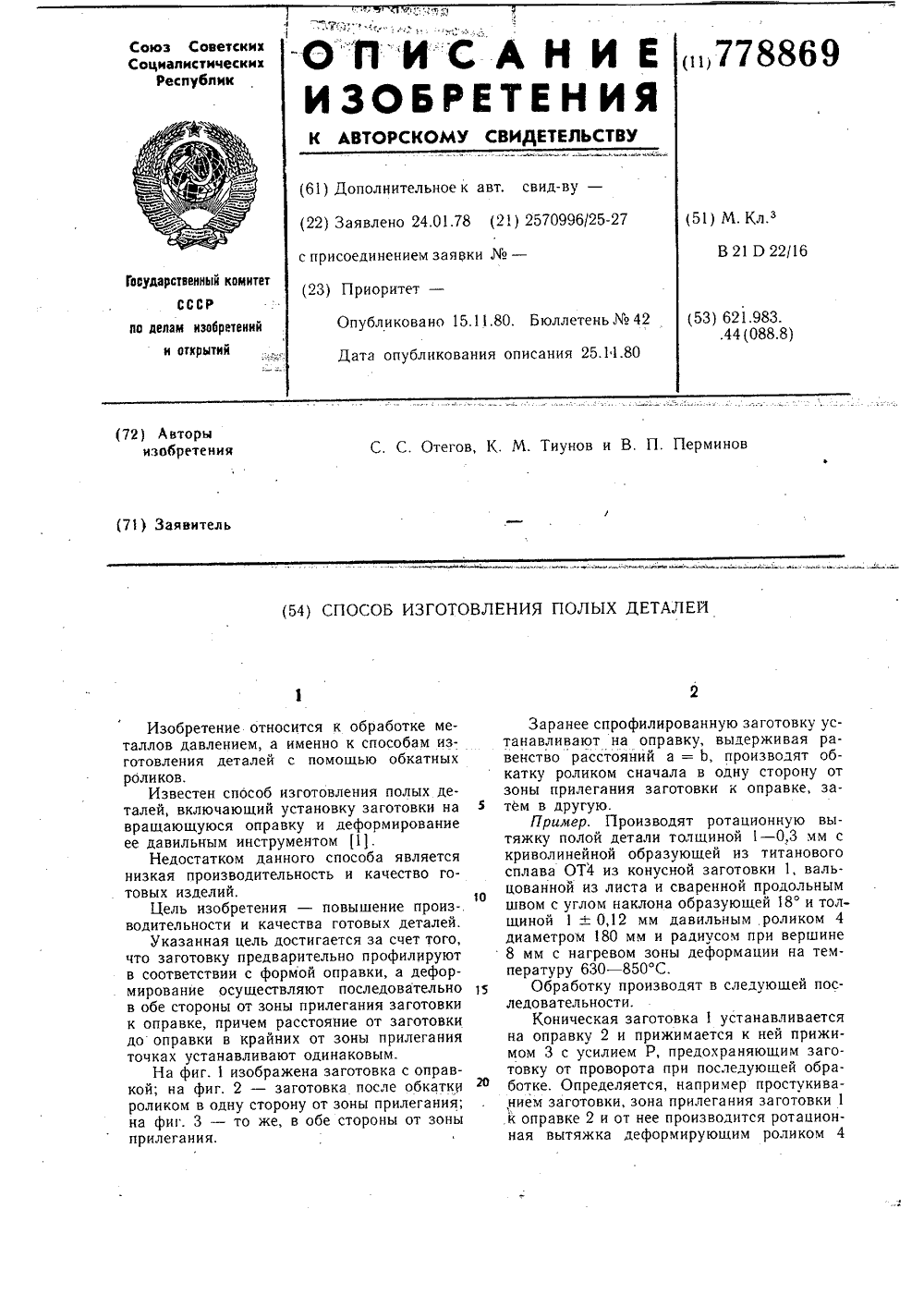
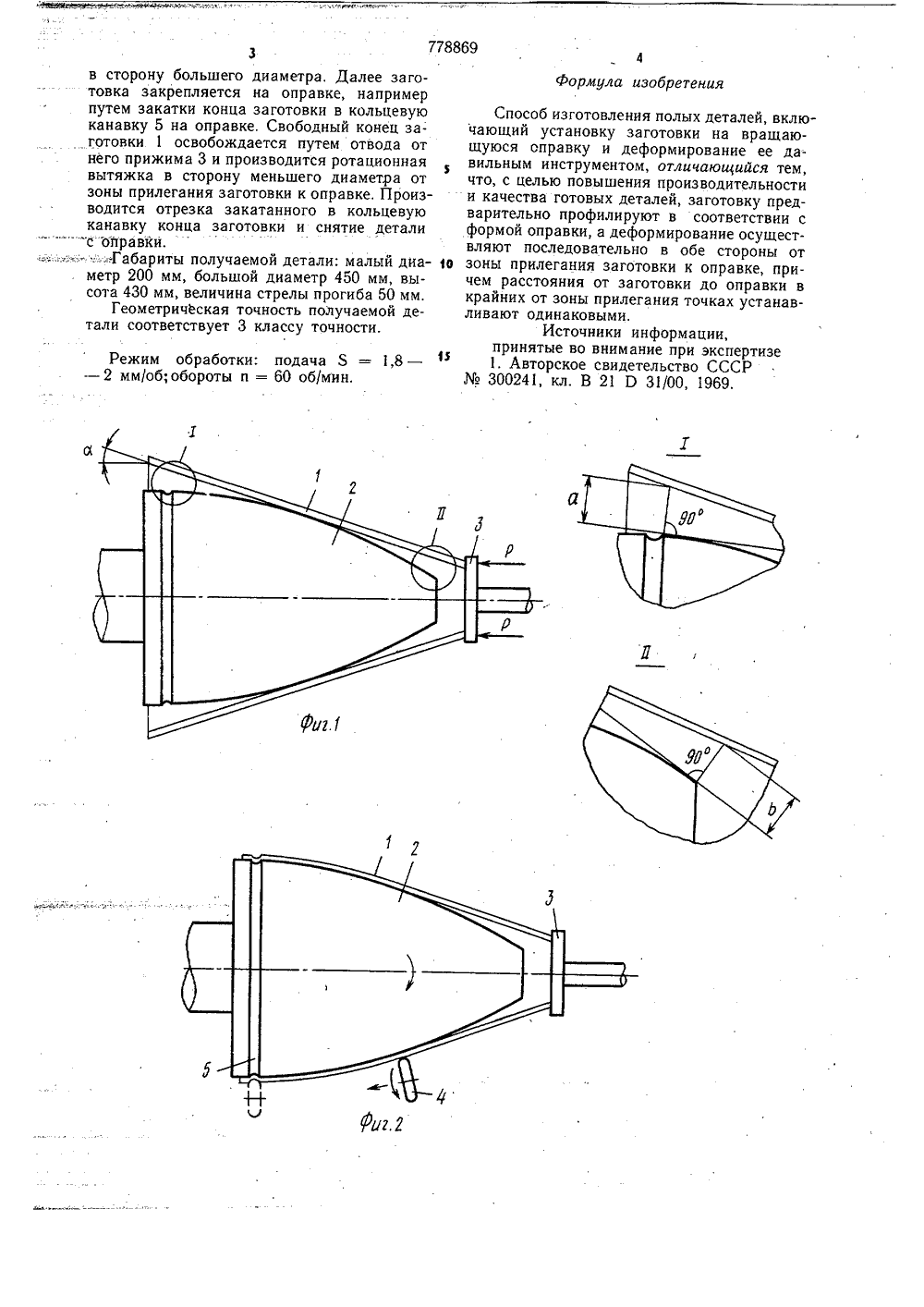
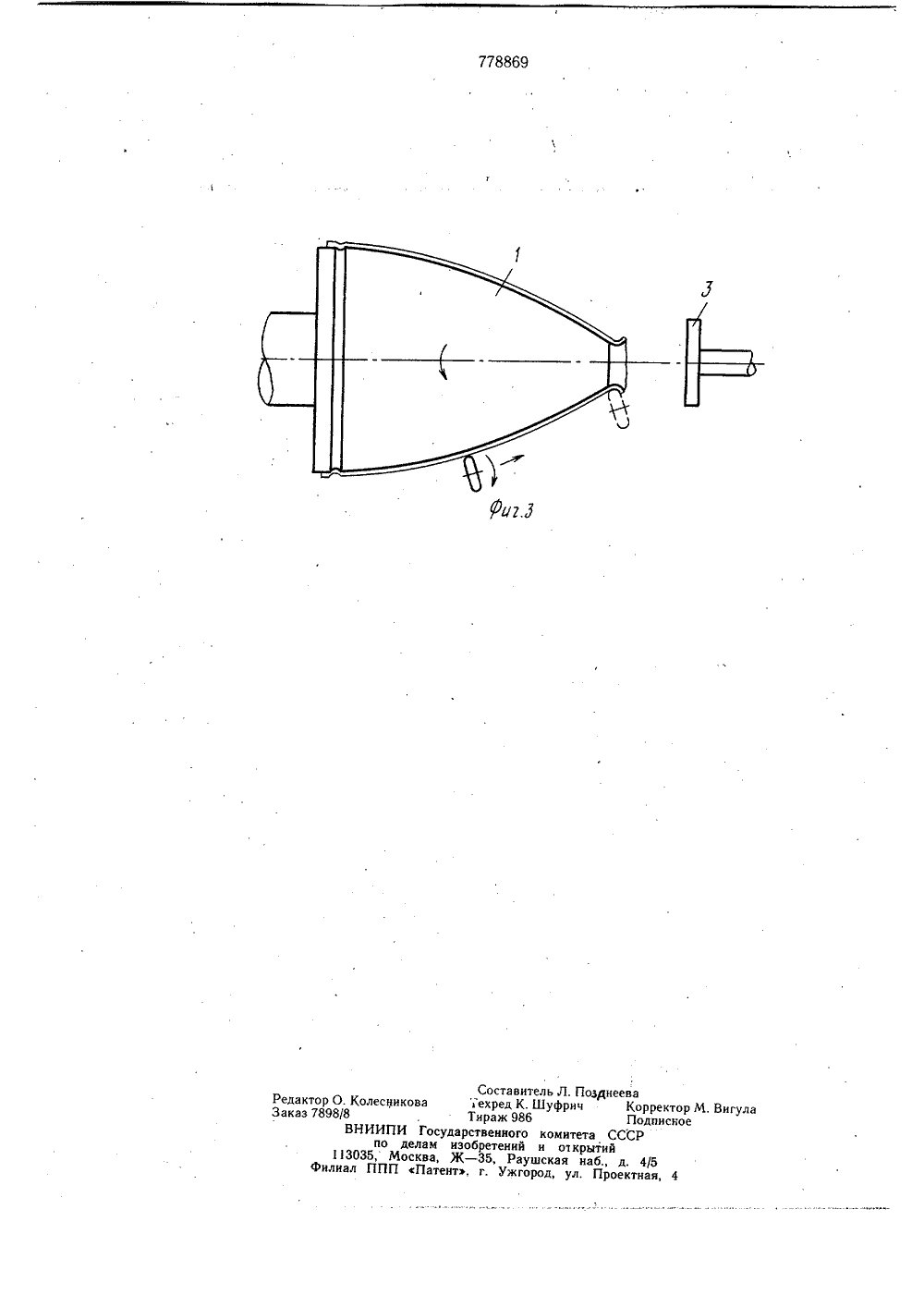
(53) 621.983. .44 (088.8) Опубликовано 15.11.80. Бюллетень42Дата опубликования описания 25.11.80 по делам изобретений и открытий(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕИ 1 О Изобретение относится к обработке металлов давлением, а именно к способам изготовления деталей с помощью обкатных роликов.Известен способ изготовления полых деталей, включающий установку заготовки на вращающуюся оправку и деформирование ее давильным инструментом 11.Недостатком данного способа является низкая производительность и качество готовых изделий,Цель изобретения - повышение производительности и качества готовых деталей.Указанная цель достигается за счет того, что заготовку предварительно профилируют в соответствии с формой оправки, а деформирование осуществляют последовательно в обе стороны от зоны прилегания заготовки к оправке, причем расстояние от заготовки до оправки в крайних от зоны прилегания точках устанавливают одинаковым.На фиг. 1 изображена заготовка с оправкой; на фиг. 2 - заготовка после обкатку роликом в одну сторону от зоны прилегания; на фиг. 3 - то же, в обе стороны от зоны прилегания. Заранее спрофилировгнную заготовку устанавливают на оправку, выдерживая равенство расстояний а = з, производят обкатку роликом сначала в одну сторону от зоны прилегания заготовки к оправке, за тбм в другую.Пример. Производят ротационную вытяжку полой детали толщиной 1 - 0,3 мм с криволинейной образующей из титанового сплава ОТ 4 из конусной заготовки 1, вальцованной из листа и сваренной продольным швом с углом наклона образующей 18 и толщиной 1 + 0,12 мм давильным роликом 4 диаметром 180 мм и радиусом при вершине 8 мм с нагревом зоны деформации на температуру 630 в 8 С.15 Обработку производят в следующей последовательности.Коническая заготовка 1 устанавливаетсяна оправку 2 и прижимается к ней прижимом 3 с усилием Р, предохраняющим заготовку от проворота при последующей обработке. Определяется, например простукиванием заготовки, зона прилегания заготовки 1 к оправке 2 и от нее производится ротационная вытяжка деформирующим роликом 4зв сторону большего диаметра. Далее заготовка закрепляется на оправке, например путем закатки конца заготовки в кольцевую канавку 5 на оправке. Свободный конец заготовки 1 освобождается путем отвода от него прижима 3 и производится ротационная вытяжка в сторону меньшего диаметра от зоны прилегания заготовки к оправке. Производится отрезка закатанного в кольцевую канавку конца заготовки и снятие детали "" с" оправки.-.-.- -"-.Габариты получаемой детали: малый диаметр 200 мм, большой диаметр 450 мм, высота 430 мм, величина стрелы прогиба 50 мм.Геометрическая точность получаемой детали соответствует 3 классу точности. Режим обработки: подача Ь = 1,8 -- 2 мм/об;обороты и = 60 об/мин. Способ изготовления полых деталей, включающий установку заготовки на вращающуюся оправку и деформирование ее давильным инструментом, отличающийся тем,что, с целью повышения производительностии качества готовых деталей, заготовку предварительно профилируют в соответствии сформой оправки, а деформирование осуществляют последовательно в обе стороны от1 о зоны прилегания заготовки к оправке, причем расстояния от заготовки до оправки вкрайних от зоны прилегания точках устанавливают одинаковыми.Источники информации,принятые во внимание при экспертизе51. Авторское свидетельство СССР300241, кл. В 21 Р 31/00, 1969.ль Л. ПоШуфрич в комитет и откры шская на д,Редактор О. КолеЗаказ 1898/8 ВНИИПпо 133035, М лиал ППП Госуда лам и ква, Ж Патент Составит ьехред К. Тираж 986 рственного обретений- 35, Рау
СмотретьЗаявка
2570996, 24.01.1978
ПРЕДПРИЯТИЕ ПЯ А-1504
ОТЕГОВ СЕРГЕЙ СЕМЕНОВИЧ, ТИУНОВ КОНСТАНТИН МИХАЙЛОВИЧ, ПЕРМИНОВ ВИТАЛИЙ ПЕРФИЛОВИЧ
МПК / Метки
МПК: B21D 22/16
Метки: полых
Опубликовано: 15.11.1980
Код ссылки
<a href="https://patents.su/3-778869-sposob-izgotovleniya-polykh-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления полых деталей</a>
Устройство для подачи плоской заготовки в рабочую зону обрабатывающей машины

Номер патента: 1694287
Опубликовано: 30.11.1991
Авторы: Катрахов, Краснослободцев, Ульянов
МПК: B21D 43/00
Метки: заготовки, зону, обрабатывающей, плоской, подачи, рабочую
...с возможностью контакта с кареткой 2 при ее возвратно-поступательном перемещении. Привод 4 смонтирован на каретке 2 и через Цепную переДачу 1 связан с Валом абУстройство рабтает следуюЩим образом.Заготовка 10 из стопы г невмо(1 рисосками (к изобретению не относится) поднима(тггя вверх При атом карет га ") нгхогн. Ся у пресса. Включается привод 4 цепных хон Гуров 5, который чесаз Цегнуо пе;)едачу 15 начинает Ващать Г 1 О часовОЙ стрелке Вал0 и перемещать тОлкатели 9 цепных(Онтуров в направлении стопы заготовки, При зтом каретка 2 остается негюдвиянои, Упоры 8, пройдя путь Б;, между сч раничит 8 ля(44 11 и 12, останавливают цепные контуры 5, после чего каретка 2 начинает перемещаться к стопе по роликОВым найравляющим 3. Ка" ретка 2,...
Оправка для крепления тонкостенной цилиндрической стеклянной заготовки

Номер патента: 1052349
Опубликовано: 07.11.1983
Авторы: Вишнев, Короткин, Кошелев
МПК: B23B 31/40
Метки: заготовки, крепления, оправка, стеклянной, тонкостенной, цилиндрической
...С ее нагревпрекращают и в отверстия 4 заливают разогретый дотемпературы плавления (80-90 С) термопластичный клеевой состав (пицеин:1/4 канифоли и 3/4 воска). Подачуклеевого состава продолжают до техпор, пока он, заполнив отверстия 4,достигнет по зазору между наружной1 О,З 5 иэ отверстия 4 в зазор между оправ 15 20 25 30 40 45 50 55 65 поверхностью корпу:а 1 и эа отовкии9 торцовой поверхности корпуса 1 изаполнит наклонные пазы 5. Заливкаклеевого состава в отверстия 4 ипостепенное заполнение зазора междуоправкой и заготовкой 9 снизу вверхэа счет просачивания в зазор клеевого состава из отверстия 4 повышаеткачеСтво закрепления заготовки 9. После заливки клеевого состава во входное отверстие 7 полости б подают воду комнатной температуры,...
Устройство для перемещения заготовки в рабочую зону вакуумного прокатного стана

Номер патента: 1722748
Опубликовано: 30.03.1992
Авторы: Дзуцов, Дулаев, Зарапин, Пагиев, Фомин, Чиченев
МПК: B23K 20/04
Метки: вакуумного, заготовки, зону, перемещения, прокатного, рабочую, стана
...работает следующим образом.Сердечник вводится из атмосферы (давление . 10 Па) в вакуумную камеру (давление 10 Па) через шлюз 1, а лента - через шлюз 2. В деформирующем устройстве 4 лента формуется вокруг сердечника в виде трубки, кромки которой свариваются в сварочном устройстве 6, с помощью электронно-лучевой сварки, Биметаллическая заготовка выводится из вакуумного устройства через шлюз 7. В шлюзе 1 сердечник последовательно проходит через первую группу фильер, камеру низкого вакуума (давление 10 Па), вторую группу фильер, камеру среднего вакуума (давление 10 Па)з и третью группу фильер. При этом . число фильер в группе и их диаметры уменьшаются в направлении от атмосферы к вакуумной камере. Фильеры 24 выполнены с возможностью из...
Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса

Номер патента: 1784376
Опубликовано: 30.12.1992
Автор: Евневич
МПК: B21D 43/00
Метки: базирования, заготовки, зону, листовой, ориентации, подачи, пресса, рабочую
...на направляющих элементах опорного стола с возможностью перемещения в перпендикулярном направлении относительно направления перемещения листовой заготовки к прессу каретку с базирующим узлом, размещенный нэ каретке захватный орган с неподвижной и подвижной эажимными губками, привод перемещения подвижной зажимной губки в виде шарнирно установленного на каретке двуплечего рычага, с одним из концов которого. сочленена зажимная губка, силового цилиндра, шток которого кинемэтически связан с другим концом двуплечего рычага, а корпус смонтирован на каретке, и систему управления с узлом управления приводом перемещения подвижной зажимной губки, снабжено системой измерения величины перемещения каретки с захватным органом, выполненной в...
Оправка для формовки трубных заготовок

Номер патента: 965535
Опубликовано: 15.10.1982
Авторы: Гаврилин, Грушин, Кричевский, Кудрявцев, Львов, Медведев, Носов
МПК: B21C 37/00
Метки: заготовок, оправка, трубных, формовки
...с оправкой посредством врашающихся в противоположные стороныэксцентрично смещенных рабочих и опорногороликов. Благодаря опорному ролику ис-ключается трение нерабочих участков формующих роликов с внутренней поверхностьюзаготовки, а происходит контакт только взоне деформации, Это предохраняет рабочиеповерхности роликов от перегрева, налипа.ния металла и быстрого износа, что способствует увеличению срока службы оправки зои повышению качества заготовки.На фиг. 1 изображена оправка, общийвид; на фиг. 2 - разрез А-А на фиг. 1;на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 участок формуемой трубы перед сварочнымузлом; на фиг. 5 - сечение В-В на фиг. 4;на фиг, 6 - сечение Г-Г на фиг. 4; нафиг. 7 - сечение Д-Д на фиг. 4; на фиг. 8 -вид Е на...
Предыдущий патент: Устройство для ротационной вытяжки
Следующий патент: Правильно-растяжная машина
Случайный патент: 280972