Масса для изготовления смазочных шайб, используемых при деформировании стали
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
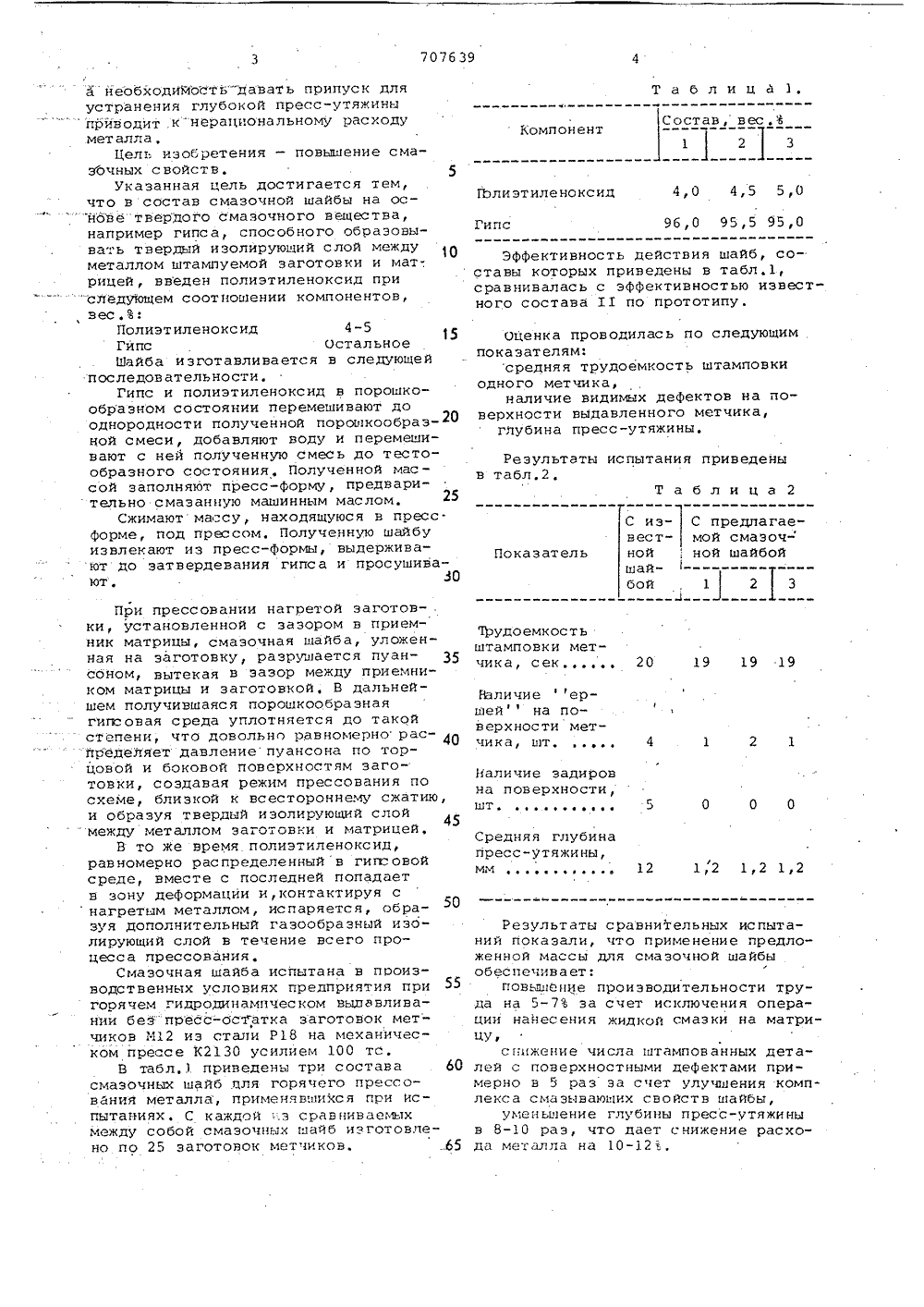
Союз Советских Сещиалистических Ркпублик707639 В 21 С 23/32В 21 С 35/04 Государственный коннте СССР по делам изобретений и открытий(72 Авторы зобрете А,А,Серегин, В,В,Волков Р.Ф.Пеньков и Ю.Я.Ротов 1) Заявитель МАССА ДЛЯ ИЗ ИСПОЛЬЗУЕМЫХ к обработточнее к алов,готовления емых при в 65-75 15-20 10"15 иэкими ставеИзобретение относитсяке металлов давлением, асоставам смазочных материИзвестна масса для изсмазочных шайб, использудеформировании стали 1,Эта масса представляет собой гранулированный полиэтилен, которыйзасыпают в матрицу с предварительноустановленной заготовкой и производят прессование,Однако полиэтилен разлагается притемпературе 150-250 С с выделениемугарного газа, эфиров и альдегидов,том числе формальдегида, обладающих неприятным запахом и токсичнымдействием,Поэтому такие шайбы не применимыпри высокотемпературном прессовании,Известна также масса для изготовления смазочных шайб, используемыхпри деформировании стали на. основетвердого смаэывающего вещества 2,содержащая компоненты в следующемсоотношении, вес,Ъ.Тальковый порошокГипсАс бес товы й п орошокНо такая масса обладаетсмаэочннми свойствами. В со ОВЛЕНИЯ СМАЗОЧНЫХ ШАЙБ,И ДЕФОРМИРОВАНИИ СТАЛИ 2шайб отсутствуют гаэообразующие компоненты, создающие дополнительный,газообразный, изоляционный слой меж-.ду нагретой заготовкой и рабочей 5 поверхностью матрицы, что уменьшаетсмазочный эффект при штамповке, Внешним проявлением низких смазочныхсвойств является образование глубокой (10-15 мм) пресс-утяжины, ер О шей, эадиров на части поверхности1 тампованной детали и налипание металла заготовки на поверхность входного конуса матрицы, Нанесение наматрицу дополнительной жидкой смазки 15 например, графитно-масляных смесей,образующих при сгорании во времяштамповки газообразный изоляционныйслой, не исключает вероятности возникновения указанных выше дефектов, 2 О Во-первых, иэ-заместного охлажденияметалла заготовки при контакте сжидкой смазкой, приводящего к образованию ершей,в нижней части детали, во-вторых, иэ-эа того, что воэ можный излишек жидкой смазки приводит к местным ережимам поверхностиштампованной детали. Введение операции дополнительного нанесения наматрицу жидкой, газообраэующей смазки снижает производительность труда,а необходимость"давать припуск дляустранения глубокой пресс-утяжиныприводит кнерациональному расходумет алла,Цель изобретения - повышение смазочных свойств, 5Указанная цель достигается тем,что в состав смазочной шайбы на ос"новетвердого смазочного вещества,например гипса, способного образовывать твердый изолирующий слой междуметаллом штампуемой заготовки и мат;рицей, введен полиэтиленоксид приследующем соотношении компонентов,вес1Полиэтиленоксид 4-515Гипс остальноеШайба изготавливается в следующейпоследовательности,Гипс и полиэтиленоксид в порошкообразном состоянии перемешивают дооднородности полученной порошкообразной смеси, добавляют воду и перемешивают с неЙ полученную смесь до тестообразного состояния, Полученной мас -сой заполняют пресс-Форму, предварительно смазанную машинным маслом.Сжимают ма:су, находящуюся в прессформе, под прессом. Полученную шайбуизвлекают из пресс-формы, выдерживают до затвердевания гипса и просушивают. 30 При прессовании нагретой заготовки, установленной с зазором в приемник матрицы, смазочная шайба, уложенная на заготовку, разрушается пуан сбном, вытекая в зазор между приемником матрицы и заготовкой, В дальнейшем получившаяся порошкообразная гигсовая среда уплотняется до такой степени, что довольно равномерно рас йределяет давление пуансона по торцовой и боковой поверхностям заготовки, создавая режим прессования по схеме, близкой к всестороннему сжатию, и образуя твердый изолирующий слой между металлом заготовки и матрицей,В то же время полиэтиленоксид, равномерно распределенныйв гигс овой среде, вместе с последней попадает в зону деформации и,контактируя с нагретым металлом, испаряется, обра 50 зуя дополнительный газообразный изолирующий слой в течение всего процесса прессования.Смазочная шайба испытана в производственных условиях предприятия при 55 горячем гидродинамическом выдавливании без"пресс-остатка заготовок метчиков М 12 из стали Р 18 на механическом прессе К 2130 усилием 100 тсВ табл,1 приведены три состава . 60 смазочных шайб для горячего прессования металла, применявихся при Испытаниях, С каждой.з сравниваемых между собой смазочных шайб изготовлено по 25 заготовок метчиков. 65Т а б л и ц а 1,Состав, вес,4 1 1 Компонент 1 2 3 4,0 4,5 5,0 ГЬли эт иле но кс ид Гипс 9 б,О 95,5 95,0 Оценка проводилась по следующимпоказателям:средняя трудоемкость штамповкиодного метчика,наличие видиых дефектов на поверхности выдавленного метчика,гЛубина пресс-утяжины,Результаты испытания приведеныв табл,2,Т абли ца 2 С предлагаемой смазоч-ной шайбой С из- вестПоказатель нойшайбой.1 12 3 рудоемкость штамповки метчика, сек 20 19 19 19 Наличие ершей на поверхности метчика, шт,1 2 1 Нали чие задиров на поверхности,0 0 0 шт,Средняя глубинапресс-утяжины,1,2 1,2 1,2 12 мме Результаты сравнительных испытаний показали, что применение предложенной массы для смазочной шайбы обеспечивает:повьпее производительности труда на 5-7 за счет исключения операции нанесения жидкой смазки на матрицуфснижение числа штампованных деталей с поверхностными дефектами примерно в 5 раз за счет улучшения комплекса слазьваюих свойств шайбы,уменьение глубины пресс-утяжины в 8-10 раз, что дает снижение расхода металла на 10-12. Эффективность действия шайб, составы которых приведены в табл.1, сравнивалась с эффективностью известного состава 11 по прототипу.l Тираж 986 Подписное ЦНИИПИ Государственного комитета СССР по делам изобретений и открытий 133035, Москва, Ж, Раушская наб д, 4/5Заказ 8395/6 Филиал ППП Патент,г,ужгород, ул.Проектная,4 Масса для изготовления смазочных шайб, используемых при дефформирова.нии стали на основе твердого смаэывающего вещества, о т л и ч а ю щ а я с я тем, что, с целью повышения смазочных свойств, в нее введен. полиэтиленоксид при следующем соотношении компонентов, вес.Ъ: Полиэтиленоксид 4-5Твердое смаэывающеевещество ОстальноеИсточники инФормации,принятые во внимание при экспертизе5 1, Авторское свидетельство СССРР 479504, кл. В 21 С 23/32, 1974.2, Авторское свидетельство СССРР 431923, кл. В 21 С 23/32, 1973
СмотретьЗаявка
2524328, 29.08.1977
ПРЕДПРИЯТИЕ ПЯ Р-6115
СЕРЕГИН АЛЬБЕРТ АЛЕКСАНДРОВИЧ, ВОЛКОВ ВЛАДИМИР ВЛАДИМИРОВИЧ, ПЕНЬКОВ РУДОЛЬФ ФИЛИППОВИЧ, РОТОВ ЮРИЙ ИВАНОВИЧ
МПК / Метки
МПК: B21C 23/32
Метки: деформировании, используемых, масса, смазочных, стали, шайб
Опубликовано: 05.01.1980
Код ссылки
<a href="https://patents.su/3-707639-massa-dlya-izgotovleniya-smazochnykh-shajjb-ispolzuemykh-pri-deformirovanii-stali.html" target="_blank" rel="follow" title="База патентов СССР">Масса для изготовления смазочных шайб, используемых при деформировании стали</a>
Состав массы для изготовления смазочных шайб

Номер патента: 986536
Опубликовано: 07.01.1983
Авторы: Ротов, Серегин, Хохлов
МПК: B21C 23/32
Метки: массы, смазочных, состав, шайб
...и связующее, например жидкоестекло, дополнительно введен вермикулит при следующем соотношении ком.понентов,. вес.ь:Вермикулит 2 - 5Древесньеопилки ЬО " 5053Связующее ОстальноеСмазочные шайбы описываемого состава изготавливают следуоцим образом,4Древесные опилки перемешивают свермикулитом до однородности получившейся порошкообразной смеси. Полученную порошкообразную смесь перемешивают с жидким стеклом до однородности получившейся тестообразноймассы. Сжимают массу, находящуюсяв пресс-форме, под прессом. Изготовленную шайбу извлекают из пресс-Формыи просушивают при температуре 801 ОО С.При прессовании нагретой заготовки, установленной с зазором в приемник матрицы, смазочная шайба, уложенная на заготовку, разрушаетсяпуансоном, вытекая в...
Состав смазочной шайбы для прессования

Номер патента: 927354
Опубликовано: 15.05.1982
МПК: B21C 23/32
Метки: прессования, смазочной, состав, шайбы
...ОПО по ГОСТ 8433-57 и перемешивают полученную 5 смесь до тестообразного состояния. Полученной массой заполняют пресс-форму предварительно смазочную машинным маслом, сжимают массу, находящуюся в пресс-форме, под прессом. Полученную шайбу извлекают из пресс-формы, выдерживают до затвердевания и просушивают. При прессовании нагретой заготовки, установленной с зазором в приемник матрицы, смазочная шайба, уложенная на заготовку, разрушается пуансоном, .вытекая в зазор между приемником 1 матрицы и заготовкой. В дальнейшем получившаяся порошкообразная среда уплотняется до такой степени, что довольно равномерно распределяет давление пуансона по торцовой поверхности заготовки, создавая режим прессования по схеме, близкой к всестороннему...
Состав массы смазочных шайб, используемых при горячем прессованииизделий

Номер патента: 820964
Опубликовано: 15.04.1981
Автор: Батуев
МПК: B21C 35/04
Метки: горячем, используемых, массы, прессованииизделий, смазочных, состав, шайб
...этом применяется ненагретая масса. В начале прессования обелочка разрушается, масса заполняет контейнер, но контакт ее с горячей поверхностью заготовки настолько непродолжителен, что последняя не успевает охладиться, и прессование практически происходит при весьма небольшом понижении температуры заготовки,Изготовление шайб иэ предлагаемого состава массы производят следующим образом.Нагретый до б 0-80 С параФин смешивают с порошком дисульфида молибдена в соотношении, вес.: 85-95 порошок дисульфида молибдена 85-95 и парафин 5-15. Полученную смесь упаковывают . в фольгу цинковую) алюминиевую и т. д.) и охлаждают на воздухе, Прес- сование осуществляют с нагревом заготовок до высокой температуры (1000- 1200 ОС). С нагревом заготовок...
Состав массы шайб, используемых для прессования без прессостатка

Номер патента: 694240
Опубликовано: 30.10.1979
МПК: B21C 23/32
Метки: используемых, массы, прессования, прессостатка, состав, шайб
...ПАЛ-СГС по ТУ - 95 - 64 - 71 гипс и поги 2 кри;амид В иорошс 000 разпом сэсто 5- иии исрсмсшшают до однородности полусииой порошкообразпой смеси, добавляют воду и перемешивают с ней получ "нпую смесь до тсст 000 разпого сост 051 иия; полученой мяссои заполняют пресс-форму, предвярггсльио смазаиную машшшым маслом; сжимают массу, иаходяцуюся в прессформе, под прессом; полученную шайбу извлекают из пресс-формы, выдерживают до затвердсваиия гипса и просушивают.2. С гслсооразиым полиакриламидом, например, по ТУ - 95 - 182 - 73;исрсмсшивают иорошкообразиый гипс с полиакрилямидом до тсстообразиого соСТ 051 И И 51;полученной массой заполняют ирссс-форму, предварительно смазанную машинным маслом;с)кимают массу, иаходящуюс 51 в прессформе, иод...
Смазочная шайба для прессования изделий

Номер патента: 724234
Опубликовано: 30.03.1980
Авторы: Булло, Воронин, Декун, Зорихина, Кунцевич
МПК: B21C 23/32
Метки: прессования, смазочная, шайба
...наружной его части. Кроме того, связующее вещество может быть изготовлено из жидкого стекла и воды.На чертеже изображена предлагаемая смазочная шайба для прессования изделий.Наружный слой 1 составной концентричной части диска выполнен из стеклокрупки, а внутренний слой 2 - из доменного шлака и диаметр его составляет 0,7 от наружного диаметра шайбы (0,7 Ош).31. Доменный шлак поГОСТУ 3476 - 60 .,; В 100 Жидкое стекло" -10 - 12 Вода 3 - 62. Стеклокрупка из стекла15 по ТУ 10 - 74ВИЛС 100 Жидкое стекло 10 - 12 Вода 3 - 6Формовку смазочной шайбы производят на гидравлическом прессе при давлении 3 - 5 кг/мм в специальной пресс-форме. Сначала спрессовывают смесь из доменного шлака с диаметром окружности 0,7 Рш, где Рш - внешний диаметр шайбы....
Предыдущий патент: Устройство для проталкивания заготовки в волоку
Следующий патент: Устройство для непрерывной гидроэкструзии с волочением
Случайный патент: Устройство для отвода продуктов разрушения при бурении