Способ автоматического регулирования степени уплотнения литейных форм на встряхивающих станках
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 68948
Автор: Аксенов

Текст
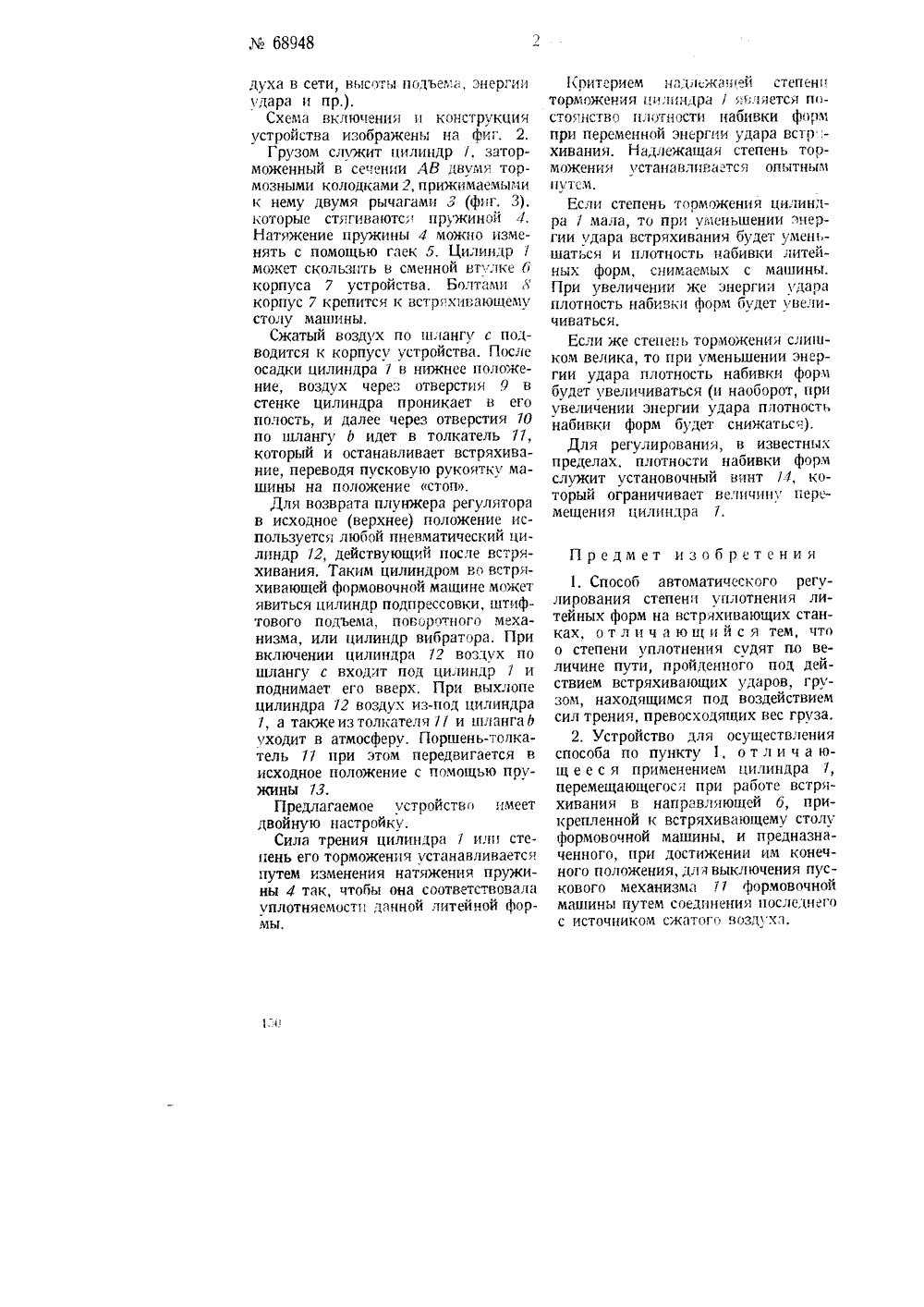
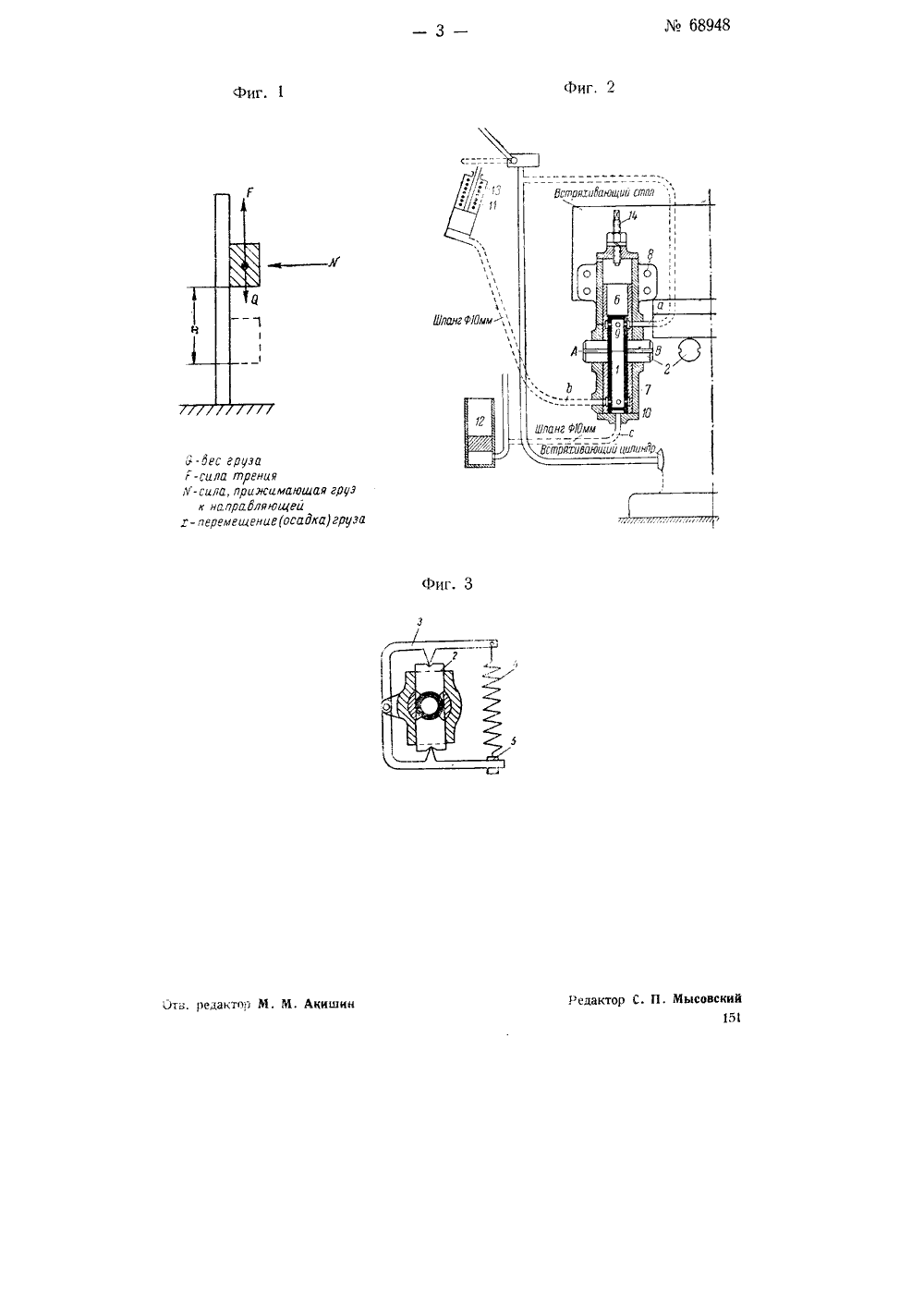
3 арегистрировано в Бюро июбретенид Госплана СССР П. Н. Аксенов Способ автоматического регулирования степени уплотнения литейных форм на встряхивающих станкахЗаявлено 1 марта 1945 года в Народный комиссариат вооружения СССР за0395 (336965) Опубликовано 31 июля 1947 года149 Предлагается способ автоматического регулирования степени уплотнения литейных форм на встряхивающих станках, отличающийся тем, чтоо степени уплотнения судят по величине пути, пройденного, под действиемвстряхиваюших ударов, грузом, находящимся под воздействием сил трения,превосходящих вес груза.Для осуществления предлагаемогоспособа применен плунжер, перемещающийся при работе встряхива ния в направляющей, прикрепленнойк встряхивающему столу формовочной машины. При достижении цилиндром конечного положения, пусковоймеханизм формовочной машины выключается от источника сжатого воздуха,На фиг. 1 изображена принципиальная схема предлагаемого способа, нафиг, 2 - устройство для осуществления способа и на фиг, 3 - разрезпо АВ фиг. 2.Скользящий груз весом 9 удерживается на вертикальной направляющей трением с помощью силы Х.Направляющая прикреплена к встряхивающему столу машины, При ударах стола происходит осадка груза вдоль направляющей, по величине тем большая, чем энергичнее удары, и, следовательно, чем энергичнее происходит уплотнение формовочной земли в опоке. При достижении определенной величины осадки Х груза, чему соответствует определенная плотность набивки данной формы, под действием груза происходит автоматическая остановка встряхивающего механизма формовочной машины.Величина перемещения Х груза пропорциональна работе, идущей на пластическую деформацию уплотнения формовочной земли в опоке при встряхивании. Таким образом, процесс осадки груза является полным подобием процесса уплотнения земли при встряхивании, Следовательно, контролирующее устройство, основанное на данном принципе, должно обеспечивать постоянство плотности набивки литейных форм при всех переменных параметрах режима работы машины в течение рабочей смены (при колебаниях давления сжатого воз68948духа В сети, высоты подъема, энергии удара и пр.).Схема включения и конструкция устройства изображены на фиг, 2.Грузом служит цилиндр /, заторможенный в сечении АВ двумя тормозными колодками 2, прижимаемыми к нему двумя рычагами 3 (фиг. 3), которые стягиваютс; пружиной 7, Натяжение пружины 4 можно изменять с помощью гаек 5. Цилиндр может скользить в сменной втулке 6 корпуса 7 устройства. Болтами Ь корпус 7 крепится к встряхигающему столу машины.Сжатый воздух по шлангу с подводится к корпусу устройства. После осадки цилиндра 7 в нижнее положение, воздух через отверстия 9 в стенке цилиндра проникает в его полость, и далее через отверстия Ю по шлангу д идет в толкатель 77, который и останавливает встряхивание, переводя пусковую рукоятку машины на положение стоп.Для возврата плунжера регулятора в исходное (верхнее) положение используется любой пневматический цилиндр 72, действующий после встряхивания. Таким цилиндром во встряхивающей формовочной машине может явиться цилиндр подпрессовки, штифтового подъема, поворотного механизма, или цилиндр вибратора, При включении цилиндра 72 воздух по шлангу с входит под цилиндр / и поднимает его вверх, При выхлопе цилиндра 72 воздух из-под цилиндра 7, а также из толкателя 7/ и шланга Ь уходит в атмосферу. Поршень-толка- тель 77 при этом передвигается в исходное положение с помощью пружины 73,Предлагаемое устройство имеет двойную настройку,Сила трения цилиндра / или степень его торможения устанавливается путем изменения натяжения пружины 4 так, чтобы она соответствовала уплотняемости данной литейной формы. Критерием на лежащей степени торможения цилиндра / является постоянство плотности набивки форм при переменной энергии удара вст 1 з- хивания. Надлежащая степень торможения устанавливается опытным путсм.Если степень торможения цилиндра / мала, то при уменьшении энергии удара встряхивания будет уменьшаться и плотность набивки литейных форм, снимаемых с машин ьь При увеличении же энергии удаоа плотность набивки форм будет увеличиваться,Если же степень торможения слишком велика, то при уменьшении энергии удара плотность набивки форм будет увеличиваться 1 и наоборот, при увеличении энергии удара плотность набивки форм будет снижаться).Для регулирования, в известных пределах, плотности набивки форм служит установочный винт И, который ограничивает величину перемещения цилиндра Предмет изобретения1. Способ автоматического регулирования степени уплотнения литейных форм на встряхивающих станках, о т л и ч а ю щ и й с я тем, что о степени уплотнения судят по величине пути, пройденного под действием встряхивающих ударов, грузом, находящимся под воздействием сил трения, превосходящих вес груза.2. Устройство для осуществления способа по пункту 1, о т л и ч а ющ е е с я применением цилиндра перемещающегося при работе встряхивания в направляющей б, прикрепленной к встряхивающему столу формовочной машины, и предназначенного, при достижении им конечного положения, для выключения пускового механизма 7 7 формовочной машины путем соединения последнего с источником сжатого воздуха.
СмотретьЗаявка
0395, 01.03.1945
Аксенов П. Н
МПК / Метки
МПК: B22C 15/14, B22C 19/04
Метки: встряхивающих, литейных, станках, степени, уплотнения, форм
Опубликовано: 01.01.1947
Код ссылки
<a href="https://patents.su/3-68948-sposob-avtomaticheskogo-regulirovaniya-stepeni-uplotneniya-litejjnykh-form-na-vstryakhivayushhikh-stankakh.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического регулирования степени уплотнения литейных форм на встряхивающих станках</a>
Формовочная машина для изготовления разовых литейных форм

Номер патента: 1276430
Опубликовано: 15.12.1986
Авторы: Беляков, Благонравов, Ляпун, Орлов, Шептунов
МПК: B22C 15/264
Метки: литейных, разовых, форм, формовочная
...рамка 7, устя 5 10 15 20 25 ЗО 35 40 45 50 55 новленная на направляюших 22. Из доза- тора 11 открыванием шиберного затвора 23 производится заполнсние оснастки формовочной смесью. После этого заполненная оснастка перемешается по рольгангу 21 в положение ндд прижимным столом 4 (в рабочее пространство машины). Одновременно с осуществлением описанных операций производится установка опоки 6 на закрепленную на воздушной головке 13 наполнительную рамку 7, перемещение дозатора 11 в положение над опокой 6, после чего при помощи шиберного затвора 23 производится заполнение оснастки формовочной смесью, Модельная плита 5 перемешается по направляюцим 10 в положение над опокой, а прижимной поршень 3 со столом 4 прижимает опоку 6 верха к наполни-...
Устройство для укладки грузов на литейные формы

Номер патента: 374115
Опубликовано: 01.01.1973
Авторы: Вител, Осьмак, Тюртюбек, Урванов
МПК: B22D 33/06
Метки: грузов, литейные, укладки, формы
...и снабжен роликом 4 и крюком 5 для захвата груза б. Соосно поворотной колонне 1 с по мощью стоек 7 установлена круговая кодирная направляющая 8, по которой перемещается ролик 4 рычага 3, На каждой тележке 9 литейного напольного конвейера 10 закреплен толкатель 11, который при движении тележ ки 9 конвейера с литейной формой 12 черезролик 13 приводит в движение цевочное колесо .14, зу 1 бчатую передачу 15 и верпикальную колонну 1.,При движении напольного литейного кон вейера, как указано на фиг, 2 стрелками, толкатель 11 тележки 9 входит в зацепление с роликом 13 цевочного колеса 14 и через коническую зубчатую передачу 15 вращает вертикальную колонну 1 с рычагами 3. Последние 20 имеют скорость, превышающую скорость тележек 9 литейного...
Устройство для уплотнения груза в крытом вагоне

Номер патента: 1346547
Опубликовано: 23.10.1987
МПК: B65G 67/00
Метки: вагоне, груза, крытом, уплотнения
....плоскости стойка 3, подпружиненнаяпружиной 4 относительно основания.На стойке 3 установлен с возможностьюперемещения в вертикальной плоскостипосредством винта 5 с рукояткой 6 иповорота в горизонтальной плоскостицилиндр 7, с которым жестко связанкронштейн 8, несущий вибровозбудитель 9. Винт 5 подвижно закреплен наУстойке 3. На цилиндре 7 установленвыключатель 10 вибровозбудителя.Устройство работает следующим образом,В нерабочем состоянии кронштейн 8расположен вдоль железнодорожногопути и опущен в нижнее положение.После. установки вагона под погрузкуи начала загрузки рабочий поворачивает кронштейн 8 поперек железнодорожного пути и, вращая рукояткой 6винт 5 поднимает цилиндр 7, а вместе с ним кронштейн 8 до тех пор, пока плита...
Разделительная жидкость для изготовления оболочковых форм из формовочных смесей

Номер патента: 107405
Опубликовано: 01.01.1957
Автор: Брискин
МПК: B22C 3/00
Метки: жидкость, оболочковых, разделительная, смесей, форм, формовочных
...Министров СС Заявлено 1 О декабря 1966по делам изобретений и открыт Основнымн преиму ываемой жидкости яв ая стоимость, хорош ионные качества и н сходных материалов,ствами опиются ее низе эксплуатаефицитн ость Разделительная жи готовления оболочко формовочных смесе термореактивные с ч а юща яся тем, ч дкость ых ф м из ащих и, содемолы,то, сцс тли ью удеят 10% евления, в состав1 тума и 90% керос е вв Известны разделительные жидкости для изготовления оболочковых форм, которые приготовляют с применением этилполикилоксановых составляющих или их заменителей (например, жидкости5 или эмульсии, в состав которой входит мыло).Однако изготовление разделительных жидкостей такого состава слишком дорого,Описываемая разделительная жидкость состоит...
Устройство для съема изделий с форм чулочно-формовочной машины

Номер патента: 234341
Опубликовано: 01.01.1969
Автор: Левченков
МПК: D04B 15/00, D06C 5/00
Метки: съема, форм, чулочно-формовочной
...с конечными переключателями 1 б и 17 для замыкания цепиэлектромагнитов 18, соединенных тросиками19 с подпружиненными съемниками или захва 30 тами 2. 1 Лз пневмокамеры 11 сжатый воздухотсасывается,по шлангам 20 и 21 и регулируется клапаном 22. Каретка 1 роликами 23 скользит по направляющим 24,Леханизм отвода, изделий снабжен счетчиком изделий, состоящим из храпового колеса 25, толкаемого собачкой 2 б при наклоне пневмокамеры 11 в сторону транспортера 13, контрсобачки 27 конечного выключателя 28 и зуба-кулачка 29, замыкающего электроцепь к электродвигателю 30, служащему для перемещения транспортера 13 на расстояние укладки 30 носков.Устройство работает следующим образом, При продвижении форм с изделиями под устройство для...
Предыдущий патент: Универсальная делительная головка
Следующий патент: Приспособление к стальным рулеткам для измерения в труднодоступных местах
Случайный патент: 333144