Система управления горячим прессованием
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 725906
Авторы: Головинов, Дровянников, Комаров, Макаров, Малько
Текст
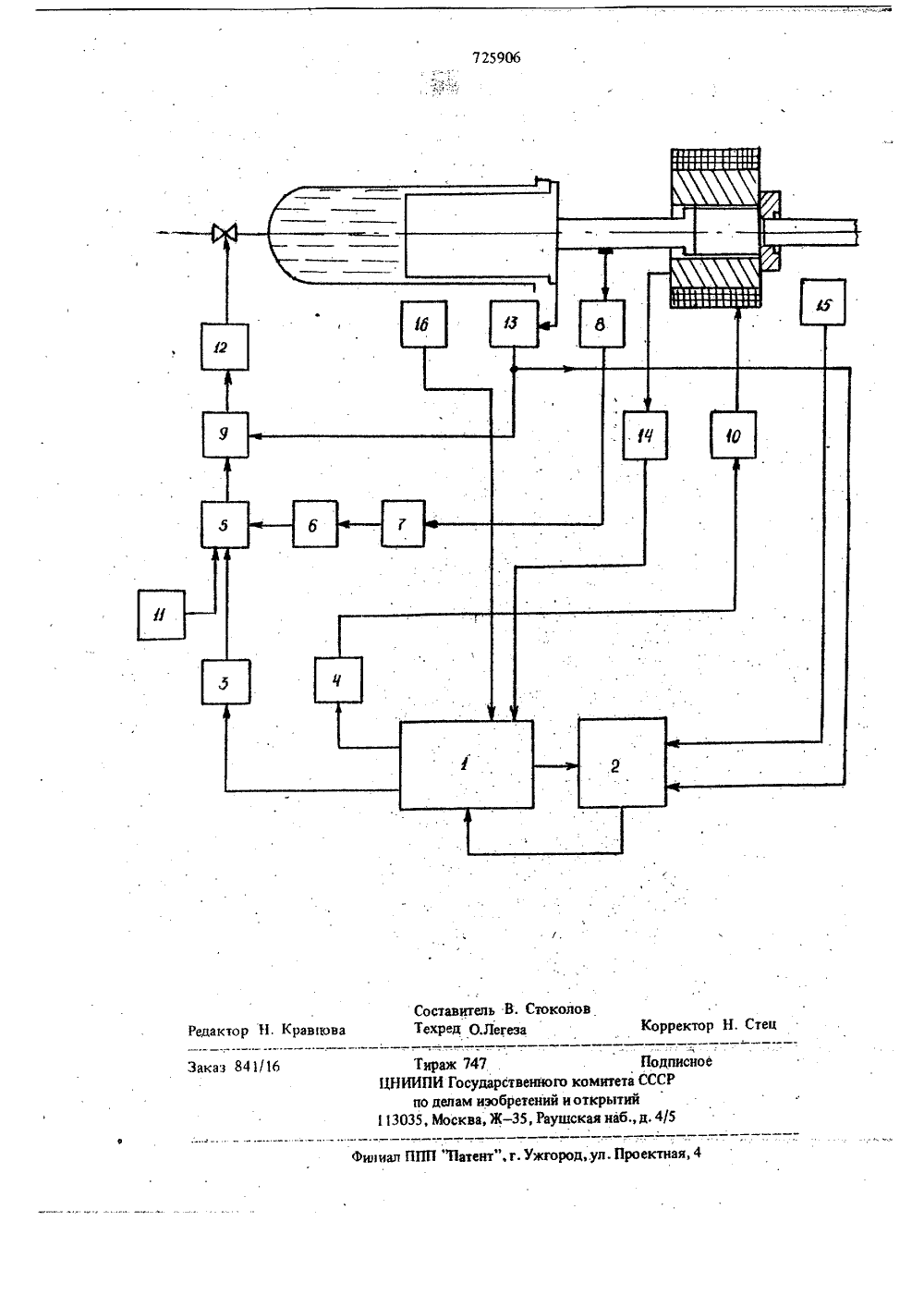
1 и 725906 Со 1 оз СоветскихСоциалистическихРеспублик ОП ИКАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ лнительное к авт. свил-ву(51)М. Кл, В 30 В 15/20 22) Заявлено 12,01,78 (21) 2567729/25 - 2 исоединением заявк Государственный комите 23) Прио а делам изобретен Опубликовано 05.04,80. БюллетеньДата опубликования описания 05,04.80, ьи -" в .,. К, Малько, В. И, Дровянников, Е. М, Макаро М. Ф, Головинов и Л. П, Комаров 2) Авторы изобретени 1) Заявитель 4) СИСТЕМА УПРАВЛЕНИЯ ЯЧИМ ПРЕССОВАНИЕМ ре. 1Изобретение относится к машиностроению,в частности, к конструкции гидравлическихпрессов.Известна система управления горячим прессованием, содержащая датчики температуры,заготовки и контейнера, датчики пути и скорости, задатчики и регуляторы скорости прессования и температуры контейнера 11).Известная система обладает недостатками,заключающимися в том, чтопрессование неможет осуществляться с максимально допустимой скоростью прн отклонениях температурыизделия от заданной, а также в наличии колебаний и перерегулирования в переходных процессах и режиме подпрессовок.Цель изобретения - повышение производительности и качества изделий,Указанная дель цоститается тем, что системауправления снабжена блоком моделированиятемпературно. скоростного режима, входы которого соединены с датчиками температуры заготовки и контейнера, датчиком температурыпрессиэлелия, а также оптимизатором, входыкоторого соединены - один с ца 1 чиком пути и скорости прессования, другои - с датчиком температуры прессизделия, а выход подключен к входу блока моделирования,.при этом вых ды последнего соединены - один с оптимизатором, а два других с входами задатчика скорости и температуры контейнера.Система управления снабжена также включенными последовательно автоматическим пе ключателем режимов, блоком задержки, формирователем и датчиком рабочего давления.10На чертеже показана функциональная схемасистемы управления,уОна содержит блок 1 моделирования температурно-скоростного режима, соединенный с 15оптимизатором 2, задатчика 3 скорости прессо вания и температуры контейнера 4, соединен.ные с выходами блока моделирования, автоматический переключатель 5 режимов, подключенный к последовательно соединенным блоку 6 задержки и формирователю 7, на вход последнего подключен датчик давления пресс- штемпеля 8. Регулятор 9 скорости прессования соединен с задатчиком 3 скорости через переключатель 5 режимов. К выходу задатчика25906 41 вания. Датчик 13 скорости пути прессованияподает сигнал на один из входов оптимизатора 2, который обеспечивает сравнение расчетной и текущей скоростей прессования и расчетоптимальных настроек блока 1 моделирования.После окончания процесса прессования ра.бочее давление с прессштемпеля снимается,датчик давления прессштемпеля 8 вновь сраба.тывает и задним фронтом своего импульса О через формирователь 7 и блок б задержкивыключает автоматический переключатель 5 режима, обеспечивая отсечку управления, Таккак.время приведения механической и гидравлической системы пресса в исходное состояние 15" намного больше времени подпрессовки, то система управления всегда успевает вернуться висходйое-состояние.Экономический эффект от использованиясистемы управления обуславливается достиже нием максимально возможной скорости прессования с учетом изменений параметров технологического процесса, а также повышением качества прессизделий. 1. Система управления горячим прессованием,30 содержащая датчики температуры, заготовкии контейнера, датчики пути и скорости, задатчики ирегуляторы скорости прессованияи температуры контейнера, о т л и ч а ющ а я с ятем, что, с целью повышения проз изводительндсти и качества изделий, она снабжена блоком моделирования температурно-скоростного" режима, входы которого соединеныс датчиками температуры заготовки и контейнера, датчиком температуры прессизделия, а40 также оптимизатором, входы которого соеди нены один - с датчиком пути и скоростипрессования, другой- с датчиком температурыпрессизделия, а выход подключен к входу блока моделирования, при этом выходы послед 4 Б него соединены - один с оптимизатором, а двадругих - с входами задатчиков скорости итемпературы контейнера,2,Система управления по и, 1, о т л ич а ю щ а я с я тем, что она снабжена вклю.10 ченными последовательно автоматическим пере.ключателем режимов, блоком задержки, формирователем и датчиком рабочего давления,Источники информации,принятые во внимание йри экспертизе5 1. Авторское свидетельство СССР 9 365279,кл, В 30 В 15(20, 1970. 3" "7температуры контейнера 4 подключен регулятор 10, управляющий режимом нагрева контейнера, Задатчик скорости подпрессовок 11 подключен к входу переключателя 5 режимов,Регулятор 9 скорости йрессоъания управляетисполнительным механизмом дросселя 12, обеспечивакййим регулирование скорости прессштемпеля, который при перемещении воздей,ствует на датчик 13 пути и скорости,Система снабжена, также тремя датчикамитемпературы: контейнера 14, прессизделия 15на выходе матрицы и заготовки 16.Система работает следующим образом.При начале прямого хода главного плунжерайреССа системаупрЪвленйя отключена и"автоматический переключатель 5. режима подклю. чает выход задатчика скорости подпрессовки11 ко входу регулятора 9 скорости прессования. При появлении рабочего давления на п 15 ессштемпеле срабатывает"датчйк дййИя йрессштемпеля 8 и подает импульс на вход формирователя 7, выход которого подключен ковходу блока 6 задержки. Длительность задержки импульса определяется продолжительностьюрежима подпрессовки, , 21В течение периода задержки прессштемпельперемещается с постоянной скоростью в соответствии с сигналом задатчика скорости подпрессовки,По истечении периода задержки на выходеблока 6 задержки появляется импульс, которыйвызывает переключение автоматичеСкогопереключателя 5 режимов. Последнийподает навход регулятора 9 скорости прессования сигналс блока 1 моделйровзния температурно-скорост"нбго режима, соответствующии ойтймальнойскорости прессования. Так как-длйтЬТьйостьподпрессовки намного больше времени переходфньтх процессов в электронных узлах блокамоделирования и оптимизатора 2, то после срабатывания автоматического переключателя 5режима блок 1 моделировайия температурноскоростного режима и оптимизатор 2 обеспечивают на входе задатчике 3 скорости прессования сформовзнййй сигнал оптимзльйого управленйя скоростью прессования, Одновременноблок 1 моделированаГ подает "Сигйзл-управления на вход задатчика температуры контейнера 4, выход когорого соединен совходом регулятора 10 температуры контеййера, "В течение процесса прессования датчик температуры заготовки 16, датчик Температурыконтейнера 14 и датчик температуры прессизделия 15 поцают в блок 1 моделирования иоптимизатор 2 необходимые цанйые для вычисления оптимального значения скорости прессоФормула изобретения725906 ктор Н. Кравпо Коррек каз 841/16 над ППП "Патент", г, Ужгородул. Проектная Составитель В. СтоколТехред О Легеза Тираж 747ЦНИИПИ Государственного по делам иэобретений и113035, Москва, Ж, Рауш Подписноеомитета СССРткрытийкая наб д, 4/5
СмотретьЗаявка
2567729, 12.01.1978
ПРЕДПРИЯТИЕ ПЯ В-2996
МАЛЬКО СЕРГЕЙ КОНСТАНТИНОВИЧ, ДРОВЯННИКОВ ВИКТОР ИВАНОВИЧ, МАКАРОВ ЕВГЕНИЙ МИХАЙЛОВИЧ, ГОЛОВИНОВ МИХАИЛ ФЕДОТОВИЧ, КОМАРОВ ЛЕВ ПЕТРОВИЧ
МПК / Метки
МПК: B30B 15/20
Метки: горячим, прессованием
Опубликовано: 05.04.1980
Код ссылки
<a href="https://patents.su/3-725906-sistema-upravleniya-goryachim-pressovaniem.html" target="_blank" rel="follow" title="База патентов СССР">Система управления горячим прессованием</a>
Устройство для динамической татировки датчиков пульсаций скорости, температуры, давления и плотности

Номер патента: 514219
Опубликовано: 15.05.1976
Авторы: Африканова, Кабуров, Лемешко
МПК: G01L 27/00
Метки: давления, датчиков, динамической, плотности, пульсаций, скорости, татировки, температуры
...цилиндра 4, размещенного в отсеке 5, который герметично соединен с корпусом сопла 3. Оси симметрии цилиндра 4 и сопла 3 параллельны. Цилиндр снабжен приводом 6 для вращения вокруг оси, например электродвигателем. На боковой поверхности цилиндра 4 выполнены равномерно чередующиеся пазы и выступы, профплированные по образующей. Профилирование пазов и выступов выполнено в соответствии с заданной величиной пульсаций.Сжатый воздух из источника 2 поступает в форкамеру 1 и оттуда в сверхзвуковое сопло 3. При вращении цилиндра 4 сечение рабочей камеры периодически изменяется. В поло. женин Л, когда стенкой сопла 3 является выступ, площадь поперечного сечения сопла минимальна, и в нем устанавливается режим течения с параметрами скорости 11...
Способ измерения совместных одноточечных корреляций скорость-температура в турбулентных потоках

Номер патента: 1831684
Опубликовано: 30.07.1993
МПК: G01P 3/36
Метки: корреляций, одноточечных, потоках, скорость-температура, совместных, турбулентных
...по интервалам от - со до -и отдо со отражает тот факт, что минимальное расстояние между измерительным обьемом ЛДА и обьектным пучком интерферометра равнои, следовательно, отсутствует вклад в корреляцию при расстояниях, меньших чем . После дифференцирования попоследнее соотношение принимает вид: Сделав предположение о симметричности поведения пространственной корреляционной функции Ко т(2 о,2) относительно осей 2 и ф, можно утверждать. что Ко т (2 о,2), а следовательно, и Ц 2) обращаются в коль, когда в ноль обращается производная, стоящая в левой части уравнения (7), т.е, когда осредкемнов по времени произведение сигналов О от ЯДА и Г от иктерферометра досгигает экстремума. Поскольку в первом приближении Функция Щ может,Т( )...
Способ работы паротурбинного блока в резерве1известен способ работы паротурбинного блока в резерве путем поддержа1ния режима горения в котле и скорости вращения ротора турбины. однако. при таком -способе скорос

Номер патента: 381798
Опубликовано: 01.01.1973
Авторы: Достаточном, Линии, Питани, Питательную, Предлагаемый, Пример, Скорости, Что
МПК: F01D 25/10, F22B 35/04
Метки: блока, вращения, горения, котле, однако, паротурбинного, поддержа1ния, путем, работы, режима, резерве, резерве1известен, ротора, скорос, скорости, способе, таком, турбины
...у от насосов например, по редмет изобретен блока в орения в турбины, вышения опзводином для а турбим,что,с ономичосы блосов друАвторыизобретения А. Г. Корниенко, В. В Известен способ работы паротурбинного блока в резерве путем поддержания режима горения в котле и скорости вращения ротора турбины. Однако,при таком способе скорость вращения поддерживают на уровне холостого хода, что требует большого расхода топлива.Предлагаемый способ отличается от известного тем, что поддеркивают паропроизводительность котла на уровне, достаточном для обеспечения скорости вращения ротора турбины ниже первой критической.Такой способ позволяет повысить экономи - ность.Для дополнительного повышения экономичности останавливают питательные насосы блока, а...
Способ определения разности динамических погрешностей датчиков температуры поверхностного типа
Номер патента: 1192484
Опубликовано: 10.08.2004
Авторы: Бичеров, Богуш, Мартьянова, Соколов, Тагунков
МПК: G01K 15/00
Метки: датчиков, динамических, поверхностного, погрешностей, разности, температуры, типа
Способ определения разности динамических погрешностей датчиков температуры поверхностного типа, заключающийся в измерении текущих значений температуры, получении ее эталонных значений и определении искомой величины как разности измеренных и соответствующих им эталонных значений температуры, отличающийся тем, что, с целью расширения области применения способа путем обеспечения возможности определения погрешностей в системах с холодильником и теплоносителем, предварительно на рабочем режиме разогрева холодильника измеряют изменение во времени расхода и температуры теплоносителя на входе холодильника, за эталонные значения принимают значения температуры на выходе холодильника, полученные в...
Устройство для регулирования скорости движения контейнеров и составов из них в трубопроводах пневмотранспортных установок

Номер патента: 289718
Опубликовано: 01.01.1971
Авторы: Аглицкий, Александров, Вихман, Менее, Специальное, Топол, Цимблер
МПК: B65G 51/16
Метки: движения, контейнеров, них, пневмотранспортных, скорости, составов, трубопроводах, установок
...схемы ИЛИ 7. Входы триггера 15 ячейки б подключены к выходам датчиков 3 и 4, а выход схемы И 17 ячейки б - ко второму входу схемы ИЛИ 7.Работа измерительных ячеек 5 и б происходит в следующем порядке, Датчик 2 регистрирует прохождение контейнера 18 или состава контейнеров и выдает сигнал, по которому триггер ячейки 5 опрокидывается. При этом на одном из входов схемы И ячейки 5 снимается напряжение и одновременно запускается ждущий мультивибратор ячейки 5, который, генерируя опорный импульс, подает напряжение на второй вход схемы И ячейки 5.При прохождении контейнером датчика 3 выдается сигнал, по которому триггер 15 ячейки 5 возвращается в первоначальное состояние и подает на первый вход схемы И 17 ячейки 5 напряжение.На выходе схемы...
Предыдущий патент: Устройство для включения пресса
Следующий патент: Способ изготовления трафаретной печатной формы
Случайный патент: Усредняющее устройство