Способ изготовления материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 686896
Авторы: Воскресенский, Обливин, Пожиток



Текст
о и и а: Айи а ИЗОБРЕТЕН ИЯ Союз СоеетскикСоцивпистическикРеспублик и 686896 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(5 )М. Кл. В 29 У 5/00 п исоединением заяв феударотоаниье воетет СССР оо делам озобрвтаний к открытой23) Приоритет Опубликовано 25.09.79, Бюллетень РЙЗ 3) УДК 674.8 41 (088,8) та опубликования описания 27,09,79(71) Заявитель Московский лесотехнический институт(54) СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛОВ Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению плитных материалов, и может быть использовано при изготовлении плит и других деталей из проницаемых капиллярно-пористых материалов,Известен способ изготовления древесных нлит путем плоского прессования ков ра в герметичном пространстве с последующим откачиванием перед его нрессованием образуемого пара специальным уст 1 О ройством11. Недостаток такого сся в низкой производитния.Наиболее близким к предлагаемому является способ изготовления материалов, например древесностружечных плит, путем плоского прессования ковра с одновремен О ным вводом в него газообразного горячего агента, например перегретого пара, и принудительным отводом избыточной влаги в виде парогазовой смеси после прекрашения подачи горячего агента домыкания рабочих плит пресса 2 1. Однако при подаче перегретого пара в прессуемую массу этим способом воздух, окружавший пакет и содержащийся в его объеме, загоняется внутрь пакета и препятствует равномерному и эффективному прогреву пакета. Эффективность прогрева пакета снижается из за ухудшения тепло- отдачи вследствие скопления воздуха у поверхностей конденсации. Образующийся у поверхности конденсации слой паровоздушной смеси с малой концентрацией вием пара вносит значительное термическое сопротивление, так как доступ молекул пара к поверхности конденсации обуславливается только диффузией. В процессе сушки пакета в горячем прессе воздух продолжает играть отрицательную роль, так как он препятствует поверхностному испарению влаги, а следовательно замедляет ее отвод из пакета. После размыкания плит пресса происходит достаточно интенсивное6868выделение токсичных газов в околопоессовое пространство,Целью изобретения является повышение производительности, качества продукции и улучшение условий труда.5Это достигается тем, что перед вводом горячего агента производят отсос воздуха до давления 0,05-0,3 кгс/см,2 аотвод парогазовой смеси осуществляют додавления ниже атмосферного, например 100,1-0,5 кгс/см, с последующим вводомвоздуха до атмосферного давления передразмыканием плит пресса.Отсос воздуха существенно увеличивает скорость прогрева пакета. Прогрев пакета происходит за счет конактного нагрева горячими плитами пресса и за счеттепла, отдаваемого перегретым паром приконденсации последнего,физическая сущность процесса конденсации перегретого пара заключается в следующем,При конденсации перегретого пара температура его у поверхности макропорстружки постепенно снижается и конденси 25руется по существу насыщенный пар. Теплота прогрева отдается при этом поверхности конденсата обычным конвективнымпутем. Таким образом, конденсируясь, перегретый нар передает конденсату теплоту фазового перехода и теплоту перегрева,Кроме того, сконденсировавшийся пар отдает часть своего тепла перегрева обычного конвективного теплообмена, при этомтемпература его снижается.При вводе перегретого пара в прессуемый пакет ие поверхности макропор образуется слой неконденсируюшихся газов(воздуха), что приводит к уменьшению ско 40рости конденсации затрудняет доступ пара к этой поверкности. Поэтому уменьшается масса сконденсировавшегося перегретого пара в начальный период прессования, а следовательно, и отдаваемое пером45количество тепла. Скорость прогрева существенно замедляется.Кроме того, включение воздуха в видепузырьков по объему древесностружечнойцлиты создают дефекты структуры, сниже 50ющие механическую прочность, а такжепрепятствующие равномерному отверждению связующего. Поэтому удаление воздухе перед подачей горячего агента улучшает прочностные качества древесностружечных плит, так как исключаются различияв их структуре и свойствах.В процессе сушки пакета воздух препятствует испарению влаги с поверхности 96 4макропор стружек, следовательно, замедляет отвод избыточной влаги, что приводит к увеличению времени выдержки.Принудительный отвод парогазовой смеси до давления ниже атмосферного, например 0,1-0,5 ата, позволяет получить требуемую по ГОСТУ влажность древесностружечных плит, в результате чего значительно сокращается время кондиционирования,Перед размыканием плит после отводаизбыточной влаги через отверстия в пакетподается атмосферный воздух, что, вопервых, облегчает размыкание плит пресса; во-вторых, загоняет" токсичные газы внутрь древесностружечной плиты, врезультате чего исключается выделениетоксичных газов в околопрессовое пространство.Кроме того, релаксикация давлениядревесностружечных плит до атмосферного исключает разрыв клеевых швов приразмыкании плит пресса и резком выравнивании давления в плите до атмосферного эНа чертеже схематически показана установка для прессования.После помещения сформированного ковра 1 на проницаемом поддоне 2 в герметизированное прессовое пространство, создаваемое дистанционными планками 3 ирезиновыми прокладками 4, производитсясмыкание плит 5 пресса.При смыкании плит 5 пресса включается насос 6 с одновременным открытием клапана 7 и производится отсос воздуха до давления ниже атмосферного (0,050,3 ата). Затем открытием клапана 8 содновременным закрытием клапана 7 ивыключением насоса 6 производят вводперегретого пара в ковер 1 При этомпроисходит прогрев ковра 1 по температуры отверждения связующего за счет контактного нагрева плитами 5 пресса и проникновения пара внутрь ковра 1. Благодаря наличию проницаемых поддона 2 и подкладного листа 9 перегретый пар проникает в ковер 1 по всей поверхности (черезторцы и плести), за счет чего происходитравномерный его нагрев, Используют парс теми же параметрами, что для обогрева плит 5 пресса,Закрытием клапана 8 и открытием клапана 7 насосом 6 производится принудительный отвод парогазовой смеси и влагидо давления ниже атмосферного, например0,1-0,5 ата. Затем открытием клапана10 с одновременным закрытием клапана7 производится ввод воздуха с релаксаци686896 остввитель Б, КосаревехредС. Мигай Корректор В Редактор Д, Пинч Подписноекомитета СССоткрытийшсквя нвб., д. Тираж 771Государственногам изобретенийМосква, Ж, Ра каэ 5609/14ЦИИИПИ по дел 113035, илиал ППП Патент", г. Ужгород, ул ктн ей давления в ковре 1 до атмосферного, После ввода воздуха осуществляется закрытие клапана 10 и размыкание плит Я пресса, а затем вывод древесностружечных плит из пресса. 5Использование предлагаемого способа изготовления материалов обеспечивает по сравнению с существующими следующие преимушества;уменьшение длительности процесса го рячего прессования, например плит толщиной 1 9 мм до 15-2 мин, в следовательно, повышение производительности по сравнению со способами, применяемыми в нашей промышленности, от 100 до 400%;улучшение качества продукции; улучшение санитарно-гигиенических условий труда,формула изобретения Способ изготовления материалов, например древесностружечных плит, путем плоского прессования ковра с одновременным вводом в него газообразного горячего агента, например перегретого пара, и принудительным отводом избыточной влаги в виде парогазовой смеси после прекрашения подачи горячего агента до рвзмыквния рабочих плит пресса, о тл и ч аю ш и й с я тем, что, с целью повышения производительности, качества нродукции и улучшения условий труда, перед вводом горячего агента в ковер производят отсос воздуха до давления 0,05-0,3 кгс/см, а отвод парогазовой смеси осуществляют до дввления ниже атмосферного, например 0,1-0,5 кгс/см, с последующим вводом воздуха до атмосферного давления перед размыканием плит пресса. Источники июармации, принятые вовнимание при экспертизе1. Патент ФРГ М 1212297,кл, В 29 Т 5/00, 1966.2, Авторское свидетельство СССРЛо 361550, кл. В 293 5/ОО, 1969
СмотретьЗаявка
2509581, 22.07.1977
МОСКОВСКИЙ ЛЕСОТЕХНИЧЕСКИЙ ИНСТИТУТ
ОБЛИВИН АЛЕКСАНДР НИКОЛАЕВИЧ, ВОСКРЕСЕНСКИЙ АНДРЕЙ КАСЬЯНОВИЧ, ПОЖИТОК АЛЕКСАНДР ИВАНОВИЧ
МПК / Метки
МПК: B29J 5/00
Метки:
Опубликовано: 25.09.1979
Код ссылки
<a href="https://patents.su/3-686896-sposob-izgotovleniya-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления материалов</a>
Шток прессующей пары машины литья под давлением

Номер патента: 1783209
Опубликовано: 23.12.1992
МПК: F16J 7/00
Метки: давлением, литья, пары, прессующей, шток
...одно из которых размещено между радиальными каналами, а другое между опорным торцем продольного канала и поперечными окнами.На чертеже изображен шток, продольное сечение.Шток прессующей пары машины литья под давлением выполнен в виде корпуса 1 снаружным резьбовым присоединительным участком 2 под прессующий поршень, в корпусе имеются радиальный 3 и продольный 4 каналы. соединенные междусобой, в последнем расположен с зазором трубопровод 5 и имеется опорный бурт 6 в аиде расширяющегося в сторону присоедини- тельного участка 2 канала, в котором размещена передняя стенка радиального канала 3, в зоне присоединительного участка 2 образованы поперечные окна 7, а за его пределами дополнительный радиальный канал 8, в зазоре между продольным...
Резервуар для сбора и хранения нефти и нефтепродуктов с упругостью насыщенных паров, превышающей атмосферное давление
Номер патента: 1738722
Опубликовано: 07.06.1992
Авторы: Губайдуллин, Закиров, Сахаутдинова
МПК: B65D 90/28, B65D 90/30
Метки: атмосферное, давление, насыщенных, нефтепродуктов, нефти, паров, превышающей, резервуар, сбора, упругостью, хранения
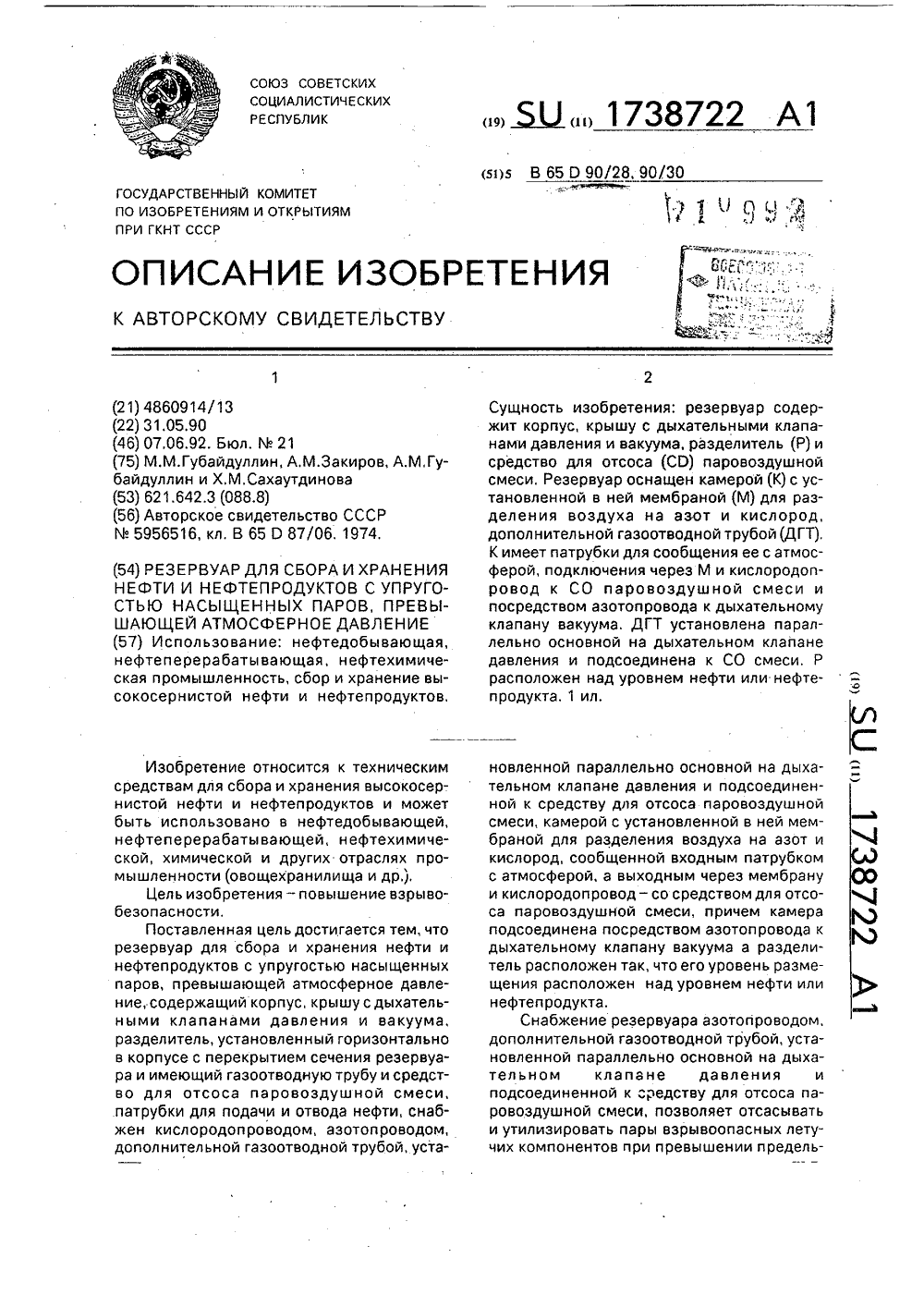
...через мембрану и кислородопровод - со средством для отсоса паровоздушной смеси, причем камера подсоединена посредством азотопровода к дыхательному клапану вакуума, а разделитель расположен так, что его уровень размещения расположен над уровнем нефти или нефтепродукта, позволяет полностью предотвратить образование взрывоопасной паровоздушной смеси над разделителем резервуара при его больших "дыханиях",На чертеже изображена конструкция резервуара,Резервуар для сбора и хранения нефтепродуктов с упругостью насыщенных паров, превышающей атмосферное давление, содержит корпус 1, крышу 2 с дыхательными клапанами давления 3 и вакуума 4, патрубкидля подачи 5 и отвода 6 нефти, разделитель 7, установленный горизонтально в корпусе с перекрытием...
Нагревательная плита пресса

Номер патента: 935308
Опубликовано: 15.06.1982
МПК: B29J 5/04
Метки: нагревательная, плита, пресса
...плита пресса содержитверхнюю пластину 1, нижнюю пластину 2, боковые пластины 3, камеру 4, выполненную в виде плоской тепловой трубы, установленной зоной конденсации 5 между пластинами, а зоной испарения 6 - вне плиты. Зона конденсации 5 и зона испарения 6 соединены капиллярнопористым фитилем 7. Зона испарения 6 предназначается для подвода тепла. В качестве источника тепла может 5 использоваться любой источник: электродвигатель, газообразный или жидкий теплоноситель. В последнем случае зона испарения помещается в рубашку (не показана).Работа нагревательной плиты пресса 2 О осуществляется следующим образом.При подводе тепла к зоне испарения 6тепловой трубы жидкость, находящаяся в ней, испаряется. Пар диффундирует через...
Пресс для выдавливания литья под давлением резиновых смесей в формы

Номер патента: 55392
Опубликовано: 01.01.1939
Авторы: Гелажис, Коропальцев, Куражкин
МПК: B29C 45/02, B29C 45/53
Метки: выдавливания, давлением, литья, пресс, резиновых, смесей, формы
...в цилиндре при процессе окончания шприцевания резины из гнезда, Нижняя плита И гидравлического пресса покоится на плунжере и по. этому является подвижной. Это плита И дает основное давление при подъеме тигля А с загруженными гнездами под шток Ж (процесс литья резины), причем на плите И, между ней и цилиндром барабана, устанавливают предварительно форму, в которую и производят литье.Тигель А имеет обогреваемую рубашку для подогрева загружаемой в него резины до нужной температуры.Принцип работы вышеописанного процесса для шприцевания резины в формы под давлением заключается в том, что наличие вращающегося тигля с системой цилиндрических гнезд позволяет вести производственный процесс шприцевания резины в формы непрерывно, а также...
Электролизер для получения кислорода из водяных паров воздуха

Номер патента: 947224
Опубликовано: 30.07.1982
Авторы: Калиновский, Россинский, Шембель, Шустов
МПК: C25B 1/04
Метки: водяных, воздуха, кислорода, паров, электролизер
...до молекулярноговодорода. Образовавшийся водород уда 65 перфорированный анод и помещенную между ними пористую диафрагму, пропитанную электролитом перфорированный анод содержит 10 -10 отв/см со степенью перфорации 50-60 и катод выполнен пористым с пористостью 45-75. 5Подвод пара воздушного потока в зону электрохимической реакции состоит иэ стадии переноса по газовой и жидкой фазах. С увеличением числа отверстий на единицу поверхности сетчатого анода уменьшаются размеры отверстий и соответственно, расстояние переноса молекул воды в электролите к поверхности, на которой протекает ее электрохимическое разложение. Вследствие этого снижаются внутридиффузионные ограничения в жидкой. фазе и коэффициент массопередачи возрастает. При...
Предыдущий патент: Способ обертки бортовых колец покрышек
Следующий патент: Способ получения древесного пластика
Случайный патент: Горелка для сжигания жидкого топлива