Способ управления процессом микросварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
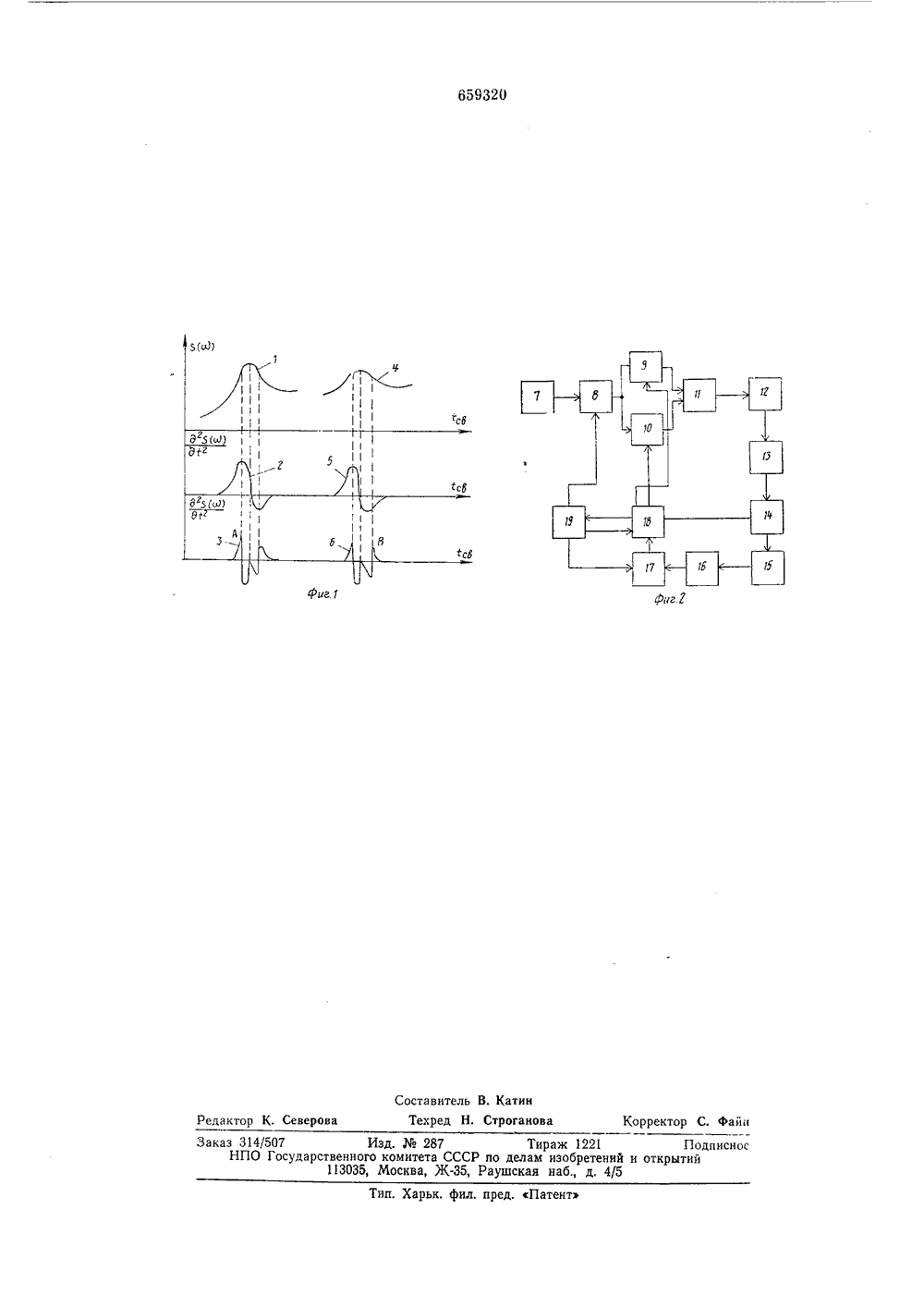
ссВ : ОПИСАНИ ИЗОБРЕТЕН И Союз Соеетских Социалистических Республик(43) Опубликовано 30.04.79,сударстеенный комите по делам изобретений и открытий5) Дата опубликования описания 22.06.7В, М. Колешко и В. Я. СункаИнститут электроники АН Белорусской С(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕСМИКРОСВАРКИ 2(крпвые 1 - б), поясняющие принцип управления микросваркой.На фиг. 2 представлена функциональная схема устройства для технической реализации способа.Кривые 1, 4 - АЧХ спектральной плот. ности шума соответственно для ультразвуковых и гиперзвуковых частот; кривые 2,б - первая производная АЧХ; кривые 3, б - вторая производная АЧХ.Устройство содержит задающий гснсратор 7 шума, усилитель 8 мощности, фильтр 9 низких частот, фильтр 10 гпперзву:овой частоты и согласующее устройство 11,электроакустическпй преобразователь 12, датчик 1 З измерения спектральной плотности шума, коммутатор 14, устройство 15 первой производной, устройство 1 б второй производной, устройство 17 логики, формирователь 18 и блок 19 управления,Реализация предложенного способа происходит следующим образом. Выходное напряжение генеоатора 7 шума с равномерной спектральной плотностью усиливается широкополосным усилителем 8 мощности и через фильтры 9 и 10 и согласующее устройство 11 возбуждает электроакустический преобразователь 12. В начале сварки автоматически блоком 19 управления через фор. Изобретение относится к технологии микроэлектроники и может найти применение для ультразвуковой микросварки полупроводниковых приборов и интегральных схем.Из известных способов наиболее близким к описываемому является способ управления процессом ультразвуковой микро- сварки, основанный на измерении одного из параметров колебательной системы 11.Недостатком этого способа является проведение контроля качества сварки на определенной частоте, что при изменении частотного диапазона импульсов снижает качество сварки. Целью изобретения является повышение качества сварных соединений.Для достижения поставленной цели измеряют спектральную плотность шума в 20 каждом из частотных диапазонов и переход с ультразвукового диапазона на гиперзвуковой производят по первому максимуму второй производной спектральной плотности ультразвукового диапазона, а процесс мик росварки прекращают по второму максимуму второй производной спектральной плотности гиперзвукового диапазона.На фиг. 1 представлены графики амплитудно-частотных характеристик (АЧХ) З 0.,щровдтсль 18 открывается фильтр 9 частот ультразвуковых колебаний,При достижении максимума спектраль:гой плотности этого диапазона начинается ;гроцесс разрушения образовавшихся мостиков схватывания. Для исключения этого .гвлсния переход на второй гиперзвуковой диапазон производят до начала момента разрушения мосгиков схватывания. Для этого переход с ультразвукового на гиперзвуковой диапазон производят по первому гаксимуму второй производной (кривая 8, фиг. 1, точка А), который соответствует моменту перегиба амплитудно-.астотной характеристики спектральной плотности на восходящей ветви. Измерение спектральной плотности производится датчиком 18, а извлечение первой и второй производной производится устройством 15 первой производной и устройством 1 б второй производной. Определение максимума второй производной происходит в устройстве 17 логики, коорое своим напряжением запускает формирователь 18, закрывающий фильтр 9 низких частот и открывагощий фильтр 10 гиперзвуковой частоты. Напряжения обоих диапазонов в момент включений и выключений изменяются плавно, что чрезвычайно важно для формирования сварного соединения, Амплитуда колебаний ультразвуковых частот постепенно уменьшается, при этом площадь физического контакта увеличивается, а образовавшиеся мостики схватывания не разрушаются. В то же время начинает увеличиваться амплитуда гипсрзвуковых частот, что способствует формированию необходимых химических связей между соединяемыми элементами.Таким образом, в переходный период в зоне соединения действуют напряжения обоих частотных диапазонов. В дальнейшем в зону соединений подается напряжение только гиперзвуковой частоты. Применение этого диапазона частот позволяет резко снизить силовое воздействие на соединяемые элементы, в значительной степени ускорить процессы взаимной диффузии, растворение окисных пленок и образование монолитного соединения.Спектральная плотность шума гиперзвуковых частот имеет зависимость, представленную на фиг. 1 кривой 4. Максимум :оответствует наиболее качественному соединению, когда во всех зонах физического контакта за счет взаимной диффузии и проявления фонон-фононного и фонон-электронного взаимодействия соединяемых материалов получается монолитное соединение. С дальнейшим увеличением времени сварки поглощение пиперзвуковой мощности уменьгнается. Поэтому процесс сварки прекращагот по второму максимуму второй производной спектральной мощности (точка В, кривая б), что соответствует точке перегиба нисходящей ветви ампли гудйо-частотной характеристики спектральной плотности.Для исключения ложных срабатываний по нисходящей ветви АЧХ спектральной плотности в области первого частотного диапазона, т. е. низких частот, в устройство вводится коммутатор 14, запираемый напряжением формирователя 18 на время уменьшения амплитуды низких частот до нулевого значения. После перехода на гиперзвуковые частоты с блока 19 управления ца вход логического устройства 17 подается управляющий сигнал, При этом логическое устройство выделяет только второй максимум второй производной спектральной плотности шума гиперзвуковых частот и запускает формирователь 18, который через блок 19 управления прекращает процесс мпкросварки.Применение предлагаемого способа уп - равления процессом ультра- и гиперзвуковой микросварки позволяет в значительной степени оптимизировать процесс микросварки во времени и улучшить качество соединяемых материалов, Например, использование данного устрой "тва при микросварке интегральных микросхем с балочными выводами из алюминиевой ленты толщиной 30 ггклг с алюминиевой и золотой металлизацией позволило повысить прочность в 1,7 - 2,6 раза, увеличить воспроизводимость в 3 - 4 раза и резко сократить время микро- сварки, что особенно полезно при использовании предлагаемого способа в автоматах с большой производительностью, которая возросла при этом в 14 - 15 раз.Формула изобретенияСпособ управления процессом микро- сварки, преимущественно ультразвуковой и гпперзвуковой, при котором измеряют один пз параметров колебательной системы, о тличающийся тем, что, с целью повышения:качества сварных соединений, измеряют спектральную плотность шума в каждом из частотных диапазонов и переход с ультразвукового диапазона на гиперзвуковой производят по первому максимуму второй производной спектральной плотности ультразвукового диапазона, а процесс микросварки прекращают по второму максимуму второй производной спектральной плотности гпперзвукового диапазона.Источник информации, принятый во внимание при экспертизе изобретения:1. Авторское свидетельство ССС538869, кл. В 23 К 19/04, 1976 г.659320 5 (о)1 юг. Г Тираж 1221 Подписноеелам изобретений и открытийая наб., д. 4/5 каз 314/507 Изд.287НПО Государственного комитета СССР по113035, Москва, Ж, Рауш Тип. Харьк. фил, пред. Патент Составитель В, Катинедактор К. Северова Техред Н. Строганова Корректор С. фай
СмотретьЗаявка
2491374, 01.06.1977
ИНСТИТУТ ЭЛЕКТРОНИКИ АН БЕЛОРУССКОЙ ССР
КОЛЕШКО ВЛАДИМИР МИХАЙЛОВИЧ, СУНКА ВАСИЛИЙ ЯКОВЛЕВИЧ
МПК / Метки
МПК: B23K 19/04
Метки: микросварки, процессом
Опубликовано: 30.04.1979
Код ссылки
<a href="https://patents.su/3-659320-sposob-upravleniya-processom-mikrosvarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом микросварки</a>
Способ определения амплитуд и частот гармонических составляющих сигнала по его оценкам спектральной плотности мощности

Номер патента: 1571520
Опубликовано: 15.06.1990
Автор: Баранов
МПК: G01R 23/16
Метки: амплитуд, гармонических, мощности, оценкам, плотности, сигнала, составляющих, спектральной, частот
...осуществляет расчет коэффициента рассогласования частот разрешаемой гармоники: Х- пЬГ Ь).(10) 4 О В основу вычисления коэффициента рассогласования частот положено отношение двух оценок спектральной плотности мощности, из которого получают следующие сботношения:ш - и - (ш,-п)4 е при в и, ш,п, вси, в,сп,или л)5 ш-и+ (ш,-п) е при щ и, щси, в сп, щ и (12)илилС (п 1) ЬГ с С (п+1)Ь Г в ) п+1ш = иг лС (п) 6 йС (и+ ЬЕ 1, т а в-),щ = и1 эгдеЛс - - : Рз: 2: 5) 3)С(ш ЬК) (щ2 С(щ .ЬК) (щ - и - К)где щ, щ - выбранные в экстрематоре10 текущие номера спектральных линий,и - номер спектральной линии,близлежащий к экстремуму, принадлежащий данному участку и разрешае-мой гармоникеПосле поступления информации с экстрематора 10 на вычислитель 12 про-....
Способ измерения шумов в диапазоне сверхвысоких частот

Номер патента: 117500
Опубликовано: 01.01.1958
МПК: G01R 19/10
Метки: диапазоне, сверхвысоких, частот, шумов
...лишний у иапытуемой лампы, определять уровейь ее шумл.Предмет изобретения Изобретение относи лся к апосо. бам измерения параметрав сверхвы сакочаототньх электровакуумных приборая.Для кал,ибровки чувствительнос 1 н свсръвысакочастотных приемных устройств обычно в рлдиофизикс и радиотехнике,п,рименяются опециллнньн шумавые газораз 1)ядные лампы, калибровка которых произвадищ я с помощью модуляцианного рлдиомстра, позволяюгцепо Оравневлть уровень шумавапо сивилла эталоннрусмой шумовой лампы с нумавым из 1 гучением чарного тела в СВЧдиапазоне Однако радиомсвр является сложной дорогостоящсй лабораторной установкой, а измерения с его помощью шумов - грудоемки, длительны и не обсспечивают получения достатлно точных...
Устройство для измерения коэффициента амплитудной модуляции в широком диапазоне модулирующих частот

Номер патента: 779922
Опубликовано: 15.11.1980
МПК: G01R 29/06
Метки: амплитудной, диапазоне, коэффициента, модулирующих, модуляции, частот, широком
...частотой выделяют 2 ОФильтром нижних частот 7 и подают наанализатор спектра 8. Подбором фазымодулирующей функции ЧМ сигнала и девиации частоты (индекс модуляции) обрацают в нуль спектральную составляющую(1 ), к 0,что дает возможность связать Ю и Я, .Далее девиацию частоты умножают с помощью,умножителя .10 до таких эначений, чтобы 6 было больше 10 и послеобработки измеряютЭС 11 и вычисляют тРаботу устройства можно пояснитьс помощью математических выражений. 35Входной АМ сигналЦ,=Ц,1 ф)лсоьЯс ьпы,с,преобразуют с помощью ЧМ сигнала0 ф О МЫ +ЬЬЕ 5 й+Ф).Низкочастотную составляющую с выходапреобразователя бО ц 1+иъсоэяфгфш 4+3 ЪядЖ+фД (Ц.Фподают на анализатор спектра 8. Дляустановления Функциональной связи между а и Д используют свойство...
Способ измерения токовых шумов двухполюсников в нч диапазоне

Номер патента: 1599802
Опубликовано: 15.10.1990
Авторы: Демидович, Ключарев, Острова
МПК: G01R 27/02
Метки: двухполюсников, диапазоне, токовых, шумов
...типа 1/Г в низкочастотной части спектра,Далее усиленный сигнал детектируется, Фильтруется в полосе дМ) Юппри условии дмь)р, в результатечего выделяются АМ-колебания с частотой Яр и после синхронного детектирования шумовой сигнал подаетсяна измеритель, при этом выделеннаяогибающая после синхронного детектирования преобразуется в сигнал постоянного тока, величина которого пропорциональна среднеквадратичному напряжению измеряемого шумаТаким образом,частотный диапазон, в которомизмеряется интегральный шум двухполюсника, ограничен сверху топ , аснизу ЯУстройство, реализующее способ,содержит генератор 1 прямоугольныходнополярных импульсов высокой частоты, ключ 2, генератор 3 прямоугольных однополярных импульсов низкойчастоты,...
Способ определения диаграмм направленности антенны в диапазоне частот и устройство для его осуществления

Номер патента: 1141351
Опубликовано: 23.02.1985
Авторы: Будай, Вилькоцкий, Гуринович, Каплун
МПК: G01R 29/10
Метки: антенны, диаграмм, диапазоне, направленности, частот
...зондирующих сигналов,выход которого является входом для подключения исследуемой антенны, и зондовую антенну, установленную с возможностью перемещения в ближней зоне исследуемой антенОднако известные способы определения диаграмм направленности антенны и устройства для его осуществления требуют больших временныхзатрат,Цель изобретения - сокращениевремени определения диаграммы направленности антенны на требуемыхчастотах,Цель достигается тем что согласно способу определения диаграмм направленности антенны в диапазоне частот, заключающемуся в регистрации с помощью зондовой антенны значений амплитудно-фазового распределения поля исследуемой антенны в выбранных пространственных точках ближней зоны на измеряемых частотах с последующим...
Предыдущий патент: Устройство для биметаллизации втулок
Следующий патент: Способ электрошлаковой сварки
Случайный патент: Впт б