Способ управления процессом ультразвуковой микросварки и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
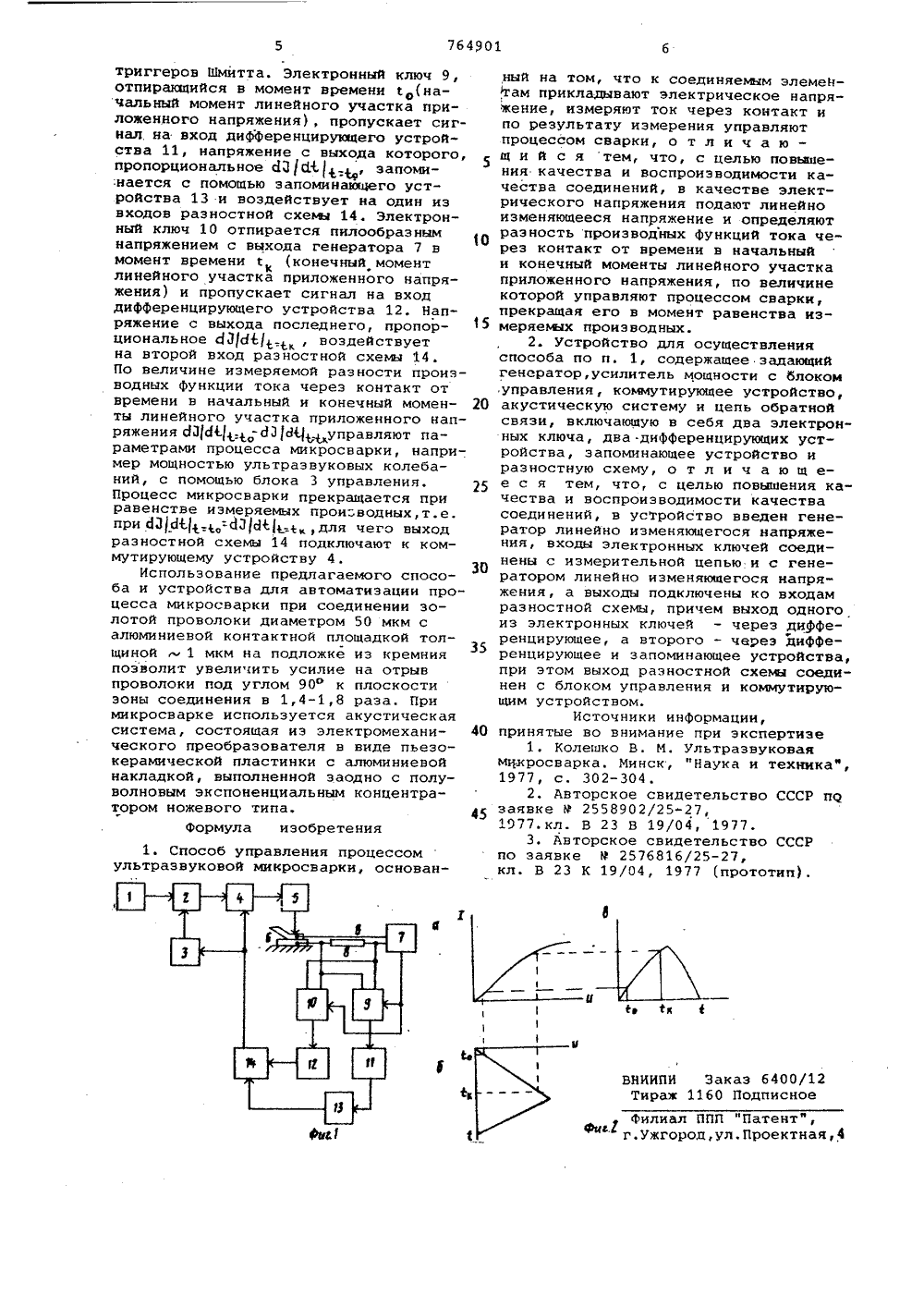
(51) М, К,з с присоединеиием заявки М В 23 К 20/10 Государственный комитет СССР пд делам изобретений н открытий(53) УДК 6 21. 791. .16 (088.8) Дата опубликования описания 02. 10. 80(71) Заявитель Институт электроники АН Белорусской ССР(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ МИКРОСВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ Изобретение относится к автоматизации технологических процессов сбор- ки микроэлектронных приборов и может быть использовано при разработке автоматических устройств для микросвар ки и пайки элементов интегральных микросхем и электронных наручных часов.Известен способ управления процессом ультразвуковой микросварки по величине контактного сопротивления В,( 10 между присоединяемыми выводом и металлической пленкой на подложке интегральной микросхемы, а также по величине контактного сопротивления В между сварочным инструментом и выво дом 11.По величине В управляют мощностью ультразвукового генератора. Процесс микросварки прекращают при уменьшении В и увеличении В 20Недостатком способа является то, что в процессе управления не учитывают изменение нелинейности контактного сопротивления В 4, которая оказывает существенное влияние на характе ристики микроэлектронных приборов.Устройство для управления процессом микросварки по величине В и В содержит задающий генератор, йредварительный усилитель, усилитель мощнос-З 0 2ти, акустическую систему и цепь обратной связи, состоящую из источника стабилизированного тока, двойных мостов,усилителей постоянного тока,ло гарифмического устройства, схемы сравнения и блока номинального значения тока (13.Однако данное устройство не обеспечивает получение необходимого качества микросварочных соединений.Известен также способ автоматичес- кого регулирования процесса микро- сварки, при котором в качестве измеряемого электрического параметра используют коэффициент нелинейных искажений в контакте соединяемых элементов и устанавливают длительность процесса микросварки равной отношению начального значения коэффициента нелинейных искажений к его производной по времени 21 . Особенностью устройства, реализующего данный способ автоматического регулирования процесса микросварки, является то, что в состав цепи обратной связи устройства введен измеритель нелинейных искажений, вход которого соединен с выходом усилителя, а выход - с регулирующим устройством и со входами дифференцирующего и запоминающего устройств,выходы которых подключены ко входам блока деления, а выход последнего соединен с реле времени 2).Однако использование такого способа, а устройство для его осуществления эффективно только при сборке интегральных микросхем, предназначенных для работы в аналоговых устройствах,где нелинейность электрическогосопротивления контакта приводит кпоявлению высших гармоник сигнала.Из известных способов наиболееблизким к изобретению является способавтоматического управления процессомЧикросварки, при котором к соединяемым элементам прикладывают электрическое напряжение, измеряют ток черезконтакт и по результатам измеренияуправляют процессом соединения 3).Устройство, реализующее известныйспособ управления процессом микросварки, содержит задающий генератор, усилитель мощности с блоком управления,коммутирующее устройство, акустическую систему и цепь обратной связи,включающую в себя два электронныхключа, два дифференцирующих устройства, запоминающее устройство и разностную схему 3).Особенность устройства для осуществления этого способа заключается втом, что цепь обратной связи выполнена следующим образом: выход измерительной цепи подключен к блоку селекции импульсов по амплитуде, один выход которого подключен непосредственно ко входу схемы сравнения, а второй - через импульсный усилитель, авыход схемы сравнения соединен с регулирующим и коммутирующим устройствами.Использование такого способа иустройства для его осуществления зффективно при сборке интегральных микросхем, предна.значенных для работыпреимущественно в импульсных устройствах, где изменение соотношения между амплитудами импульсов приводит кснижению помехоустойчивости устройств.Для повышения качества и воспроизводимости качества соединений в качестве электрического напряжения подают линейно изменяющееся напряжение и измеряют разность производныхфункций тока через контакт от времени в начальный и конечный моменты линейного участка приложенного напряжения, по величине которой управляютпроцессом соединения, прекращая его 55в момент равенства измеряемых производных.В устройство для осуществленияпредлагаемого способа введен генератор изменяющегося напряжения, входы щэлектронных ключей соединены с измерительной цепью и генератором линейно изменяющегося напряжения, а выходыподключены ко входам разностной схемы, причем выход одного из электронных ключей - через дифференцирующее,а второго - через дифференцирующееи запоминающее устройства, при этомвыход разностной схемы соединен сблоком управления и коммутирующимустройством.На фиг. 1 дана структурная схемаустройства, реализующего способ управления процессом микросварки; нафиг. 2 а,б и в даны графики зависимости тока через контакт от напряжения на соединяемых элементах,а такжезависимости напряжения и тока от времени.При подаче напряжения на соединяемые элементы линии тока, проходящегочерез контакт, искривляются. С увеличением напряжения и плотности токалинии тока искривляются больше, чтоведет к увеличению сопротивления контакта (см. фиг. 2 а). В случае подачилинейно изМеняющегося напряжения (см.фиг, 2 б) это приводит к тому, чтозакон изменения тока через контактотличается от линейного (см. фиг. 2 в).Величину, отклонения закона изменениятока от линейного оценивают по разности производных функции изменениятока через контакт от времени в начальный с и конечный к моменты линейного участка приложейного напряжения (см. фиг. 2 б, в):д 3(Щ-ОЩО.-В процессе микросварки увеличивается площадь контакта, уменьшается искривление линий тока через контакт, засчет чего уменьшается нелинейностьсопротивления последнего. Поэтому автоматически управляют процессом микросварки по величине измеряемой разности производных д 3 Щ: -ДЭ(Щи прекращают процесс микросварки вмоменты равенства измеряемых производных.Устройство, реализующее данныйспособ, содержит задающий генератор 1,усилитель 2 мощности, блок 3 управления, коммутирующее устройство 4, акустическую систему 5, соединяемые элементы б, генератор 7 линейно изменяющегося напряжения, измерительную цепь8,электронные ключи 9 и 10,дифференцирующие устройства 11 и 12,запоминающее устройство 13 и разностнуюсхему 14.Работает устройство следующим образом,Электрические колебания задающегогенератора 1, усиленные с помощьюусилителя мощности 2, через коммутирующее устройство 4 подают на входакустической системй 5,с помощью ко-,торой ультразвуковые колебания вводятв зону соединения. На соединяемые элементы б подают линейно изменяющеесянапряжение с выхода генератора 7. Сигнал, пропорциональный току через контакт, с помощью измерительной цепи 8подается на входы электронных ключей9 и 10, выполненных, например, в виде764901 и1 е Фк 1 ная, Филиал ППП "Патг.ужгород,ул,Про триггеров Шмитта. Электронный ключ 9,отпиракщийся в момент времени с (начальный момент линейного участка приложенного напряжения), пропускает сигнал на вход дифФеренцирующего устройства 11, напряжение с выхода которого,пропорциональное ЫЗ(бЯ(4 , запоминается с помощью запоминающего устройства 13 и воздействует на один извходов разностной схемы 14. Электронный ключ 10 отпирается пилообразнымнапряжением с выхода генератора 7 вмомент времени ск (конечный моментлинейного участка приложенного напряжения) и пропускает сигнал на входдифференцирующего устройства 12, Напряжение с выхода последнего, пропорциональное дд(д 1( , воздействуетна второй вход разностной схемы 14.По величине измеряемой разности производных функции тока через контакт отвремени в начальный и конечный моменты линейного участка приложенного напряжения ЩЫЦ, - д 3 (Щуправляют параметрами процесса микросварки, например мощностью ультразвуковых колебаний, с помощью блока 3 управления.Процесс микросварки прекращается приравенстве измеряемых прои=водных,т.е.при дд(дЦ ,=Ю(Ю-,для чего выходразностной схемы 14 подключают к коммутирующему устройству 4,Использование предлагаемого способа и устройства для автоматизации процесса микросварки при соединении золотой проволоки диаметром 50 мкм салюминиевой контактной площадкой тол 35щиной 1 мкм на подложке из кремнияпозволит увеличить усилие на отрывпроволоки под углом 90 к плоскостиэоны соединения в 1,4-1,8 раза. Примикросварке используется акустическаясистема, состоящая из электромеханического преобразователя в виде пьезокерамической пластинки с алюминиевойнакладкой, выполненной заодно с полуволновым экспоненциальным концентратором ножевого типа. 45Формула изобретения 1. Способ управления процессом ультразвуковой микросварки, основан ный на том, что к соединяемым элеменгам прикладывают электрическое напряжение, измеряют ток через контакт ипо результату измерения управляютпроцессом сварки, о т л и ч а ющ и й с я тем, что, с целью повышения качества и воспроизводимости качества соединений, в качестве электрического напряжения подают линейноизменяющееся напряжение и определяютразность производных функций тока через контакт от времени в начальныйи конечный моменты линейного участкаприложенного напряжения, по величинекоторой управляют процессом сварки,прекращая его в момент равенства измеряемых производных.2. Устройство для осуществленияспособа по п. 1, содержащее задающийгенератор, усилитель мощности с блокомуправления, коммутирующее устройство,акустическую систему и цепь обратнойсвязи, включающую в себя два электронных ключа, два.дифференцирующих устройства, запоминающее устройство иразностную схему, о т л и ч а ю щ ее с я тем, что, с целью повышения качества и воспроизводимости качествасоединений, в усТройство введен генератор линейно изменяющегося напряжения, входы электронных ключей соединены с измерительной цепью и с генератором линейно изменяющегося напряжения, а выходы подключены ко входамразностной схемы, причем выход одногоиз электронных ключей - через дифференцирующее, а второго - чврез дифференцирующее и запоминающее устройства,при этом выход разностной схема соединен с блоком управления и коммутирующим устройством.Источники информации,принятые во внимание при экспертизе1. Колешко В. М. Ультразвуковаямикросварка. Минск, "Наука и техиикаф,1977, с, 302-304,2. Авторское свидетельство СССР позаявке У 2558902/25-27,1977.кл. В 23 В 19/04, 1977.3. Авторское свидетельство СССРпо заявке Р 2576816/25-27,кл. В 23 К 19/04, 1977 (прототип). ВНИИПИ Заказ 6400/12 Тираж 1160 Подписное
СмотретьЗаявка
2678634, 26.10.1978
ИНСТИТУТ ЭЛЕКТРОНИКИ АН БЕЛОРУССКОЙ ССР
КОЛЕШКО ВЛАДИМИР МИХАЙЛОВИЧ, ГУЛАЙ АНАТОЛИЙ ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B23K 20/10
Метки: микросварки, процессом, ультразвуковой
Опубликовано: 23.09.1980
Код ссылки
<a href="https://patents.su/3-764901-sposob-upravleniya-processom-ultrazvukovojj-mikrosvarki-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом ультразвуковой микросварки и устройство для его осуществления</a>
Устройство для измерения средних значений изменяющихся во времени величин

Номер патента: 746319
Опубликовано: 05.07.1980
МПК: G01R 23/14
Метки: величин, времени, значений, изменяющихся, средних
...вклю- но управляемогогенератора 2, подключенным вторым полосовым фильтром, 2 ченных к смесителй 3, полосового фильт. дискретным делителем, ипочом и счет- . Ра 4, неуправляемого генератора 5, вточиком импульсов, третий палосовой рого смесителя 6 и второго полосовогофильтр, выход которого соединен со фильтра 7, дополнительного неуправляемовторым входом ключа, снабжено дополни- го генератора 8, дополнительного смесительным генератором и смесителем, так Зо теля 9, фильтра нижних частот 10, дисчто выход дополнительного смесителя кретного делителя 11 ключа 12 и очетсоединен со входом третьего иолосового чика импульсов 13,фильтра, а входы дополнительного смеси- Последние три узла образуют отдельтеля порознь подключены к выходам до- ный...
Устройство для определения постоянных времени датчиков физических величин

Номер патента: 1649308
Опубликовано: 15.05.1991
Автор: Дубовский
МПК: G01K 15/00
Метки: величин, времени, датчиков, постоянных, физических
...ИЛИ 23, появляются пары импульсов одинаковой полярности, вызывающие включение счетного триггера в течение интервала времени, равного сдвигу между сопоставляемыми сигналами. Преобразователь интервала времени в напряжение формирует напряжение,5 16493торых может иметь два варианта. Впервом случае появляются интервалывремени с одновременным включениемсчетных триггеров 31 и 32, что приводит к срабатыванию через элементИ 33 исполнительного органа 34, перебрасывающего переключатели 8 и 9,Первый из них включает инвертор,)0 РаЗНОСтИ СИГНаЛОВ Г(Т (С)-Та (СД,которая при этом преобразуется вразность (,Т (с)-Т (С), а передаточная функция И(Р) соответственностановится равной ОЯ6пропорциональное сдвигу, котороеьшнимизируется блоком 26...
Устройство для управления процессом глубокого сверления по величине крутящего момента

Номер патента: 691249
Опубликовано: 15.10.1979
Авторы: Каленик, Клепиков, Тверской, Терехин
МПК: B23B 47/22
Метки: величине, глубокого, крутящего, момента, процессом, сверления
...дросселем подпора 7, действует на левый торец золотника 8 регулятора подачи 9 и на реле давления 10,На правый торец золотника 8 регуля-,45тора лодачи 9 действует пружина 11;Движение подачи осуществляется следующим образом. Масло от источника12 подводится к распределителю 13.При включенном электромагните распре 50делителя 13 масло подается в правуюполость гидроцилиндра подачи 14, а излевой полости гидроцилиндра 14 вытесняется через золотник быстрых ходов15 и, частично, через шун-ирующий дроссель 16 и дросседирующую щель 17регулятора подачи 9 в бвк. Происходитбыстрый подвод сверла 5 к детали. Кшунтирующему дросселю 16 подключено 49 4дифференциальное реле давления 18, Присрабатыва ии электромагнита золотникабыстрых ходов 15, слив масла иэ...
Устройство контроля скользящего контакта электродвигателя

Номер патента: 1150593
Опубликовано: 15.04.1985
Авторы: Герман, Малинский, Потапов, Салиенко
МПК: G01R 31/34
Метки: контакта, скользящего, электродвигателя
...импульсов, соединенного выходом через формирователь импульсов приема с первым входом блока памяти, а через последовательно соединенные блок задержки и Формирователь импульсов сброса - с первым входом ключа, соединенного вторым входом с общей шиной устройства, выходом - с вторым входом преобразователя пиковых значений пульсаций напряжения, соединенного выходом с вторым входом блока памяти, выход которого соединен через блок усреднения с вторым входом блока деления. На Фиг. 1 приведена блок-схема устройства; на фиг, 2 - временные диаграммы его работы.1Устройство содержит датчик 1 коммутационных пульсаций напряжения, преобразователи пикового 2 и средневыпрямленных 3 значений пульсаций напряжения, блок 4 деления, индикатор 5,...
Устройство для контроля контактов реле

Номер патента: 1267504
Опубликовано: 30.10.1986
Автор: Угнивенко
МПК: H01H 47/00
...когда при обесточенном испытуемом реле, его контакт находится в состоянии НЗ (нормально-замкнут), но электрического контакта по какой-либо причине нет. А под отказом срабатывания замыкающего контакта понимается такое состояние устройства, когда при включенном испытуемом реле его переключающий контакт перебросится, т.е. его НР (нормально замкнут) контакт замкнется, но электрического контакта по какой-либо причине нет, т.е. и в том и в другом случае контролируется нарушения нормального контактирования. При этом НЗ контакт контролируется в отключенном состоянии реле, а НР контакт - во включенном состоянии реле.Транзистор 13 предназначен для создания предварительной подпитки током 1, (фиг. 3) обмоток испытуемых реле.Работа устройства...
Предыдущий патент: Способ изготовления биметаллических листов из алюминиевых сплавов
Следующий патент: Способ электрошлаковой сварки легких металлов
Случайный патент: Установка для экструдирования кукурузы