Способ автоматического управления параллельно расположенными размалывающими устройствами
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
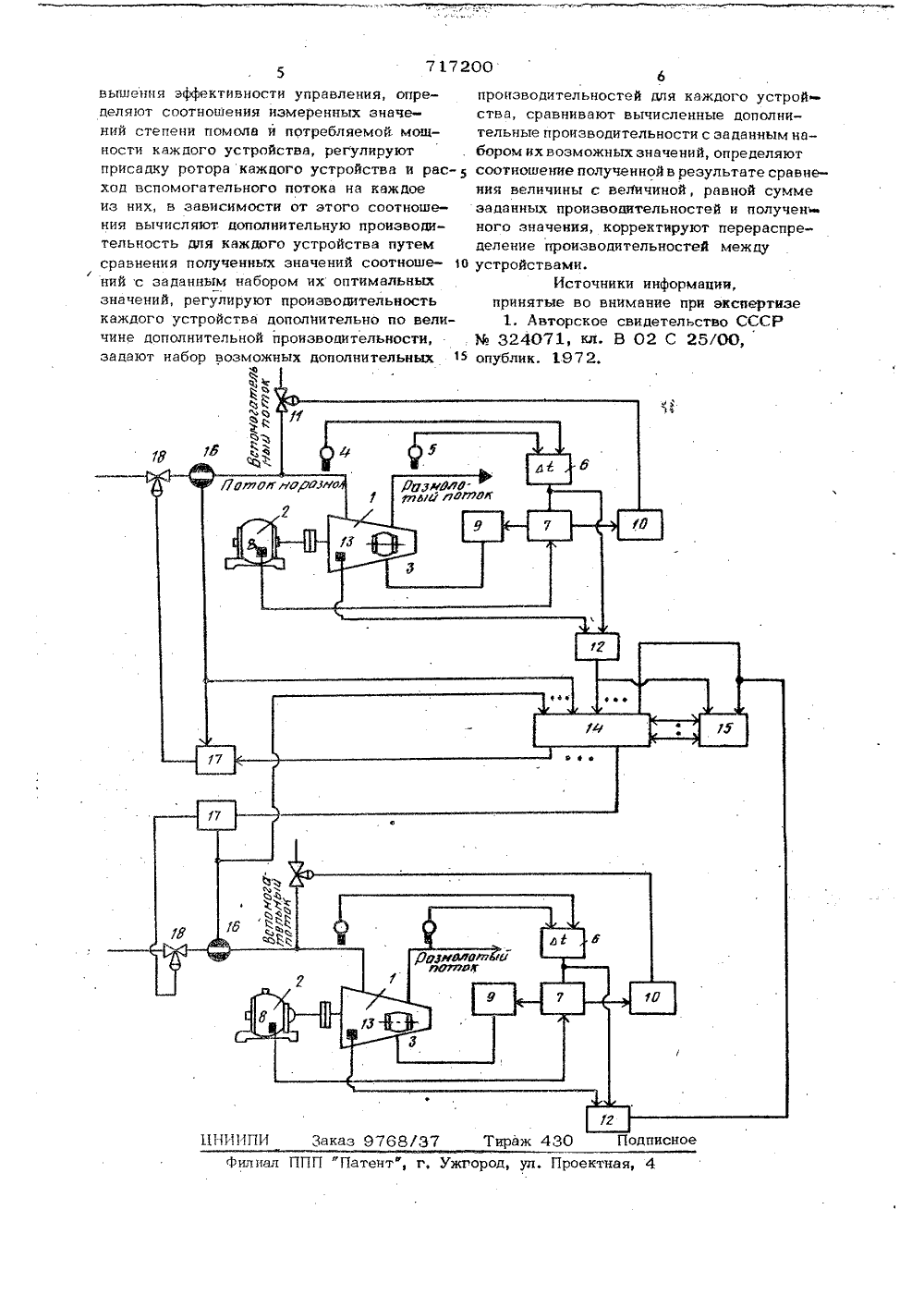
(54) СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПАРАЛЛЕЛЬН РАСПОЛОЖЕННЫМИ РАЗМАЛ ЫВА ЮЩИМ И УСТРОЙСТВАМ ективность управле шая максимальную каждого устройств естве размола,и не таточная эфф обеспечиваю ния, н произв дительн бильномстЙе ач э фекповьп1 е ни ь изобрет ти управл достижен ения, ия иавленн ых знаемой ношение измерен мола и нотребля о устройства, р каждого устройс определяют соот чений степени по мощности каждог присадку ротора расход вспомога т г ва иа каж ельного потока зависимости от этого соотношеИзобретение относится к способам автоматического управления параллельно расположенными размалываюшцми устройствами и может быть использовано в целлюлозно-бумажной промьппленности, а также в других отраслях производства,5 где требуется осуществлять размолво - локнцстых суспензцй.Из известных способов наиболее близким к описываемому является способ10 автоматического управления параллельно расположенными размалывающими устройствами, заключающийся в том, что изме-. ряют производительность, степень помола и потребляемую мощность каждого устрой 15 ства и регулируют степень помола и производительность каждого устройства путем перераспределения производительности между ними в зависимости от суммы заданных производительностей для всей группы устройств 1.Недостатком этого способа являетсязначительное время переходных процес- .сов при управлении качеством размола ния, вычисляют дополнительную производительность для каждого устройства путемсравнения полученных значений соотношений с заданным набором их оптималь - .ных значений, регулируют производительность каждого устройства дополнительнопо величине дополнительной производительности, сравнивают вычисленные допол -нительные производйтельностц с заданнымнабором из возможных значений, определяют соотношение полученной в резуль7 17 200 3тате сравнения величины с величиной,равной сумме заданных производительностей, и полученным значением, корректируютперераспределение производительностеймежду устройствами.На чертеже представлена блок-схемасистемы, реализующей способВ систему входят размалывающиеустройства 1, приводы 2 размалывающих устройств, приводы 3 присадки ротора, измерители 4 температуры потокамассы, идущей на размол, и измерители. 5 температуры размолотого потока,подключенные к соответствующим входамизмерителей 6 разности температур, выходы которых подключены к одним извходов блоков 7 соотношения, к другимвходам которых подключены выходы датчиков 8 мощности приводов 2, Соответ - ствующие выходы блоков 7 подключенык регуляторам 9 присадки ротора и к регулятораЬ 10 расхода вспомогательногопотока с исполнительными элементами11. К соответствующим входам блоков12 коррекции подключены выходы измерителей 13 граничного положения подвижных частей размалывающих устройств ивыходы блоков 6. Выходы блоков 12подключены к одним из входов вычислительного устройства 14 и к входам блока 15коррекции программ перераспределения,К другим .входам устройства 14 подключены выходы датчиков 16 расхода потока на размол. Соответствующие выходыустройства 14 подключены к одним извходов регуляторов 17 расхода потока наразмол с исполнительными органами 18,Система работает следующим образом.В измерителях 6 перепада температурыпо сигналам от датчиков 4, 5 температу 4 О.ры потока массы до и после размолаопределяют разность температуры потокамассы как косвенный показатель степени 4ных потоков в потоки размалываемой массы. Таким образом, два данных контура осуществляют управление техническими характеристиками эксплуатации размалывающего устройства и компенсируют изменение характеристики входного потока, В блоках 12 формируются сигналы вели-, чин технических характиристик эксплуатируемых размалывающих устройств. На основании данных сигналов, а также сигналов величин расходов от датчиков 16 в вычислительном устройстве 14 рассчитывается величина изменения производительности для каждого устройства и производится расчет перераспределения производительностей между размалывающими устройствами, осуществляемый при помощи регуляторов 17 расхода, управляющих клапанами 18 на линиях подачи потоков на размол. Причем в блоке 15 коррекции перераспределения формируется сигнал, корректирующий перераспределение с учетом реальных возможностей принять до - полнительную производительность каждого из устройства по сигналам коррекции от блоков 12 по специально разработанной программе коррекции.Применение данного способа оптимального управления по сравнению с известным позволит уменьшить время переходных процессов за счет уменьшения количества перераспределений производительностей и дает возможность максимально эксплуатировать каждое из размалывающих устройств, а,следовательно, и всюгруппу устройств, так как данное опти-мальное управление предусматривает минимально возможное занижение производительности каждого устройства в любой изситуаций. Ожидаемый экономический эф -фект от внедрения изобретения составит25-30 тыс. руб, в год, помола выходного потока массы для каждого размалывающего устройства. В блоках 7 соотношения определяют величинытекущих значений соотношений определенных разностей температуры и мощностей,потребляемых приводами размалывающихустройств, от датчиков 8. Вычисленныезначения соотношений в блоках 7 из соответствующих выходов этих блоков поступают как задание регуляторам 9 присадок роторов, изменяющих присадки путемуправления двигателями 3 присадок, и как "задание регуляторам 10 расходов вспомогательных потоков, которые управляютклапанами на линии подачи вспомогательФормула изобретения Способ автоматического управления параллельно расположенными размалывающими устройствами, заключающийся в том, что измеряют производительность, степень помола и потребляемую мощность каждого устройства и регулируют степень помола и производительность каждого устройства путем перераспределения производительности между ними в зависимости от суммы заданных производительностей для всей группы устройств, о т л ич а ю щ и й с я тем, что, с целью по717200 5вышення эффективности управления, определяют соотношения измеренных значений степени помола и потребляемой. мощности каждого устройства, регулируютприсадку ротора каждого устройства и рас-ход вспомогательного потока на каждое из них, в зависимости от этого соотношения вычисляют дополнительную производительность для каждого устройства путем сравнения полученных значений соотноше о /ний с заданным набором их оптимальныхзначений, регулируют производительностькаждого устройства дополнительно по величине дополнительной производительности,задают набор возможных дополнительных 1) 6производительностей для каждого устройства, сравнивают вычисленные дополнительные производительности с заданным набором их возможных значений, определяютсоотношение полученной в результате сравнения величины с величиной, равной суммезаданных производительностей и полученного значения, корректируют перераспределение производительностей междуустройствами.Источники информации,принятые во внимание при экснертизе1, Авторское свидетельство СССРМо 324071) кл. В 02 С 25/00,опублик, 1972,
СмотретьЗаявка
2586044, 03.03.1978
УКРАИНСКОЕ НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ЦЕЛЛЮЛОЗНО БУМАЖНОЙ ПРОМЫШЛЕННОСТИ
МАЖУРА ВИКТОР ВАСИЛЬЕВИЧ, ОСАДЧИЙ БОРИС ФЕДОРОВИЧ, КВАСКО МИХАИЛ ЗИНОВЬЕВИЧ
МПК / Метки
МПК: D21F 1/08
Метки: параллельно, размалывающими, расположенными, устройствами
Опубликовано: 25.02.1980
Код ссылки
<a href="https://patents.su/3-717200-sposob-avtomaticheskogo-upravleniya-parallelno-raspolozhennymi-razmalyvayushhimi-ustrojjstvami.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического управления параллельно расположенными размалывающими устройствами</a>
Устройство для распределения двух потоков штучных изделий на три равных потока

Номер патента: 116868
Опубликовано: 01.01.1958
МПК: B65G 47/04
Метки: двух, потока, потоков, равных, распределения, три, штучных
...валу 3, н котором закреплены фиксирующая шайба 4 и водило б мальтийского креста. На втором вертикальном валу б закреплены шестипязовый мальтийский крест 7 и пазовый эксцентрик 8, который кулачком о сочленен с двуплечим секторным рычагом 10, один конец которого перемещается по фигурному пазу эксцентрика, а второй - имеет два симметрично размещенных выступа. Каждый из выступов сектора воздействует, соответственно, на один из двух горизонтально подвешенных ползунов 11, скользящих по оси 12 и соединенных раздельно тягами 13 с двумя поворотными, относительно вертикальной оси, исполнительными рычагами 14, заставляя их занимать три различных положения; два крайних и одно среднее.Число оборотов вала 3 задается в зависимости от...
Измерительно-вычислительное устройство для определения параметров быстропеременных и пульсирующих потоков жидкостей
Номер патента: 452001
Опубликовано: 30.11.1974
Авторы: Игнатьев, Кротов, Кузьминых, Рогожин, Шмулевич
МПК: G06F 17/00
Метки: быстропеременных, жидкостей, измерительно-вычислительное, параметров, потоков, пульсирующих
...вычислительного устройства При необходимости до начала работы может быть прове" дена корректировка программы, исходныхданных, самопроверка устройства по программам текстов,В процессе работы устройство решает следующие основные задачи ввод программы; автоматическое управление ходом програм мы в реальном масштабе времени; в соответствии с программой автоматическое управление измерением, регистрацией пара;- метров; оперативная индикация в цифровой и текстовой форме о ходе контроля па-,1 О раметров потока, математическая и логическая обработка результатов измерения с учетом нелинейности тарировочных характеристик датчиков, преобразователей, приведения результатов измерения к фиэическо- П му масштабу, вычисления поправок в зависимости...
Устройство для объединения нескольких потоков ящиков

Номер патента: 683954
Опубликовано: 05.09.1979
Автор: Вяжлинский
МПК: B65B 35/54
Метки: нескольких, объединения, потоков, ящиков
...длина ящиков 12, выходящих с подающих конвейеров, плюс разрыв между ними, плюс разделительный интервал между партией пропущенных ящиков с предыдущего подающего конвейера со ставляют определенную длину, условно обозначенную на конвейере 1 зоной каждого подающего конвейера.Суммарная протяженность зон всех по дающих конвейеров обозначена циклом,Лента конвейера 1, совершая пробег за цикл, будет вращать натяжной барабан 13, который через звездочку 14, цепь 15, звездочку 16, редуктор 17 повернет кулачковый диск 4 программного устройства на один оборот.За один оборот кулачкового диска 4 произойдет поочередное замыкание всех парных контактов б, а следовательно и включение электромагнитов 18 заслонок 3, 30 которые произведут пропуск заданного...
Устройство для измерения магнитного потока асинхронной машины

Номер патента: 746334
Опубликовано: 05.07.1980
Авторы: Гричина, Крутой, Николов
МПК: G01R 29/08
Метки: асинхронной, магнитного, потока
...распределителя 19, управляющий вход ключа 3 соединен с управляющим входом ключа 16 и подсоединен к выходу 20 кольцевого распределителя 19; а управляощий вход ключа 4 соедийен с управляющим входом ключа 14 и подсоединен к выходу 21 кольцевого распределителя 19.Асинхронная машина 22 питается от статического преобразователя частоты.Управление машиной осуществцяется по каналам напряжения и частоты. Схема управления содержит регулятор .напряжения 23, вход которого через функцио 6334нальный преобразователь 24 соединен сустройством 25, выдающим сигнал задания,а также регулятор частоты 26,вход которого соединен с выходом задающего генератора 27, а вход задающегогенератора соединен с входом функционального преобразователя 24. Выход задающего...
Устройство для измерения скорости потока токопроводящей жидкости

Номер патента: 940071
Опубликовано: 30.06.1982
Авторы: Ковалев, Комов, Малков, Миненков
МПК: G01P 5/06
Метки: жидкости, потока, скорости, токопроводящей
...может быть реализован в виде самых разнообразных технических решений.Делитель 6 напряжения может быть выполнен как в виде дискретного, например, резистивного или емкостного делителя, конструктивно выполненного на ствтсре в виде печатного монтажа и подключенного к соответствующим участкам дискретного полукольца 3 статорв, так и в виде сплошного полукольца, изготовленного из высокоомного материала ( например, константана, мвнганина, нихрома), конструктивно совмещающего функции электрода статсра и делителя напряжения.Для простоты рассмотрения процесса выделения измерительной информации в предлагаемом устройстве в качестве первого источника 5 напряжения выбирают обычный аккумулятор, в качестве второго источника 8 напряжения генератор...
Предыдущий патент: Способ автоматического управления процессом размола бумажной массы
Следующий патент: Термоиндикаторная бумага
Случайный патент: Способ спектрального анализа с ионным возбуждением